Навигация
Условие на оси симметрии
25996
знаков
1
таблица
6
изображений
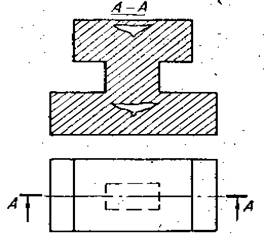
3.4 Условие на оси симметрии
![]() (9)
(9)
Задача, сформулированная в выражениях (1-9) есть краевая задача, которая решается численным методом.
Аппроксимировав на сетке методом конечных разностей (МКР), получим дискретное сеточное решение.
Ti=f(xi;tk).
Метод расчетаБудем использовать МКР – метод конечных разностей.
Сформулированную краевую задачу дискретизируем на сетке.
![]()
![]()
![]() =
=![]() - шаг по пространству постоянный;
- шаг по пространству постоянный;![]() - шаг по времени переменный
- шаг по времени переменный
Для аппроксимации задачи на выбранной сетке можно использовать разные методы – шаблоны. Наиболее известные из них для данного типа задач четырех точечный конечно разностный шаблон явный и неявный.
Явный четырех точечный шаблон Неявный четырех точечный шаблон
 |
Использование явного шаблона для каждого временного шага получаем n+1 уравнение с n неизвестными и система решается методом Гауса, но сходимость решения только при очень малых шагах.
Использование неявного шаблона обеспечивает абсолютную сходимость, но каждое из уравнений имеет 3 неизвестных, обычным методом их решить невозможно.
По явному:
![]() (10)
(10)
По неявному:
![]() (11)
(11)
Сходимость обеспечивается при:
![]() при явном шаблоне (12)
при явном шаблоне (12)
![]() -точность аппроксимации
-точность аппроксимации
 (13)
(13)
Аппроксимируем задачу 1-9 на четырех точечном неявном шаблоне
Начальные условия:
![]() (14)
(14)
![]() (15)
(15)
![]()
![]() (16)
(16)
![]()
![]() (17)
(17)
![]() (18)
(18)
Граничные условия:
![]() (19)
(19)
![]() (20)
(20)
![]() (21 a)
(21 a)
![]() =>
=> ![]() (21)
(21)
Условие идеального контакта на границе отливка форма
![]() (22)
(22)
Расчет временного шага ![]() :
:
Величина ![]() -var рассчитывается из условия, что за промежуток времени
-var рассчитывается из условия, что за промежуток времени ![]() фронт перейдет из точки nf в точку nf+1
фронт перейдет из точки nf в точку nf+1
Расчет ведут итерационными (пошаговыми) методами
Строим процедуру расчета следующим образом:
Вычисляем нулевое приближенное ![]() для каждого шага,
для каждого шага,
За шаг итерации примем S,
Нулевое приближение S=0.
![]() (23)
(23)
Уточняем шаг: S+1
 (24)
(24)
d – параметр итерации от 0 до 1
для расчета возьмем d=0.
Число S итераций определяется заданной точностью:
Временного шага (25)
(25)
И по температуре (26)
(26)
et и eT – заданные точности по времени и температуре
et=0,01c, eT=0,1°C
DtI=0,01c – время за которое образовалась корочка.
Описанный итерационный процесс называют ''Ловлей фазового фронта в узел''.
Можно задать Dх, DtK=const, тогда неизвестно будет положение фронта, при помощи линейной интерполяции.
Расчет температурных полей:
Метод «прогонки»:
Считается наиболее эффективным для неявно заданных конечно-разностных задач.
Суть метода:
Запишем в общем виде неявно заданное конечноразностное уравнение второго порядка (14) в общем виде:
AiTi-1 – BiTi + CiTi+1 + Di = 0 ; i = 2, 3, 4, …n-1 (27)
действительно для всех j и k.
и краевые условия для него:
T1 = p2T2 + q2 (28 а)
Tn = pnTm-1 + qn (28 б)
Ti = f(Ai; Xi; tk) - сеточное решение.
Ai, Bi, Ci, Di – известные коэффициенты, определенные их условий однозначности и дискретизации задачи.
