Определение потребного количества производственного оборудования и его загрузки
Определение потребного количества основных производственных рабочих и их загрузка
Определение фонда заработной платы вспомогательных рабочих, ИТР, СКП, МОП
Номенклатура и методика расчета сметы расходов на содержание и эксплуатацию оборудования
Смета цеховых расходов
Технико- экономические показатели
Навигация
Определение потребного количества производственного оборудования и его загрузки
Проектирование участка по изготовлению широкодиапазонного генератора импульсов
36271
знак
13
таблиц
1
изображение
3. Определение потребного количества производственного оборудования и его загрузки.
Определение фонда времени производственного оборудования.
Для определения количества рабочих мест необходимо знать объем выпуска изделий, вид технологического процесса с указанием перечня операции, суммарною норму времени по каждому виду оборудования и эффективный годовой фонд производственного времени за вычетом затрат времени на ремонт и неизбежные потери.
Эффективный годовой фонд времени работы одного оборудования в часах при пятидневной рабочей недели рассчитывается по формуле:
![]()
где: в.д. – количество выходных дней (суббота, воскресение);
п.д. – праздничные дни;
пп.д. – предпраздничные дни;
z – число смен работы оборудования;
Кр – коэффициент, учитывающий время пребывания станка в ремонте:
- для средних станков Кр = 0,95…0,97;
- для автоматизированных станков Кр = 0,88…0,9.
Принимаем: Кр = 0,925
Fg = ([366 – 106 – 8) ∙ 8,2 – 5) ∙ 0,925 = 1906,795Определения потребного количества производственного оборудования и его загрузки.
Потребное количество оборудования зависит от объема изделия на участке, типа производства и других факторов.
 |
В производстве расчетным количеством оборудования подсчитывается по формуле:
где: Ср – расчетное количество станков данного типа;
![]() – суммарное штучно-калькуляционное время по операциям
– суммарное штучно-калькуляционное время по операциям
выполненным на данном типе станков отнесенной к одной детали (мин.);
N – годовой объем выпуска изделий (шт.).
![]()
![]()
Расчетное количество оборудования округляется до большого целого числа – принятого количества оборудования Сп:
СП.ЭЛ=1 СП.З=1 СП.СМ=1 СП.ИС=1
Процент загрузки каждого оборудования:
 ;
;
 .
.
Kз.эл = 0,675 / 1 = 0,675 Пз.эл = 0,675 ∙ 100 = 67,5%
Kз.з = 0,142 / 1 = 0,142 Пз.з = 0,142 ∙ 100 = 14,2%
Kз.см = 0,296 / 1 = 0,296 Пз.см = 0,296 ∙ 100 = 29,6%
Kз.ис = 0,799 / 1 = 0,799 Пз.ис = 0,799 ∙ 100 = 79,9%
Средний коэффициент, процент загрузки оборудования при изготовлении изделия:
 ;
;  .
.
где:
![]() – расчетной количество станков разных типов по всем операциям
– расчетной количество станков разных типов по всем операциям
для заданной детали;
![]() – принятое количество станков разных типов по всем операциям
– принятое количество станков разных типов по всем операциям
для заданной детали.
Кзср = (0,675 + 0,142 + 0,296 + 0,799) / 4 = 0,478
Пзср = 0,478 ∙ 100 = 47,8%
На основании проведенных расчетов строим диаграмму загрузки рабочих мест.
