Навигация
3.3 Разрыхление и трепание
Назначение процессов и требования, предъявляемые к ним.
В кипах волокна сильно спрессованы и потому плотно соединены между собой и с сорными примесями. Волокна даже в одной кипе неравномерны по своим свойствам, тем более они различаются в разных партиях, составляющих смесь. Чтобы подготовить хлопок для последующей переработки, его подвергают разрыхлению, очистке, смешиванию и трепанию. Таким образом, назначение разрыхлительно- трепального перехода в следующем:
разделение спрессованной массы волокон из кип на мелкие клочки;
выделение сорных примесей и волокон, не пригодных для прядения;
смешивание волокон;
создание равномерного потока хлопка в виде холста или рыхлой массы.
К этому процессу предъявляются определенные требования:
Высокая степень очистки хлопка от сорных примесей, хорошее смешивание волокон, отсутствие зажгучивания волокон и создание продукта (холста) большей равномерности, так как из неравномерных холстов трудно получить ленту и затем пряжу хорошего качества.
Разделение массы волокнистого материала на клочки достигается сначала расщипыванием его иглами решеток, а затем ударами рабочих органов разрыхлительно-трепальных машин. Удаление сорных примесей происходит также ударами рабочих органов по клочкам хлопка и отсосом их воздухом. Перемешивание волокнистой массы происходит за счет равномерной подачи компонентов смеси (хлопка из различных кип) в машины, многократным переваливанием массы хлопка в камерах машины или накладыванием нескольких слоев один на другой. Для создания равномерного потока хлопка на трепальных машинах имеются специальные механизмы.
Общее устройство и принцип действия машин разрыхлительно-трепального перехода.
В зависимости от характера перерабатываемого хлопка в разрыхлительно-трепальный агрегат могут входить машины различных конструкций и в разных комбинациях. Существуют агрегаты для переработки средневолокнистого хлопка (кардная система прядения) и тонковолокнистого хлопка (гребенная система прядения).
Для кардной системы прядения в настоящее время существуют два типа агрегатов: новый однопроцессный с автоматическим питанием хлопком и старый агрегат с ручным питанием.
На новом агрегате кипы целиком загружаются в автоматические питатели, предварительно разрыхленный хлопок попадает в смесители непрерывного действия, где смешиваются волокна различных партий, затем в наклонном чистители и наклонном чистители с конденсером происходит дальнейшее разрыхление и очистка хлопка от сора. Поток хлопка направляется в бункеры трепальных машин.
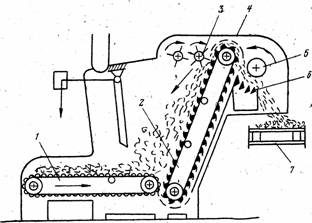
Рис. 3.1 Схема питателя-сместителя
Рыхление хлопка на питателях-смесителях (рис. 3.1) проходит следующим образом: подготовленные 6-12 кип устанавливают около машины, затем пласты хлопка берут из каждой кипы и накладывают на питающую решетку 1 питателя-рыхлителя, которая подводит их к движущейся наклонной игольчатой решетке 2. Иглы последней захватывают клочки хлопка и подводят их к разравнивающему валику 4, который мелкие клочки пропускает, а крупные сбрасывает обратно на решетку 1. Мелкие клочки, прошедшие валик, снимаются с решётки съемным валиком 5. Затем они, ударяясь о колосниковую решетку 6, счищаются частично от крупных сорных примесей и сбрасываются на длинную смесительную решетку 7
Клочки хлопка, оставшиеся на колках валика 4, сбрасываются в камеру очистительным валиком 3. Пыль, выделяющаяся при этом, отсасывается вентилятором. Сбрасываемые валиком клочки попадают на новые подаваемые пласты хлопка. Следовательно, на питателе-смесителе происходит рыхление, частичная очистка и смешивание волокон хлопка.
Хлопок с решетки 6 направляется в головной питатель. На этом питателе рыхление, частичная очистка и смешивание повторяются. Из головного питателя хлопок подается воздухом по трубе 1 горизонтального рыхлителя (рис. 3.2) и присасывается в виде тонкого слоя к перфорированной поверхности барабана 2. С него волокно снимается валиком 3 и передается в бункер 4. Далее хлопок уплотняется плющильными валиками 5 и питающими цилиндрами 6 и подается к ножевому барабану 7, который вращается со скоростью 700—800 об/мин.
