Навигация
Расчет затвердевания плоской отливки
25996
знаков
1
таблица
6
изображений
Министерство образования Российской Федерации
Сибирский государственный индустриальный университет
Кафедра литейного производства
Расчет затвердевания плоской отливки
в массивной форме
Выполнили: ст. гр. МЛА-97
Злобина С. А.
Карпинский А. В.
Кирина Л. В.
Тимаревский А. В.
Токар А. Н.
Проверил: доцент, к.т.н.
Передернин Л.В.
Новокузнецк 2001
СодержаниеСодержание. 2
Задание. 3
Постановка задачи. 4
1. Графическое представление. 4
2. Математическая формулировка задачи. 5
Метод расчета. 7
Схема апроксимации. 8
Алгоритм расчета. 11
Идентификаторы.. 13
Блок-схема. 14
Программа. 17
Сравнение с инженерными методами расчета. 20
Результаты расчета. 21
ЗаданиеОтливка в виде бесконечной плиты толщиной 2Lo=30 мм
Сплав: Латунь (10% Zn).
Форма: Песчано-глинистая объемная сырая (ПГФ).
Индексы: 1-Метв, 2- Меж, 4-форма.
а1=3,6×10-5 м2/с
а2=2,1×10-5 м2/с
l1=195 Вт/м×К
l2=101 Вт/м×К
r1=8600 кг/м3
r2=8000 кг/м3
L=221000 Дж/кг
b4=1300 Вт×с1/2/(м2×К)
Tф=293 К
Ts=1312,5 К
Tн=1345 К
N=100
et=0,01 c
eТ=0,01 oC
Постановка задачи 1.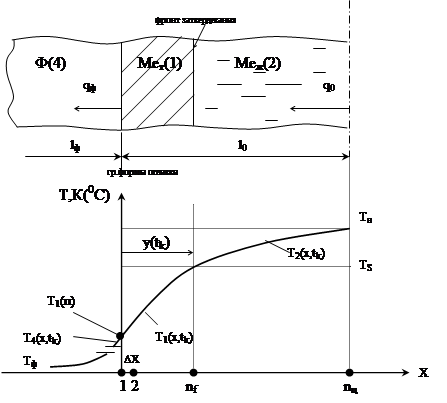 |
Графическое представление
Принимаем следующие условия:
Отливка в виде бесконечной плиты толщиной 2Lo затвердевает в объемной массивной песчано-глинистой форме. Принимаем, что теплофизические характеристики формы и металла постоянны и одинаковы по всему объему, системы сосредоточенные, геометрическая ось совпадает тепловой и поэтому можно рассматривать только половину отливки. Lo<<Lф - форма массивная, т.е. форма за все время охлаждения не прогревается до конца, Тпов=Тнач; такая форма называется бесконечной
Вектор плотности теплового потока (удельный тепловой поток) имеет направление перпендикулярное к поверхности раздела отливка-форма в любой момент времени tk;
Нестационарное температурное поле – одномерное, Тj(х, tk), j=1,2,4;
Температура затвердевания принимается постоянной, равной Ts;
Теплофизические характеристики сред, aj=lj/cjrj, j=1,2,4;
Теплоаккумулирующую способность формы примем постоянной, bф=![]() =const;
=const;
C,l,r - теплофизические характеристики формы;
Переохлаждение не учитываем;
Удельная теплота кристаллизации L(Дж/кг) выделяется только на фронте затвердевания (nf) - условие Стефана;
Не учитывается диффузия химических элементов – квазиравновесное условие;
Перенос тепла за счет теплопроводности и конвекции учитывается введением коэффициента эффективной электропроводности:
для жидкой среды l2=n*l0, где l0 – теплопроводность неподвижного жидкого металла; n=10;
Не учитывается усадка металла при переходе из жидкого состояния в твердое;
Передача тепла в жидком и твердом металле происходит за счет теплопроводности и описывается законом Фурье:
q = - ljgradT, плотность теплового потока,![]() Дж/(м2с);
Дж/(м2с);
Отливка и форма имеют плотный контакт в период всего процесса затвердевания (что реально для ПГФ);
теплоотдача на границе отливка – форма
подчиняется закону Ньютона(-Рихтмона): q1(tk)=a(T1к - Tф) – для каждого момента времени tк, где a - коэффициент теплоотдачи, для установившегося режима (автомодельного) a=![]() ;
;
Полученная таким образом содержательная модель и ее графическая интерпретация затвердевания плоской отливки в объемной массивной форме, упрощает формулировку математической модели и достаточно хорошо отражает затвердевание на тепловом уровне, т.е. позволяет получить закон T=f(x;t).
2. Математическая формулировка задачиМатематическая модель формулируется в виде краевой задачи, которая включает следующие положения:
а) Математическое выражение уравнения распределения теплоты в изучаемых средах.
Дифференциальное уравнение теплопроводности Фурье, которое имеет смысл связи, между временным изменением температуры и ее пространственным распределением:
![]()
Или в соответствии с условием 5 запишем:
![]() ; xÌ[0,lo], j=
; xÌ[0,lo], j= (1)
(1)
б) Условия однозначности:
1. Теплофизические характеристики сред
rj, lj, cj, bj, aj, TL, TS
2. Начальные условия
2.1 Считаем, что заливка происходит мгновенно и мгновенно же образуется тончайшая корка твердого металла.
T1н(x, tн)= TS(E) (2)
2.2 Положение фронта затвердевания
t=tнзадан. ,x=0, y(tн)=0 (3)
2.3 Температура металла в отливке
Tj,iн=Tн ; j=2, iÌ(2,n) (4)
2.4 Температура на внешней поверхности формы (контакт форма - атмосфера) и температура формы.
T4н=Tф (5)
3. Граничные условия
3.1 Условия сопряжения на фронте затвердевания (условия Стефана) i=nf
![]() (6)
(6)
3.2 Температура на фронте затвердевания
![]()
![]() (7)
(7)
3.3 Условие теплоотдачи на границе отливка-форма
![]()
![]() (8)
(8)
- граничное условие третьего рода
Похожие работы
... раковин и пористости) определяется на технологических пробах – небольших отливках, имеющих форму усеченного конуса или шара. Конфигурация и размеры проб ГОСТом не регламентируются. Линейная усадка цветных металлов и сплавов определяется согласно ГОСТ 16817 – 71 путем отливки пробы в сухую песчаную или металлическую (полукокильную) форму. Проба представляет собой призматический образец сечением 25 ...
... заданного качества при минимальных затратах. 1.4 Выбор положения отливки в форме и назначение разъема модели и формы Разработка литейной технологии начинается с выбора положения отливки в форме, при котором после заливки форм происходят процессы кристаллизации металлов, обеспечивающие получение плотной и однородной отливки. Выбор правильного расположения отливки в форме имеет принципиальное ...
... состава для определенных видов литья, и они не выходят за пределы этого предприятия. Основным недостатком этого метода является усложнение технологии 3.9. Изготовление форм из высокоогнеупорных и химически инертных формовочных материалов для сокращения пригара. В литейном производстве при изготовлении разовых форм большое распространение получили песчано-глинистые смеси. Объясняется это ...
... требуемых производственных площадей, расходов на оборудование, очистные сооружения, увеличить съем отливок с 1 м площади цеха. 2. Повышение качества отливки, обусловленное использованием металлической формы, повышение стабильности показателей качества: механических свойств, структуры, плотности, шероховатости, точности размеров отливок. 3. Устранение или уменьшение объема- ...
0 комментариев