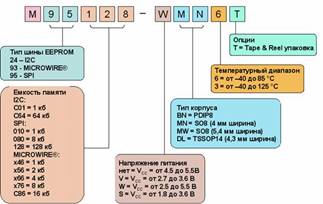
Расчет общей длины ряда светильников
Команда <Файл> главного меню
Команда <Подбор ПЗУ для записи> для микросхем ПЛМ
Команда <Редактор> главного меню для микросхем ПЛМ
Команда <Информ> главного меню
Команда <Порт для программатора>
ХЛ8/ ХП4/ ХП6/ ХП8 (в дополнительном модуле)
Под Windows – рекомендуем создать собственную иконку под Uniprog.exe (или переписать и запустить файл Uniprog.pif)
PA19 E3
Навигация
Расчет общей длины ряда светильников
Разработка программатора микросхем ПЗУ
165172
знака
9
таблиц
3
изображения
3.2.7 Расчет общей длины ряда светильников
Q = N * lсв, м, (3.16)
где lсв = 1,27 м - длина одного светильника типа УСА-25 с лампами ЛБ-40.
Q = 5*1,27 = 6,35 м.
Вывод: после сделанного расчета приходим к выводу, что для освещения заданного помещения необходимо использовать потолочные светильники типа УСА-25 с двумя люминесцентными лампами типа ЛБ-40, располагать светильники в 2 ряда по 5 штук с общей длиной 6,35 м.
3.3 Расчет трансформатора источника питанияЦель: определить основные параметры понижающего трансформатора для источника питания программатора.
Исходные данные:
1 Напряжение первичной обмотки U1 =220 В.
2 Напряжения вторичных обмоток U2 =30 В, U3 =5 В, U4 =3 В.
3 Токи вторичных обмоток I2 =0,5 А, I3 =0,7 А, I4 =0,7 А.
4 Частота тока в сети f=50 Гц.
5 Трансформатор однофазный стержневого типа.
3.3.1 Определяем вторичную мощность трансформатора
![]() (3.17)
(3.17)
где U2 , U3 , U4 – напряжения вторичных обмоток;
I2 , I3 , I4 – токи вторичных обмоток;
![]()
3.3.2 Определяем первичную мощность трансформатора
 (3.18)
(3.18)
где ![]() - кпд трансформатора, который принимаем по таблице 2./13/
- кпд трансформатора, который принимаем по таблице 2./13/
![]()
3.3.3 Определяем поперечное сечение сердечника трансформатора
 (3.19)
(3.19)
где k – постоянная для воздушных трансформаторов (k=6¸8)
3.3.4 Принимаем размеры сердечника следующими:
ширина пластин а=20 мм;
высота стержня ![]() (3.20)
(3.20)
ширина окна ![]() (3.21)
(3.21)
где m – коэффициент, учитывающий навыгоднейшие размеры окна сердечника (m=2,5¸3).
![]()
толщина пакета пластин b=30 мм.
3.3.5 Определяем фактическое сечение выбранного сердечника
![]() (3.22)
(3.22)
3.3.6 Определяем ток первичной обмотки
 (3.23)
(3.23)
3.3.7 Определяем сечение провода первичной и вторичной обмоток, исходя из плотности тока ![]() , равной 2,5 А/мм2.
, равной 2,5 А/мм2.
![]() (3.24)
(3.24)
![]()
![]()
![]()
3.3.8 Принимаем для первичной и вторичной обмоток провод ПЭВ-1 со следующими данными /13/:
а) диаметры проводов без изоляции d1=0,53 мм; d2=0,5 мм; d3=0,6 мм; d4=0,6 мм;
б) диаметры проводов с изоляцией dи1=0,58 мм; dи2=0,55 мм; dи3=0,65 мм; dи4=0,65 мм.