Ножевой барабан представляет собой диски, насаженные на горизонтальный вал 8. Под ножевым барабаном имеется решетка 9. Ножами мелкие клочки хлопка отделяются от бородки, под действием центробежной силы ударяются о колосниковую решетку и частично очищаются.
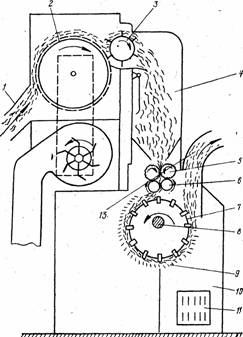
Рис.3.2. Схема горизонтального рыхлителя
Сорные примеси отводятся в камеру 10. Из помещения через отверстия заслонки 11 засасывается воздух и разрыхленный хлопок по трубе 12 выводится из машины.
Дальше рыхление и очистку хлопка от минеральных и растительных примесей производят на однопроцессной трепальной машине. Хлопок подается в бункер, где с помощью плющильных валиков уплотняется и подается питающими цилиндрами к ножевому барабану. Барабан, вращаясь со скоростью 700—800 об/мин, его разрыхляет. Далее, ударяясь о колосниковую решетку, хлопок очищается от примесей. Затем посредством тяги воздуха, создаваемой вентилятором, он присасывается в виде тонкого слоя к поверхности сетчатых барабанов. С барабана хлопок снимается валиком и передается к питающим валикам. Последние подводят его под удары бил трепала, которые вращаются со скоростью 900—1000 об/мин. Волокно, ударяясь о колосниковую решетку, очищается от примесей. Вентилятор через отверстия заслонки и щели засасывает воздух из помещения, который обеспечивает присасывание хлопка, поступившего в патрубок, к поверхности конденсатора. Валик сбивает его с поверхности конденсатора в бункер, где он уплотняется валиком и передается с помощью валика к цилиндру, который прижимает волокнистый слой к носику педали, Игольчатое трепало, вращаясь по часовой стрелке, отделяет и сбрасывает клочки хлопка на колосники. Далее с помощью воздуха, создаваемого вентилятором, волокна присасываются к поверхности сетчатых барабанов.
Сформированный тонкий равномерный волокнистый слой валиками уплотняется, а затем наматывается на пруток.
3.4Чесание
После разрыхления, смешивания и трепания смесь хлопка содержит еще часть сорных примесей, волокна полностью не отделены одно от другого, перепутаны и составляют отдельные небольшие клочки. Дальнейшее трепание не позволяет полностью разделить волокна и подготовить хлопок для дальнейших технологических операций изготовления пряжи. Поэтому следующим переходом является процесс чесания хлопка.
Назначение процесса чесания и требования, предъявляемые к нему
В процессе чесания происходит разделение клочков хлопка на отдельные волокна; очистка хлопка от оставшихся в нем сорных примесей и частичное удаление коротких волокон; частичное выпрямление и параллелизация волокон и, наконец, утонение продукта и формирование ленты.
Выполнение этих задач происходит за счет использования в чесальных машинах специальной гарнитуры — пильчатой металлической ленты с зубцами или эластичной ленты с гибкими тонкими иглами. Взаимодействуя между собой и с волокнистой массой, рабочие органы, обтянутые указанной гарнитурой, растаскивают волокна из клочков, отделяют их от сорных примесей, в том числе и цепких, и располагают волокна более или менее параллельно в выходном продукте — чесальной ленте.
Чесальный переход оказывает большое влияние на дальнейший процесс изготовления пряжи, так как именно здесь формируется почти готовый полупродукт. Кроме того, на этом процессе заканчивается удаление сорных примесей, и все оставшиеся волокна попадают уже в пряжу. Таким образом, основная задача процесса чесания — это получить продукт —чесальную ленту с минимальным количеством сорных примесей, с высокой степенью разъединенности комплексов и хорошим распрямлением и параллелизацией волокон, а главное, высокой ровнотой ленты.
