Кушнирук Ю.В., Цадкин М.А., Кудашева Ф.Х., Галиакбаров М.Ф., Колесов С.В.
В процессе алкилирования изопарафинов олефинами в качестве катализатора используется серная кислота с концентрацией 88-98 %. Из процесса выводится отработанная серная кислота с концентрацией 82-85 % [1], в которой содержатся растворенные углеводороды, олигомеры, алкилсульфаты и пр. Ее каталитическая активность в процессе алкилирования резко падает, но она может представлять интерес как катализатор и реагент других нефтехимических процессов. В частности, при барботаже отработанной бутан-бутиленовой фракции (ББФ) с установок каталитического крекинга и сернокислотного алкилирования через отработанную серную кислоту с концентрацией 82 % отмечено поглощение газа и изменение его состава (табл. 1).
Таблица 1. Изменение состава ББФ при барботаже через отработанную серную кислоту при температуре 50 С
| Компонент | Содержание в газе, % мас. | |
| до поглощения | после поглощения | |
| Пропилен Пропан i-бутан n-бутан i+n-бутен tr-бутен cis-бутен 3-метилбутен-1 i-пентен | 0,13 4,15 74,15 4,54 8,88 5,07 2,92 0,06 0,10 | 0,10 4,40 82,39 6,49 4,00 1,80 1,35 0,03 0,26 |
В изменении состава газа обращает на себя внимание заметный расход бутиленов: суммарное содержание С4-олефинов уменьшается более чем на 10 % мас. Другие виды олефинов (С3-, C5-) столь значительному изменению не подвергаются. Внутри группы бутиленов в наибольшей степени расходуются tr-, cis-бyтeны-2. Их относительное содержание изменяется на 64,5 и 88 %, соответственно. i-, n-бутен расходуются на 55 % от их первоначального содержания. Это, в общем, соответствует известным литературным данным: серная кислота, содержащая растворенные углеводороды, более эффективно вступает во взаимодействие с бутеном-2, чем с бутеном-1 и изобутеном [2]. Эффективность абсорбции ББФ зависит от температуры. На 200 л пропущенного газа поглощается при 50 С - 20 % об., при 120 С - 38 % об., при 200 С - 50 % об.
При барботаже ББФ над кислотной фазой образуется жидкий углеводородный слой, представляющий собой бесцветную жидкость с характерным бензиновым запахом. Выход жидких продуктов также зависит от температуры, однако при повышении температуры он уменьшается. Расчет на наиболее изменяющуюся часть поглощенного газа - углеводороды С4 - показывает, что на образование жидких продуктов расходуется до 50 % бутиленов (табл. 2).
Таблица 2. Выход жидких продуктов взаимодействия ББФ с отработанной серной кислотой
| Температура, | Выход жидких продуктов, % мас. | |
| 0 С | на бутилены в исходном газе | на поглощенные бутилены |
| 5 12 20 | 36,40 18,90 17,50 | 57,30 29,70 27,50 |
По данным хроматографического анализа в составе жидкого продукта присутствуют изомерные С7С8-углеводороды, характерные для продуктов сернокислотного алкилирования (табл. 3). Их содержание доходит до 25 % мас. Это позволяет предположить, что данный продукт может представлять интерес как высокооктановый компонент моторных топлив.
Таблица 3. Содержание некоторых изопарафинов в продукте взаимодействия ББФ с отработанной серной кислотой
| Соединение | Содержание, % мас. |
| 2,3-Диметилпентан | 0,90 |
| 2,2,3-Триметилпентан | 0,80 |
| 2,2,4-Триметилпентан | 2,80 |
| 2,3,3-Триметилпентан | 11,30 |
| 2,3,4-Триметилпентан | 2,80 |
| 2,3 -Диметилгексан | 3,10 |
| 2,4-Диметилгексан | 1,40 |
| 2,5-Диметилгексан | 2,40 |
| 3-Метилгексан | 0,20 |
Остальная часть поглощенных бутиленов, вероятно, расходуется на взаимодействие с серной кислотой с образованием алкилсульфатов.
Продукты взаимодействия серной кислоты с бутиленами (алкилсульфаты) также могут представлять определенный практический интерес, т.к. через них может быть осуществлен синтез простых эфиров по “сернокислотному” методу.
H2S04+RCH=CH2 R’OSO3H (R’=–CHR–СН3) R’OSO3H+ROH R’OR+H2S04
Простые эфиры, где R=i–С3–С4, являются актуальнейшими высокооктановыми добавками к моторным топливам [3].
Таким образом, с использованием отработанной кислоты процесса сернокислотного алкилирования и отработанной бутан-бутиленовой фракции с установок каталитического крекинга и алкилирования возможно получение весьма ценных высокооктановых компонентов моторных топлив.
Список литературыДорогочинский А.З., Лютер А.В., Вольпова Е.Г. Сернокислотное алкилирование изопарафинов олефинами. М.: Химия, 1970. 216 с.
Хек P.M., Макклуинг Р.Дж. // Нефть, газ и нефтепереработка за рубежом. 1980. № 4. С. 78-82.
Гусев А.А., Митусова Т.Н. и др. // Химия и технология топлив и масел. 1993. № 11. С.