Определяем число витков первичной и вторичной обмоток, приняв магнитную индукцию сердечника Bc=1,35 Тл /13/:
 , (3.25)
, (3.25)



С учетом компенсации падения напряжения в проводах число витков вторичных обмоток принимаем ![]() ,
, ![]() ,
, ![]() .
.
Проверяем, разместятся ли обмотки в окне сердечника.
Площадь, занимаемая первичной и вторичной обмотками:
 (3.26)
(3.26)
Площадь окна сердечника ![]() (3.27)
(3.27)
Отношение расчетной и фактической площадей окна сердечника
Следовательно, обмотки свободно разместятся в окне выбранного сердечника трансформатора.
Вывод: В результате расчета были определены основные параметры трансформатора для источника питания программатора.
3.4 Расчет потребляемой мощности схемыЦель: вычислить потребляемую мощность схемы программатора.
Данные по элементам и рассчитанная мощность сведены в таблицу 2.
Таблица 2 - Потребляемая мощность.
| Наименование элемента | Напряжение питания Uпит, В | Потребляемый ток Iпот, Ма | Потребляемая мощность Pпот, Вт |
| Микроcхемы | |||
| К555АП5 | 5 | 54 | 0,27 |
| К555АП6 | 5 | 95 | 0,475 |
| К555ИР23 | 5 | 45 | 0,225 |
| К555КП11 | 5 | 14 | 0,07 |
| К555ЛА13 | 5 | 12 | 0,06 |
| К555ЛН3 | 5 | 6,6 | 0,033 |
| К572ПА1 | 14 | 2 | 0,028 |
| К574УД2 | 30 | 10 | 0,3 |
| КР580ВВ55А | 5 | 120 | 0,6 |
| Резисторы | |||
| С2-33А | - | - | 0,125 |
| С2-33А | - | - | 0,25 |
| С2-33 | - | - | 0,5 |
| С2-33А | - | - | 1 |
| Транзисторы | |||
| КТ315А | 0,4 | 100 | 0,04 |
| КТ361Г | 0,4 | 50 | 0,02 |
| КТ805 | 2,5 | 5000 | 12,5 |
| КТ814 | 0,6 | 1500 | 0,9 |
| КТ972 | 1,5 | 4000 | 6 |
| КТ973 | 1,5 | 4000 | 6 |
Формула расчета потребляемой мощности: ![]() . (3.28)
. (3.28)
Для транзисторов: ![]() . (3.29)
. (3.29)
Вывод: Так как потребляемая мощность схемы равна 137,84 Вт, можно сделать заключение, что программатор микросхем ПЗУ – достаточно мощное устройство.
4 Технологическая часть 4.1 Анализ технологичности конструкции устройстваТехнологичность конструкции является одной из важнейших характеристик изделия. Под технологичностью изделия понимают совокупность свойств конструкции изделия, определяющих приспособленность последней к достижению оптимальных затрат при производстве, эксплуатации и ремонте для заданных показателей качества, объема выпуска и условий выполнения работ.
Различают производственную и эксплуатационную технологичность. Производственная технологичность конструкции изделия заключается в сокращении затрат средств и времени на конструкторско-технологическую подготовку производства и процессы изготовления, включая контроль и испытания. Эксплуатационная технологичность проявляется в сокращении затрат времени и средств на технологическое обслуживание и ремонт изделия.
Технологичность конструкции можно оценивать как качественно, так и количественно. Качественная оценка характеризует технологичность конструкции обобщенно на основании опыта исполнителя.
В данном устройстве используется двухсторонняя печатная плата, изготовленная из нефольгированного стеклотекстолита. Так как плата двухсторонняя, а плотность проводников высокая целесообразнее применить электрохимический метод ее изготовления по типовой технологии.
Изготовление программатора на печатной плате дает следующие преимущества:
- упрощает процесс подготовки к монтажу, так как в устройстве применяются стандартные и типовые ЭРЭ;
- дает возможность использования групповой пайки, поскольку все ЭРЭ имеют штырьевые выводы;
- повышает удобство ремонта и взаимозаменяемость, так как монтаж ЭРЭ выполняется на одной стороне платы;
- уменьшить массу и габариты изделия;
- обеспечивает высокие коммутационные возможности.