Данные о количестве рабочих мест, мощности и стоимости с учетом транспортно- заготовительных расходов и монтажа заносим в сводную ведомость оборудования
Сводная ведомость оборудования
| № | Наименование | Колич. | Мошность | Мощность | Действ. | Затраты | Затраты | Общие | Затраты |
| един. обо- | всего обо- | цена | на транс. | на мон- | затраты | на все | |||
| руд. (кВт) | руд (кВт) | оборуд. | заготов. | таж | на ед. | оборуд. | |||
| (руб) | расх | оборуд | оборуд | (руб) | |||||
| (руб) | (руб) | (руб) | |||||||
| Рабочий стол электромон- | |||||||||
| тажника спецаппаратуры | |||||||||
| 01 | рабочий стол с блоком пита- | 1 | 0,288 | 0,288 | 2520 | 176,4 | 403.2 | 3099,6 | 3099,6 |
| ния | |||||||||
| 02 | стул полумягкий | 1 | 1100 | 77 | 1177 | 1177 | |||
| 03 | набор отверток | 1 | 150 | 10,5 | 160,5 | 160,5 | |||
| 04 | шило | 1 | 20 | 1,4 | 21,4 | 21,4 | |||
| 05 | бокорезы | 1 | 45 | 3,15 | 48,15 | 48,15 | |||
| 06 | плоскогубцы | 1 | 40 | 2,8 | 42,8 | 42,8 | |||
| 07 | пассатижи | 1 | 45 | 3,15 | 48,15 | 48,15 | |||
| 08 | ножницы изогнутые | 1 | 25 | 1,75 | 26,75 | 26,75 | |||
| 09 | ножницы прямые | 1 | 25 | 1,75 | 26,75 | 26,75 | |||
| 10 | пинцет | 1 | 35 | 2,45 | 37,45 | 37,45 | |||
| 11 | линейка | 1 | 8 | 0,56 | 8,56 | 8,56 | |||
| 12 | надфиль | 1 | 20 | 1,4 | 21,4 | 21,4 | |||
| 13 | круглогубцы | 1 | 30 | 2,1 | 32,1 | 32,1 | |||
| 14 | скальпель | 1 | 25 | 1,75 | 26,75 | 26,75 | |||
| 15 | тестер | 1 | 0,01 | 0,01 | 225 | 15,75 | 240,75 | 240,75 | |
| 16 | подставка под паяльник | 1 | 20 | 1,4 | 21,4 | 21,4 | |||
| 17 | паяльник (40вт) | 1 | 0,04 | 0,04 | 180 | 12,6 | 192,6 | 192,6 | |
| 18 | паяльник (60вт) | 1 | 0,06 | 0,06 | 185 | 12,95 | 197,95 | 197,95 | |
| 19 | подставка под плату | 1 | 20 | 1,4 | 21,4 | 21,4 | |||
| 20 | настольная лампа | 1 | 0,075 | 0,075 | 260 | 18,2 | 41.6 | 319.8 | 319.8 |
| 21 | вентиляция местная | 1 | 0,94 | 0,94 | 1500 | 105 | 240 | 1845 | 1845 |
| 22 | монтажный нож | 1 | 50 | 3,5 | 53,5 | 53,5 | |||
| 23 | банки под флюс и спирт | 2 | 10 | 0,7 | 10,7 | 21,4 | |||
| 24 | пинцет с гладкими губками | 1 | 40 | 2,8 | 42,8 | 42,8 | |||
| 25 | браслет | 1 | 60 | 4,2 | 64,2 | 64,2 | |||
| 26 | 4х- кратная лупа | 1 | 20 | 1,4 | 21,4 | 21,4 | |||
| Итог: | 1,413 | 1,413 | 6658 | 466,06 | 684,8 | 7808,86 | 7819,56 | ||
| Стол заливщика | |||||||||
| компаундами. | |||||||||
| 01 | рабочий стол | 1 | 2950 | 206,5 | 472 | 3628,5 | 3628,5 | ||
| 02 | стул полумягкий | 1 | 1100 | 77 | 1177 | 1177 | |||
| 03 | вентиляция местная | 1 | 0,94 | 0,94 | 1500 | 105 | 240 | 1845 | 1845 |
| 04 | пластмассовые ванночки | 8 | 8 | 0,56 | 8,56 | 68,48 | |||
| (1 стол- 8 штук) | |||||||||
| 05 | сушильный шкаф | 1 | 1,5 | 1,5 | 5200 | 364 | 832 | 6396 | 6396 |
| 06 | настольная лампа | 1 | 0,075 | 0,075 | 260 | 18,2 | 41.6 | 319,8 | 319.8 |
| 07 | кисть №2 (белка) | 8 | 10 | 0,7 | 10,7 | 85,6 | |||
| Итог: | 2,515 | 2,515 | 11028 | 771,96 | 1585,6 | 13385,56 | 13520,38 | ||
| Рабочее место слесаря - | |||||||||
| сборщика спец. электо радиоаппаратуры | |||||||||