Решение уравнения (27) – ищем в том же виде, в котором задано краевое условие (28 а)
Ti = аi+1Ti+1 + bi+1 ; i = 2, 3, 4, …n-1(29)
Ai+1, bi+1 – пока не определенные «прогоночные» коэффициенты (или коэффициенты разностной факторизации)
Запишем уравнение (29) с шагом назад:
Ti-1 = аiTi + bi (30)
Подставим уравнение (30) в уравнение (27):
Ai(aiTi + bi) – BiTi + CiTi+1 + Di = 0
Решение нужно получить в виде (29):
 (31)
(31)
Найдем метод расчета прогоночных коэффициентов.
Сравним уравнение (29) и (31):
![]() (32)
(32)
![]() (33)
(33)
(32),(33)– рекуррентные прогоночные отношения позволяющие вычислить прогоночные коэффициенты точке (i+1) если известны их значения в точке i.
Процедура определения коэффициентов аi+1 и bi+1 называется прямой прогонкой или прогонкой вперед.
Зная коэффициенты конечных точек и температуру в конечной точке Тi+1 можно вычислить все Тi.
Процедура расчета температур называется обратной прогонкой. То есть, чтобы вычислить все Т поля для любого tk нужно вычислить процедуры прямой и обратной прогонки.
Чтобы определить начальные а2и b2, сравним уравнение (29) и уравнение (28 а):
a2 = p2; b2 = q2
Запишем уравнение 29 с шагом назад:
![]() Tn = pnTn-1 + qn
Tn = pnTn-1 + qn
Tn-1 = qnTn + bn
![]() (34)
(34)
Новая задача определить pn , qn
Вывод расчетных формул:
Преобразуем конечноразностное уравнение (14) в виде (27)
 , j=1,2 (35)
, j=1,2 (35)
относиться к моменту времени k
Из (35) => Ai=Ci=![]() Bi=2Ai+
Bi=2Ai+![]() Di=
Di=![]() (36)
(36)
Определим значения коэффициентов для граничных условий:
на границе раздела отливка-форма
![]() (37)
(37)
приведем это выражение к виду (28 а)
![]() отсюда (38)
отсюда (38)
b2=q2=![]() a2=p2=1 (39)
a2=p2=1 (39)
на границе раздела Meтв - Меж
из (29), Tnf=Tn=> anf+1=0, bnf+1=Ts (40)
условие на оси симметрии
Tn-1=Tnв соответствии с (21)
pn=1, qn=0 (41)
подставив (41) в (34) получим
![]() (42)
(42)
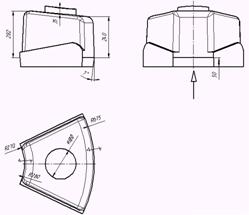
1) Определить теплофизические характеристики сред, участвующих в тепловом взаимодействии λ1, λ2, ρ1, ρ2, L, а1, а2, Тs, Тн, Тф.
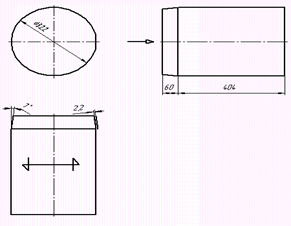
2) Определить размеры отливки, параметры дискретизации и точность расчета
2l0=30 мм, l0=R=15 мм=0,015 м
n=100, ![]()
первый шаг по времени: Δt1=0,01 с, t=t+Δt
еt=0,01 с, et=0,1 оC
3) Принять, что на первом временном шаге к=1, t1=Δt1, nf=1, Т1=Т3, Тi=Тн, , i=2,…,n, Т4=Тф
4) Величина плотности теплового потока на границе раздела отливка – форма
 (43)
(43)
![]() , s=0, (нулевое приближение)
, s=0, (нулевое приближение)
к=2, ![]() (44)
(44)
5) Найти нулевое приближение Δtк, 0 на к-том шаге
переход nf → i → i+1 по формуле (23)
![]()
6) Найти коэффициенты Ai, Сi, Вi, Di по соответствующим формулам для сред Метв. и Меж. В нулевом приближении при s=0
7) Рассчитать прогоночные коэффициенты ai+1, bi+1 для Метв. и Меж., s=0 с учетом что Тnf=Тз.