Программатор отличается стабильностью электрических параметров, так как все элементы прочно связаны с изоляционным основанием, механической прочностью соединений благодаря применению печатного монтажа, для изготовления которого технологически верно и обоснованно выбран метод изготовления.
Качественная оценка также предшествует количественной оценке в процессе проектирования и определяет целесообразность ее проведения.
Количественная оценка осуществляется с помощью системы базовых показателей.
4.1.1 Коэффициент использования микросхем и микросборок в блоке
Ки.мс = Нмс/Нэрэ
где Нмс - общее количество микросхем и микросборок в изделии, шт.
Нэрэ – общее количество электрорадиоэлементов, шт.
Ки.мс = 29/251 » 0,115
4.1.2 Коэффициент автоматизации и механизации монтажа изделий
Ка.м = На.м/Нм
где На.м - количество монтажных соединений, которые могут осуществляться механизированным или автоматизированным способом, Нм - общее количество монтажных соединений.
Ка.м = 310/310 = 1
4.1.3 Коэффициент автоматизации и механизации подготовки ЭРЭ к монтажу.
Км.п.эрэ = Нм.п.эрэ/Нэрэ
где Нм.п.эрэ – количество ЭРЭ, подготовка которых к монтажу может осуществляться механизированным и автоматизированным способом.
Км.п.эрэ = 251/251 =1
4.1.4 Коэффициент повторяемости ЭРЭ
Кпов.эрэ = 1 - Нт.эрэ/Нэрэ
где Нт.эрэ – общее количество типоразмеров ЭРЭ в изделии, шт.
Кпов.эрэ = 1 – 24/251 = 0,905
4.1.5 Коэффициент применяемости ЭРЭ
Кп.эрэ = 1 - Нт.ор.эрэ/Нт.эрэ
где Нт.ор.эрэ – количество типоразмеров оригинальных ЭРЭ в изделии, шт.
Кп.эрэ = 1 - 0/24 = 1
4.1.6 Основным показателем, используемым для оценки технологичности конструкции, является комплексный показатель для технологичности конструкции изделия.
К=(К1j1+ К2j2…+ Кnjn)/(j1+j2+…jn);
Коэффициент j зависит от порядкового номера основных показателей технологичности, ранжированная последовательность которых устанавливается экспертным путем.
![]()
Уровень технологичности конструкции изделия при известном нормативном показателе оценивается отношением полученного комплексного показателя к нормативному, которое должно удовлетворять условию

Нормативное значение показателя технологичности конструкции блоков электронной техники для условий опытного производства составляет 0,4…0,7, следовательно:
К/Кн=0,7/0,4»1,75;
Так как 1,75>1, то уровень технологичности конструкции данного изделия соответствует всем требованиям.
Вывод: На основании качественной и количественной оценок можно сделать вывод, что устройство является технологичным по своей конструкции, то есть обеспечивает минимальные затраты при заданных показателях качества производства.
4.2 Обоснование выбора метода изготовления печатной платыВ настоящее время насчитывают до двухсот методов, способов и вариантов изготовления печатных плат. Однако большинство из них устарело. В современном промышленном производстве печатных плат широко применяют химический, комбинированный и электрохимический методы получения печатных проводников.
Печатную плату программатора можно изготовить как электрохимическим, так и комбинированным методом.
Электрохимический метод применяют для изготовления двухсторонних печатных плат с высокой плотностью проводящего рисунка.
|
|
Таким образом, технологический процесс изготовления печатных плат электрохимическим методом освобождает от необходимости применять фольгированные медью диэлектрики и обеспечивает повышенную плотность монтажа на платах, что обусловливает возможность в ряде случаев заменить сложные в производстве многослойные печатные платы на двухсторонние.