| 01 | слесарный верстак с тисками | 1 | 2100 | 147 | 336 | 2583 | 2583 | ||
| 02 | стул полумягкий | 1 | 1100 | 77 | 1177 | 1177 | |||
| 03 | набор отверток | 1 | 180 | 12,6 | 192,6 | 192,6 | |||
| 04 | набор гаечных ключей | 1 | 185 | 12,95 | 197,95 | 197,95 | |||
| 05 | электромеханическая | 1 | 0,01 | 0,01 | 85 | 5,95 | 90,95 | 90,95 | |
| отвертка | |||||||||
| 06 | обжимка ручная для заклепок | 1 | 40 | 2,8 | 42,8 | 42,8 | |||
| 07 | пинцет- захват | 1 | 40 | 2,8 | 42,8 | 42,8 | |||
| 08 | набор напильников | 1 | 165 | 11,55 | 176,55 | 176,55 | |||
| 09 | молоток слесарный (100г) | 1 | 70 | 4,9 | 74,9 | 74,9 | |||
| 10 | молоток слесарный (200г) | 1 | 80 | 5,6 | 85,6 | 85,6 | |||
| 11 | ключ для разъема ЧРМ | 1 | 25 | 1,75 | 26,75 | 26,75 | |||
| 12 | ключ для разъема ШР | 1 | 25 | 1,75 | 26,75 | 26,75 | |||
| 13 | штангенциркуль | 1 | 110 | 7,7 | 117,7 | 117,7 | |||
| 14 | настольная лампа | 1 | 0,075 | 0,075 | 260 | 18,2 | 41.6 | 319.8 | 319.8 |
| Итог: | 0,085 | 0,085 | 4465 | 312,55 | 377,6 | 5155,15 | 5155,15 | ||
| Рабочее место испытателя | |||||||||
| измерительных систем | |||||||||
| 01 | Рабочий стол с блоком | 1 | 0,288 | 0,288 | 2520 | 176,4 | 403,2 | 3099,6 | 3099,6 |
| питания | |||||||||
| 02 | стул полумягкий | 1 | 1100 | 77 | 1177 | 1177 | |||
| 03 | тестер | 1 | 0,01 | 0,01 | 225 | 15,75 | 240,75 | 240,75 | |
| 04 | осциллограф С1-83 | 1 | 0,1 | 0,1 | 1800 | 126 | 1926 | 1926 | |
| 05 | генератор шума | 1 | 0,05 | 0,05 | 600 | 42 | 642 | 642 | |
| 06 | вибростенд | 1 | 3 | 3 | 5000 | 350 | 800 | 6150 | 6150 |
| 07 | настольная лампа | 1 | 0,075 | 0,075 | 260 | 18,2 | 41.6 | 319.8 | 319.8 |
| Итог: | 2,523 | 2,523 | 11505 | 805,35 | 1245,2 | 13555,15 | 13555,15 | ||
| Общий итог: | 7,536 | 7,536 | 33656 | 2355,92 | 3168 | 39904,72 | 40050,24 | ||
Похожие работы
... образом наносят шесть слоев. Это покрытие обладает малой усадкой и плотной структурой. Исходя из вышеперечисленных сравнений выбран для защитного покрытия от действия влаги лак УР-231.6. Описание технологического процесса изготовления печатной платы комбинированным позитивным способом. Технологический процесс изготовления печатной платы комбинированным позитивным методом состоит из следующих ...
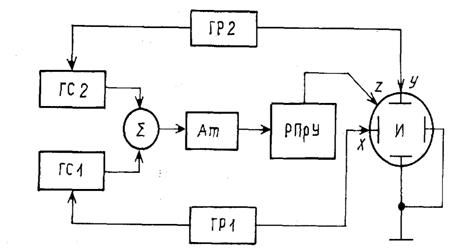
... 2. Разработка структурной схемы устройства 2.1 Расчёт основных системных показателей В данном разделе даётся описание метода обобщенной (однокритериальной) оценки частотной избирательности радиоприёмника, а так же соображения о построении аппаратуры. Предполагается применение двухчастотного зондирования с имитацией статистических характеристик прогнозируемой электромагнитной обстановки. ...
... университете в 1986 году, в состав которого входят такие известные ученые, как профессора С.А.Гаряинов, В.П.Дьяконов, Л.Н.Степанова, Ф.Д.Касимов, Н.А.Филинюк, Л.И.Биберман и др. Автор понимает, что сделанный им исторический обзор, в связи со сложностью поставленной задачи, далеко не полный. Поэтому будет благодарен всем, кто внесет свои пожелания или критические замечания по теме статьи. Список ...
0 комментариев