Т1=р2Т2+g2
Тi=а2Т2+в2
Найти а2 и в2:
а2=1, ![]() (45)
(45)
![]() (46)
(46)
![]()
8) Рассчитать температуру на оси симметрии
![]() (47)
(47)
![]()
9) Рассчитать температурное поле жидкого и твердого металла
![]() (48)
(48)
10) Пересчитать значения ∆tк по итерационному процессу (24)
![]()
d – параметр итерации (d=0…1)
проверяем точность;
11) Скорость охлаждения в каждом узле i рассчитать по формуле:
![]() , оС/с (50)
, оС/с (50)
12) Скорость затвердевания на каждом временном шаге:
![]() , м/с (51)
, м/с (51)
13) Средняя скорость охлаждения на оси отливки:
![]()
14) Положение фронта затвердевания по отношению к поверхности отливки
![]() , к – шаг по времени (52)
, к – шаг по времени (52)
15) Полное время затвердевания
![]() , к′ - последний шаг (53)
, к′ - последний шаг (53)
16) Средняя скорость затвердевания отливки
![]() (54)
(54)
|
|
| ||
|
|
| ||
|
|
| ||
|
|
| ||
|
|
| ||
|
|
| ||
|
|
| ||
|
|
| ||
|
|
| ||
|
|
| ||
|
|
| ||
|
|
| ||
|
|
| ||
|
|
| ||
|
|
| ||
|
|
| ||
|
|
| ||
|
|
| ||
|
|
| ||
|
|
| ||
|
|
|
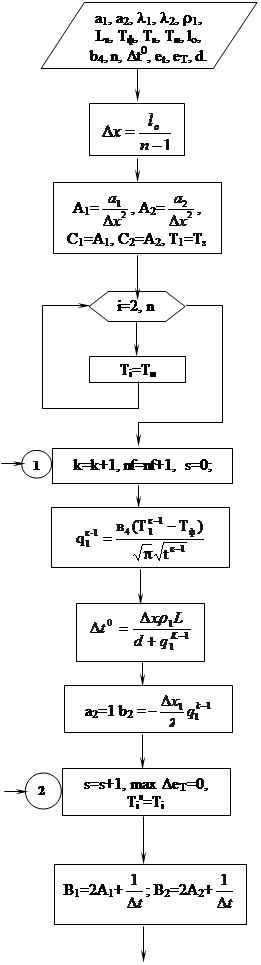 Блок-схема
Блок-схема - [Вводим исходные данные
- [Вычисляем шаг по пространству
- [Вычисляем коэффициенты Аj, Сj для подстановки в (32), (33) и задаем температуру в первой точке
![]() - [Температурное поле для первого шага по времени
- [Температурное поле для первого шага по времени
![]() - [Делаем шаг по времени
- [Делаем шаг по времени
- [Вычисляем плотность теплового потока
- [Шаг по времени в нулевом приближении
- [Начальные прогоночные коэффициенты
- [Шаг по итерации
- [Вычисляем коэффициенты Bj для подстановки в (32), (33)
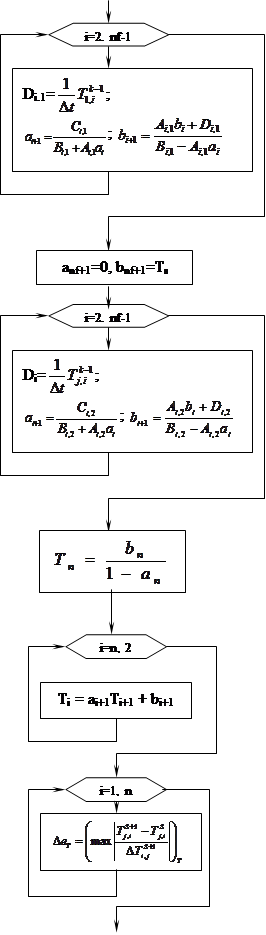
- [Вычисляем прогоночные коэффициенты по твердому металлу
- [Прогоночные коэффициенты для фронта
- [Вычисляем прогоночные коэффициенты по жидкому металлу
- [Температура на оси симметрии
- [Расчет температурного поля
- [Ищем максимальный температурный шаг
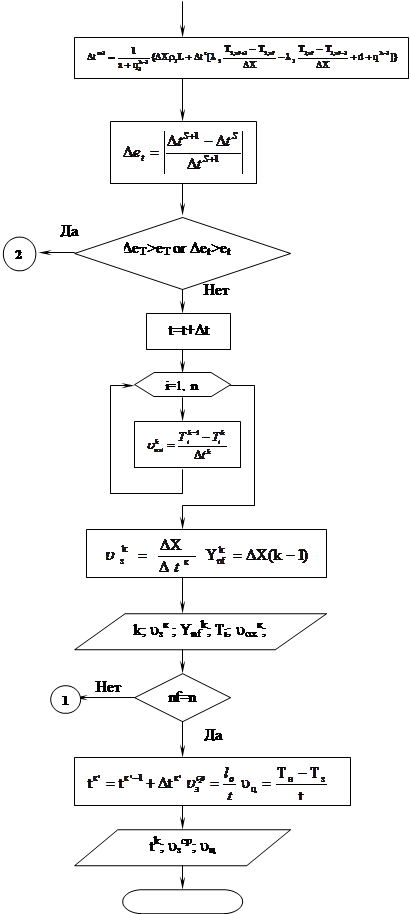
- [Уточняем Dt
- [Точность временного шага
- [Проверка точности
- [Расчет времени
- [Скорость охлаждения в каждом узле
- [Скорость затвердевания и положение фронта