Комбинированный метод применяют для изготовления ДПП и ГПП (гибких печатных плат) с металлизированными отверстиями на двустороннем фольгированном диэлектрике. Проводящий рисунок получают субтрактивным методов, а металлизацию отверстий осуществляют электрохимическим методом.
Для изготовления печатной платы программатора выбран электрохимический (полуаддитивный) метод, так как он обладает рядом достоинств, в некоторых случаях и над другими методами изготовления печатных плат.
Основное отличие от комбинированного позитивного метода заключается в использовании нефольгированного диэлектрика СТЭФ.1-2ЛК ТУ АУЭО 037.000 с обязательной активацией его поверхности.
Разрешающая способность этого метода выше, чем у комбинированного позитивного. Это объясняется малым боковым подтравливанием, которое равно толщине стравливаемого слоя и при полуаддитивном методе составляет всего 5 мкм, а при комбинированном больше 50 мкм. Метод обеспечивает высокую точность рисунка, хорошее сцепление проводников с основанием и устраняет неоправданный расход меди, который доходит до 80% при использовании фольгированных диэлектриков.
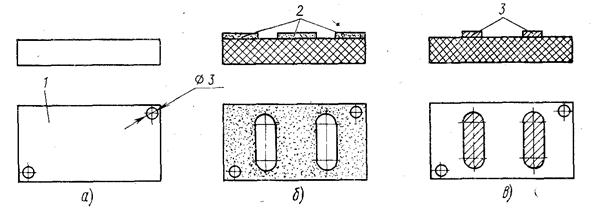
Рисунок 1 - Схема получения печатных проводников электрохимическим методом:
а – заготовка платы из нефольгированного диэлектрика с технологическими отверстиями; б – негативный рисунок схемы проводников; в — плата с печатными проводниками; 1 — основание платы; 2 — резист; 3 — печатные проводники платы.
Электрохимический метод заключается в нанесении на плату фоторезиста и получение негативного рисунка схемы. Незащищенные участки платы, соответствующие будущим токоведущим проводникам, металлизируются химическим, а затем электрохимическим способами в соответствии с рисунком 1.
При этом металлизируются все монтажные отверстия, предназначенные для установки навесных элементов и электрической связи проводников при их двустороннем расположении.
Этот метод осуществляется посредством следующих операций:
1 Входной контроль листа диэлектрика;
2 Резка заготовок;
3 Сверление базовых технологических отверстий;
4 Сверление монтажных отверстий на станке с ЧПУ;
5 Подготовка поверхности;
6 Химическое меднение;
7 Усиление меди гальваническим меднением;
8 Получение защитного рисунка на пробельных местах;
9 Гальваническое меднение;
10 Гальваническое покрытие сплавом олово-свинец;
11 Удаление защитного рельефа;
12 Травление меди с пробельных мест;
13 Обработка по контуру;
14 Контроль по ТУ.
4.3 Установка нанесения сухого пленочного фоторезистаВ настоящее время разработаны новые способы и устройства нанесения сухого пленочного фоторезиста, обеспечивающие высокую точность нанесения и исключающие потерю фоторезиста.
Возрастающие требования к точности и качеству схем, необходимость автоматизации процессов и рост объемов выпуска плат привели к замене жидких фоторезистов сухим пленочным фоторезистом (СПФ). В настоящее время как у нас в стране, так и за рубежом разработаны и внедрены сухие пленочные фоторезисты.
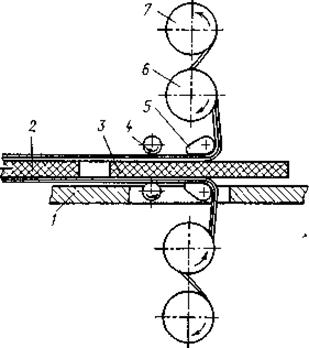
Рисунок 2 - Принцип работы установки для двустороннего нанесения пленочного фоторезиста:
1 – стол; 2 – заготовка платы с нанесенным фоторезистом; 3 – металлизированная заготовка платы; 4 – прижимные протягивающие валки; 5 – нагревательные плиты; 6 – барабан с фоторезистам; 7 – барабан с защитной пленкой.
