Навигация
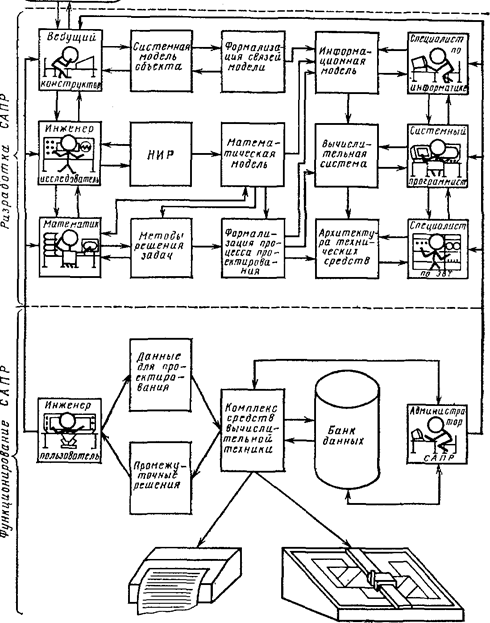
Основы комплексной автоматизации и проектирования ЭВМ
9729
знаков
6
таблиц
0
изображений
Лабораторные работы № 1- 4
По дисциплине:
«Автоматизация проектирования ЭВМ»
Содержание
Лабораторная работа № 1
Электрическая функциональная схем
Матрица цепей схемы
Вариант ручного разбиения
Сравнительный анализ ручного и машинного разбиения по времени и качеству работы
Лабораторная работа № 2
2.1 Мультиграф схемы
Матрица связности мультиграфа
Сравнительный анализ полученного разбиения с результатами ручного разбиения и с помощью последовательного алгоритма
Лабораторная работа № 3
Исходная схема, предназначенная для размещения
Граф схемы
Матрица связности графа схемы
Матрица расстояний платы
Вариант ручного размещения с определением суммарной длины связей
Сравнительный анализ ручного и машинного размещения по времени и качеству размещения
Лабораторная работа № 4
Сравнительный анализ результатов работы алгоритма попарных перестановок с результатами ручного и последовательного размещения по времени и качеству
размещения
Литература
Приложения:
Листинг машинного решения лабораторных работ
Лабораторная работа №1
Лабораторная работа №2
Лабораторная работа №3
Лабораторная работа №4
1. Лабораторная работа № 1
Тема: Исследование алгоритма последовательного заполнения конструктивно-законченных частей. (Компоновка последовательным алгоритмом)
Цель работы:
Ознакомление студента с методами автоматизированной компоновки на этапе конструкторского проектирования.
Анализ преимущества автоматизации проектирования по сравнению с ручным способом.
Закрепление практических навыков на персональном компьютере (ПЭВМ) в диалоговом режиме.
Электрическая функциональная схема
![]()
![]()

 1.2 Матрица цепей
1.2 Матрица цепей
Где:
X – множество элементов схемы;
К – максимальное количество контактов микросхемы;
| Z = | Контакт Элемент | Ki1 | Ki2 | Ki3 | Ki4 | Ki5 |
| X1 | 4 | 5 | 0 | 0 | 0 | |
| X2 | 6 | 7 | 0 | 0 | 0 | |
| X3 | 5 | 7 | 9 | 0 | 0 | |
| X4 | 5 | 6 | 10 | 0 | 0 | |
| X5 | 7 | 4 | 11 | 0 | 0 | |
| X6 | 4 | 6 | 12 | 0 | 0 | |
| X7 | 9 | 13 | 0 | 0 | 0 | |
| X8 | 10 | 14 | 0 | 0 | 0 | |
| X9 | 11 | 15 | 0 | 0 | 0 | |
| X10 | 12 | 16 | 0 | 0 | 0 | |
| X11 | 1 | 13 | 17 | 0 | 0 | |
| X12 | 2 | 14 | 18 | 0 | 0 | |
| X13 | 3 | 15 | 19 | 0 | 0 | |
| X14 | 16 | 8 | 20 | 0 | 0 | |
| X15 | 17 | 18 | 19 | 20 | 21 |
Таб.1
Матрица цепей, описывающая схему (Рис.1)
Дано:
N = 15 (элементов)
K = 5 (контактов)
P = 2 (плат)
n max = 8 (элементов)
Где:
N – число элементов схемы;
K – максимальное число выводов элементов;
P – число плат, на которых нужно разместить схему;
n max – максимальное количество элементов, размещаемых на каждой плате.