На прядильных фабриках применяются в основном шляпочные чесальные машины, которые можно разделить на три группы: чесальные машины больших (нормальных) размеров типа ЧМС-450, малогабаритные чесальные машины типа ЧММ-14 и новые двухбарабанные чесальные машины типа ЧМД-4, обеспечивающие высокое качество ленты. Применяются также валичные чесальные машины.
Общее устройство и принцип действий чесальных машин
На чесальных машинах любого типа при непрерывном чесании процесс состоит из трех последовательных операций: утонение продукта (холста) и удаление крупных сорных примесей, прочесывание волокон зубчатыми и игольчатыми поверхностями и снятие прочеса и формирование ленты.
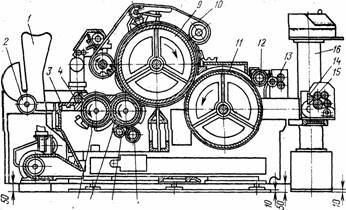
Рис.3.3. Чесальная машина ЧММ-14
Устройство и принцип действия чесальной машины покажем на примере машины ЧММ-14, получившей в последние годы наибольшее распространение (рис.3.3). Холст укладывается между двумя холстовыми стойками и холстовой валик 2, вращаясь, раскатывает и подает его на питающий столик 3 под питающий цилиндр 4. Питающий цилиндр, подает холст в приемный узел, где он последовательно разрабатывается барабанами — приемным 5 и передающим 6 и валиками рабочей пары — рабочим 7 и чистителем 8. Волокно с передающего барабана 6 под действием зубцов пильчатой ленты переходит на главный барабан 9 и поступает в зону чесания: главный барабан—шляпки. В результате взаимодействия хлопка с зубьями ленты главного барабана и иглами шляпок происходит интенсивное разделение комплексов волокон на отдельные, а также их параллелизация и частичное распрямление. Шляпочное полотно 10 состоит из 74 шляпок (планок) с игольчатым покрытием, из которых в работе находится 24.
Расчесанное волокно с главного барабана 9 переходит на съемный барабан 11. Со съемного барабана прочес снимается валичным съемом 12 и проходит через давильные валы 13, под действием которых происходит раздробление сорных примесей с последующим выпаданием из хлопка. Далее прочес попадает в формирующую воронку 14, где формируется лента, затем в вытяжной прибор 15. Сформированная лента лентоукладчиком 16 равномерными кольцами укладывается в тазы.
Машина оборудована самоостановами, останавливающими ее при утонении или обрыве ленты, открывании крышки лентоукладчика, забивании лентой пространства между лентоводом и питающими валиками. Кроме того, на машине установлено обеспыливающее устройство с отсосом запыленного воздуха и механизмом удаления угаров из-под машин.
Похожие работы
... , , . Произведем оценку числа возможных вариантов, которые можно синтезировать на основе морфологической матрицы при наложении на нее граничных условий проектирования, а именно исключения вышеперечисленных вариантов: Для всего PC машины поточной линии прядильного производства оценка полных решений может быть проведена по следующей формуле: , где – количество исполнительных механизмов в ...
ьное производство мощностью шесть чесальных аппаратов по выпуску аппаратной пряжи для изделия с артикулом 3691 (драп молодежный). 1. Характеристика тканей, пряжи и сырья 1.1. Характеристика тканей Таблица 1.1 Характеристика тканей (технические условия на ткань) № п/п Показатель и его размерность Обозначение Артикул ткани 1 2 3 4 1. Наименование ткани Драп молодежный ...
... частично изменились в лучшую сторону, т.к. фабрикам приходится продавать ткани, конкурируя с импортом. Однако остаётся необходимость их дальнейшего улучшения; Использование информационных технологий для управления производством и технологическим процессом на передовых фабриках заметно улучшилось вместе с улучшением компьютеризации всей страны; - структура гигантских фабрик улучшается, происходит ...
... по основным технико-экономическим показателям. В курсовой работе нами разработаны только основные разделы текущего плана предприятия. В разделе план производства продукции устанавливается задание для производственных подразделений предприятия (в нашей работе для прядильного производства) по выпуску продукции определенного объема, номенклатуры, ассортимента и качества, а также видам работ и ...
0 комментариев