На рисунке 2 показан принцип работы установки, предназначенной для двустороннего нанесения пленочного фоторезиста в условиях серийного изготовления плат. Адгезия СПФ к металлической' поверхности заготовок плат обеспечивается разогревом пленки фоторезиста на плите до размягчения с последующим прижатием при протягивании заготовки между валками. Установка снабжена термопарой и прибором контроля температуры нагрева пленки фоторезиста. На установке можно наносить СПФ на заготовки шириной до 600 мм со скоростью их прохождения между валками 1,0-3,0 м/мин. Фоторезист нагревается до температуры 110-120 °С.
4.4 Анализ дефектов фотопечатиТаблица 3.
| Вид дефекта | Причины дефекта | Способы устранения |
| Складки и вздутия в пленке | Плохая намотка рулона Не отрегулировано натяжение в пленке | Ровно намотать рулон Отрегулировать натяжение в пленке |
| Отслаивание пленки с заготовки | Плохая подготовка поверхности заготовок Нарушение режимов нанесения | Улучшить качество подготовки поверхности Нанести пленку в соответствии с технологией |
| Механические включения | Загрязненность фоторезиста или воздушной среды помещения | Очистить фоторезист и воздух помещения от примесей |
| Плохое отделение лавсановой пленки при проявлении | Повышенная температура или увеличенное время при экспонировании | Понизить температуру либо уменьшить время при экспонировании |
| Набухание, приподнятые края, разрушение защитного рисунка | Недостаточное экспонирование Передержка при проявлении Нарушение режимов нанесения | Продолжить процесс экспонирования Контролировать время выдержки Нанести пленку в соответствии с технологией |
| Прилипание фотошаблона к пленке при экспонировании | Завышена температура в зоне экспонирования Несоответствие времени выдержки характеристикам ламп | Понизить температуру в зоне экспонирования Выдержать время, соответствующее характеристикам данных ламп |
| Фоторезист не удаляется | Избыточная толщина металлического покрытия Загрязненный раствор для удаления Недостаточное давление, под которым подается раствор | Уменьшить толщину металлического покрытия Очистить раствор от примесей Увеличить давление |
Программатор подключается к компьютеру типа IBM PC через параллельный порт с помощью стандартного кабеля от принтера. Если на компьютере только один параллельный порт и к нему подключен принтер (это наиболее типичная ситуация), то для подключения программатора к компьютеру надо отсоединить кабель от принтера и подсоединить к программатору. При переключениях кабеля питание программатора и принтера обязательно должно быть выключено (компьютер можно не выключать) во избежание выхода из строя параллельного порта.
По умолчанию для программатора и для принтера задан порт LPT1. Если какое-либо из этих устройств подключено к другому порту (LPT2 или LPT3), то после запуска программы надо задавать этот порт (с помощью соответствующей команды из меню «Сервис»). Для принтера порт можно не задавать, если не предполагается печать дампа памяти.
В комплект программатора входят также 4 кроссовые платы с панельками, в которые устанавливаются программируемые микросхемы. К программатору подключается одна из кроссовых плат, в зависимости от типа микросхемой ПЗУ, с которой предстоит работать. Переключать кроссовые платы, а также вставлять микросхемы в панельки и вынимать их оттуда можно при включенном питании программатора, т.к. питание на панельки поступает только на время выполнения команды (чтение с ПЗУ, прожигание, сравнение с буфером и т.д.).
Программное обеспечение программатора состоит из следующих файлов:
turbo_pr.exe - запускаемый файл
turbo_pr.ovr - оверлейный (дополнительный) файл
turbo_pr.tit - файл, содержащий картинку с начальной заставкой
turbo_pr.hlp - файл помощи (помощь вызывается по нажатию клавиши F1)
turbo_pr.hd - файл для организации контекстной помощи
Все эти файлы должны находиться в одном каталоге, причем обязательными являются только первые два файла.