Похожие работы

... в разработке методов превращения разнообразной конструкторской документации в цифровую форму и представлении всех задач и элементов процесса проектирования только в виде операций над числами и логическими выражениями с доведением их до алгоритмов и машинных программ. Но при автоматизации проектно-конструкторского процесса следует постоянно помнить, что ЭВМ — это вспомогательное средство, а не ...
... (АСУ ТП), автоматизированные системы управления производством (АСУП) и автоматизированные информационные технологии управления гибкой производственной системой (АИТУ ГПС). 3. Методологические основы применения метода имитационного моделирования Одна из важных особенностей автоматизации управления - принципиальная невозможность проведения реальных экспериментов до завершения проекта. ...
... мероприятия по обеспечению однородности выпускаемой продукции. Все эти мероприятия можно объединить в четыре группы: 1. совершенствование технологии производства; 2. автоматизация производства; 3. технологические (тренировочные) прогоны; 4. статистическое регулирование качества продукции. 2.10. Проектирование технологических процессов с использованием средств ...
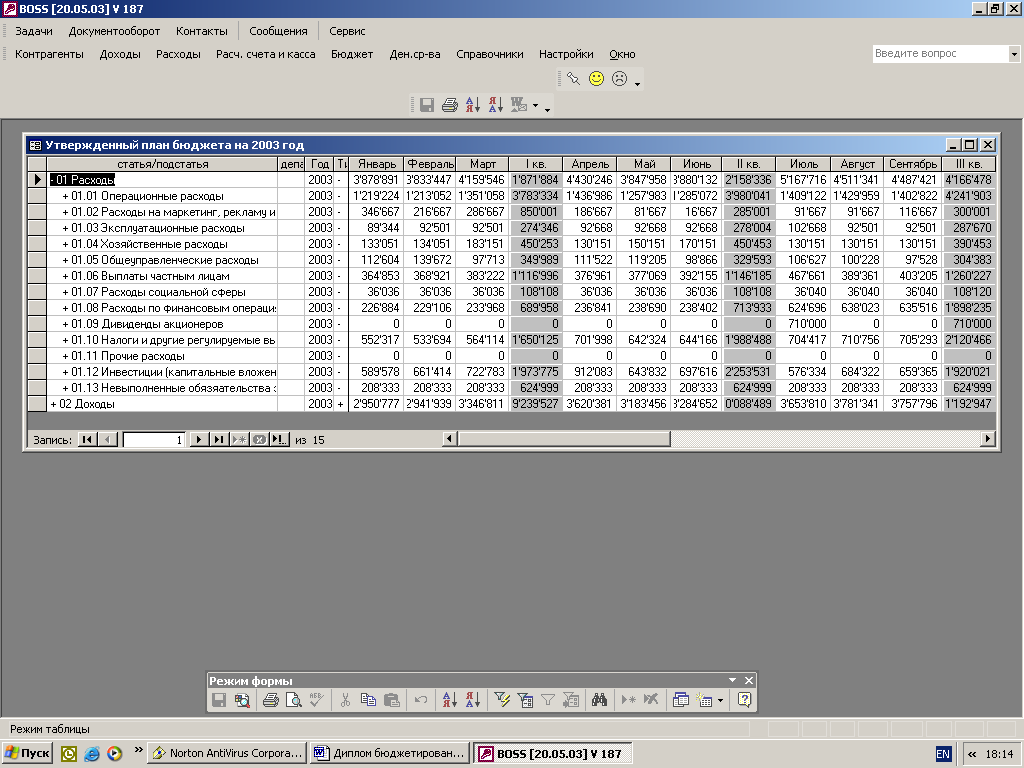
... для реализации системы бюджетирования Консультационной группы "Воронов и Максимов". Статья о проблемах выбора системы бюджетирования - в проекте "УПРАВЛЕНИЕ 3000". Бюджетный автомат Если вы решитесь на автоматизацию системы бюджетирования компании, перед вами сразу встанут вопросы: что выбрать, сколько платить, как внедрять. Примеряйте! О ЧЕМ РЕЧЬ В “Капитале” на стр. 44, 45 мы рассказали ...
0 комментариев