Похожие работы


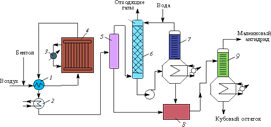
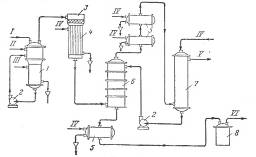
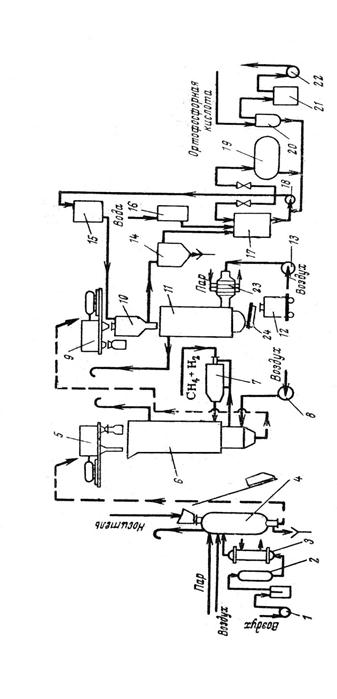
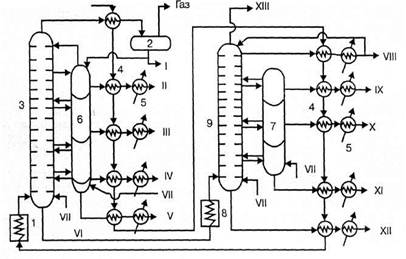
... в реакторе регулируется за счет испарения циклогексана. Гидрирование проводится при 200 °С и давлении 4 МПа (парциальное давление водорода ~0,3 МПа). Рис. 3. Технологическая схема процесса производства циклогексана: 1 — основной реактор гидрирования; 2 — вспомогательный реактор гидрирования; 3 — 5, 8 — теплообменники; 6 — сепаратор высокого давления; 7 — колонна стабилизации; 9 — сепаратор; ...
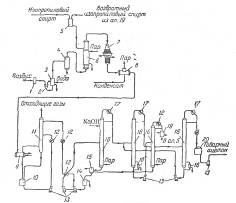
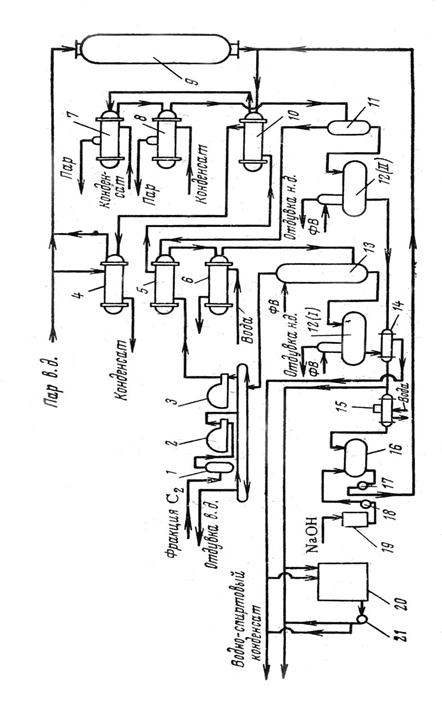
... и водную абсорбцию. Несконденсировавшиеся газы после абсорбции ацетона водой сбрасывают в атмосферу. Промывные воды из скруббера объединяют с конденсатом и направляют на ректификацию. Рис. 2. Принципиальная схема производства ацетона неполным окислением изопропилового спирта в паровой фазе: 1 – висциновый фильтр; 2 – ротационный компрессор; 3, 9, 12, 19 – холодильники; 4 – ресивер; 5 – ...
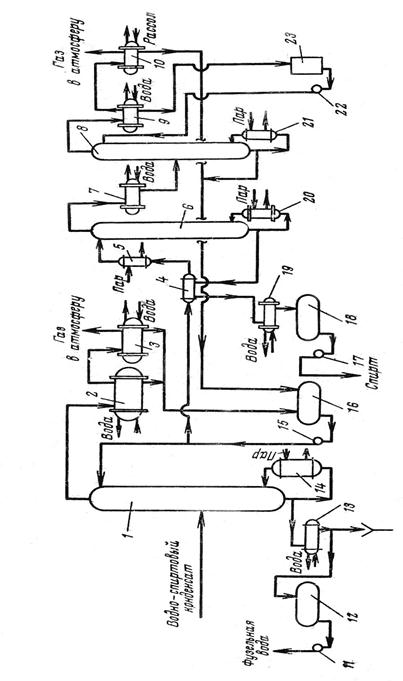
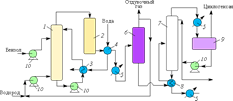
... процесса, более высокий выход спирта. Недостатками прямой гидратации является частая замена катализатора и использование более дорогих концентрированных этиленовых фракций. Процесс синтеза этилового спирта прямой гидратацией этилена технически более прогрессивен, чем сернокислотной гидратацией, поэтому он получил значительно большее распространение в промышленности. Характерной особенностью ...

... переработки нефти. Расходные коэффициенты для таких установок составляют: пар 49 кг, вода 4,1 м3, электроэнергия 37,5-103 кДж, жидкое топливо 33,4 т на 1 т перерабатываемой нефти. 1.6 Крекинг нефтепродуктов 1.6.1 Виды крекинг-процесса Крекингом называется вторичный процесс переработки нефтепродуктов, проводимый с целью повышения общего выхода бензина. Применение вторичных процессов в ...
0 комментариев