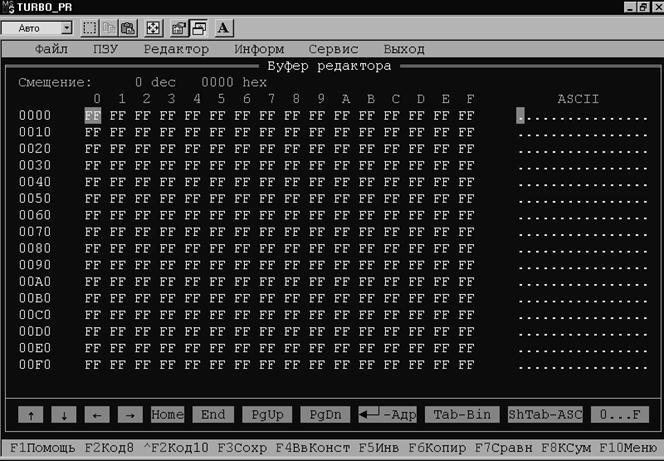
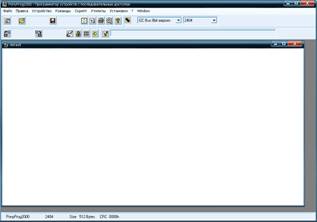
Рисунок 3 – Окно программы Turbo.
Питание программатора можно включать и выключать как до запуска программы «turbo_pr.exe», так и в процессе ее выполнения. Перед выполнением любой команды работы с ПЗУ (чтение, прожигание, проверка на чистоту и т.д.) программа всегда проверяет готовность программатора. Если программатор не включен или вообще не подключен к компьютеру, то выдается сообщение «Программатор не готов» и команда не выполняется.
Можно запустить программу в демонстрационном режиме, при котором готовность программатора не проверяется. Для этого надо набрать в командной строке «turbo_pr D» и нажать клавишу Enter.
Работа с программатором осуществляется с использованием системы меню и, как правило, не вызывает затруднений. В программе предусмотрена контекстная помощь (при нажатии клавиши F1 на экран выводится страница помощи, соответствующая выбранному пункту меню).
В процессе выполнения программы на экране постоянно отображается информация буфера, который представляет из себя ОЗУ объемом 64 Кбайт. Этот буфер используется как приемник информации при чтении с ПЗУ и как источник информации при программировании или проверке ПЗУ. Рабочая область буфера задается пользователем перед выполнением каждой команды, использующей буфер. При выборе соответствующего пункта меню (например, «Чтение с ПЗУ») на экране появляется диалоговое окно, в котором можно задать начальный и конечный адреса буфера, а также начальный адрес микросхемы ПЗУ. По умолчанию (если ничего не менять) задано нулевое значение для начального адреса буфера и начального адреса микросхемы, а для конечного адреса буфера задано максимальное значение адреса выбранной микросхемы.
Если требуется читать, программировать или проверять не всю микросхему, а только ее часть (а также в том случае, когда требуется использовать не начальную область буфера), надо изменить адреса, заданные по умолчанию. Пусть, например, требуется запрограммировать ячейки с адресами 50...7F информацией из буфера, начиная с адреса 250 (все адреса задаются в 16-ричном коде). Тогда надо задать начальный адрес буфера равным 250, начальный адрес ПЗУ равным 50, а конечный адрес буфера 27F. Объем памяти микросхем 271000, 28F010, 28F020 и КМ1801РР1 превышает размер буфера. Такие микросхемы условно разбиты на несколько частей (по 64 Кбайт каждая). Каждая часть представлена в списке выбираемых микросхем как отдельная микросхема, к названию которой добавляется символ нижнего подчеркивания и порядковый номер (например, 271000_1, 271000_2). Команды чтения, прожигания и проверки для этих микросхем выполняются только для выбранной части микросхемы. Команда «Проверка на чистоту» выполняется для всей микросхемы, независимо от того, какая часть выбрана.