- [Вывод результатов
- [Проверка достижения фронтом центра отливки
- [Расчет полного времени, ср. скорости затвердевания ср. скорости охлаждения на оси отливки
Вывод результатов
- [Конец.
ПрограммаCLEAR , , 2000
DIM T(1000), T1(1000), AP(1000), BP(1000), Vox(1000), N$(50)
2 CLS
N = 100: KV = 50: N9 = 5: L = .015
TM = 293: TI = 1345: TS = 1312.5
BM = 1300: a1 = .000036: a2 = .000021
TA0 = .01: ETA = .01: E = .01
l1 = 195: l2 = 101
R0 = 8600: LS = 221000
AF = 0: Pi = 3.14159265359#
Похожие работы
... раковин и пористости) определяется на технологических пробах – небольших отливках, имеющих форму усеченного конуса или шара. Конфигурация и размеры проб ГОСТом не регламентируются. Линейная усадка цветных металлов и сплавов определяется согласно ГОСТ 16817 – 71 путем отливки пробы в сухую песчаную или металлическую (полукокильную) форму. Проба представляет собой призматический образец сечением 25 ...
... заданного качества при минимальных затратах. 1.4 Выбор положения отливки в форме и назначение разъема модели и формы Разработка литейной технологии начинается с выбора положения отливки в форме, при котором после заливки форм происходят процессы кристаллизации металлов, обеспечивающие получение плотной и однородной отливки. Выбор правильного расположения отливки в форме имеет принципиальное ...
... состава для определенных видов литья, и они не выходят за пределы этого предприятия. Основным недостатком этого метода является усложнение технологии 3.9. Изготовление форм из высокоогнеупорных и химически инертных формовочных материалов для сокращения пригара. В литейном производстве при изготовлении разовых форм большое распространение получили песчано-глинистые смеси. Объясняется это ...
... требуемых производственных площадей, расходов на оборудование, очистные сооружения, увеличить съем отливок с 1 м площади цеха. 2. Повышение качества отливки, обусловленное использованием металлической формы, повышение стабильности показателей качества: механических свойств, структуры, плотности, шероховатости, точности размеров отливок. 3. Устранение или уменьшение объема- ...
0 комментариев