В меню «Сервис» есть пункт «Алгоритм программирования», с помощью которого для некоторых микросхем можно задавать альтернативные алгоритмы программирования. Ниже приводится краткая информация об алгоритмах, используемых в программаторе.
Алгоритм «Паспорт» обеспечивает программирование микросхемы ПЗУ в соответствии с временными диаграммами, приводимыми в литературе. Алгоритмы «Standard» и «Intelligent» применяются для микросхем с ультрафиолетовым стиранием. Алгоритм «Standard» реализует выдачу одного программирующего импульса длительностью 50 мсек. при программировании каждого байта. Алгоритм «Intelligent» обеспечивает более высокую скорость программирования, чем «Standard». При этом алгоритме вместо одного программирующего импульса выдается серия коротких импульсов (длительностью 1 мсек.) до тех пор, пока ячейка не запрограммируется (но не более 15 импульсов, если ячейка вообще не программируется), а затем подается еще один импульс длительностью, в 4 раза большей, чем суммарная длительность всех предшествовавших коротких импульсов.
Алгоритм «Адаптивный» (применяется для некоторых микроконтроллеров) похож на алгоритм «Intelligent». Тоже выдается серия программирующих импульсов (до 25) длительностью 25 мксек., пока ячейка не запрограммируется, а затем подаются еще 3 таких же импульса.
Кроме алгоритма программирования, с помощью меню «Сервис» можно изменить режим программирования. По умолчанию задан режим «Нормальный». В этом режиме программируются все ячейки из заданного диапазона адресов, кроме тех, для которых задано исходное значение (как для «чистой» микросхемы). В режиме «Быстрый» не программируются все ячейки, информация в которых совпадает с заданной. Этот режим позволяет быстро допрограммировать уже запрограммированную микросхему.
В режиме «Отладка» выполнение команды чтения с ПЗУ, а также команды программирования ПЗУ зацикливается, что позволяет использовать осциллограф для поиска неисправностей в программаторе.
5.2 Описание команд меню программы TURBOПохожие работы

... 1Kb/сек. Скорость записи прошивки в ПЗУ 0.5Kb/сек. Тестирование программатора 13 сек 3. ОРГАНИЗАЦИОННО-ЭКОНОМИЧЕСКИЙ РАЗДЕЛ 3.1. Оценка издержек на разработку программного интерфейса для программатора ПЗУ 3.1.1 Статья I. Материальные ресурсы Статья I включает стоимость всех видов сырья и материалов, расходуемых на изготовление продукции, а также транспортно-заготовительные расходы. ...

... 26 – Запись данных на чип После того как произойдет запись прошивки на чип необходимо выключить компьютер и отсоединить программатор. 4.4 Расшифровка значений поля прошивки На рисунке 27 представлена прошивка с чипа картриджа Samsung SCX-4200. В ней описано содержание ячеек памяти. Рисунок 27 – Поле прошивки Далее представлено описание значений поля прошивки: 1, 7 – Идентификатор; ...
... AVR Studio запомнит расположение окон и использует эти установки при следующем запуске проекта. 3.2. Анализ методики реализации разработки программного обеспечения 3.2.1. Классификация вариантов заданий Цель заданий – практическое освоение методики программирования на ассемблере микроконтроллеров ATMEL семейства AVR, отладка программы на симуляторе AVR Studio и программирование кристалла с помощью ...
... на стадии разработки, так и в стадии сервисного обслуживания. Таким образом, целью бакалаврской работы – является разработка компонентов инфраструктуры сервисного обслуживания кристалла памяти ГАС. Объектом работы – является встроенная в ГАС память на кристалле. 1. анализ технического задания 1.1 Системы на кристалле. Общие представления Выражение "система на кристалле" не является, ...
0 комментариев