Навигация
Предпрядение (получение ровницы)
64512
знаков
5
таблиц
13
изображений
3.5 Предпрядение (получение ровницы).
Цель предпрядения – получение из ленты более тонкого продукта, называемого ровницей.
Ровницей называют нить, имеющую рыхлое строение, сравнительно высокую ровноту и определенную толщину. Ровницу получают из лент.
Ленты по своей структуре неоднородные и недостаточно равномерны по толщине. Толщина лент по сравнению с ровницей и пряжей очень велика. В связи с этим при выработке ровницы ленты проходят ряд машин, на которых продолжается постепенное выравнивание и утонение продукта в 5—20 и более раз, достигаемое сложением и вытягиванием. На первых переходах машин ровничного отдела волокна замасливают эмульсией. Замасливание повышает скольжение волокна при вытягивании, уменьшает их наэлектризованность и увеличивает выход ровницы вследствие уменьшения обрывности волокон и отходов.
Раньше, из-за отсутствия приборов высокой вытяжкой, для получения тонкой пряжи применяли последовательную обработку полуфабриката на трех-четырех ровничных машинах.
Причем с первой (тазовой) машины получали толстую ровницу, а с последующих переходов — перегонную, тонкую и экстратонкую. В настоящее время благодаря применению приборов высокой вытяжки на ровничных и прядильных машинах стало возможным вырабатывать пряжу малой и средней толщины, с одним переходом ровничных машин или однопроцессным методом прядения непосредственно из ленты.
3.5 Прядение
Назначение прядения заключается в том, чтобы получить пряжу из полуфабриката (ленты и ровницы), поступающего в прядильный отдел. Сущность прядения заключается в утонении поступающего полупродукта до заданной линейной плотности, в придании полученному продукту (пряже) посредством кручения требуемой прочности и формировании путем наматывания определенной паковки: початка или бобины.
К прядению как к заключительному этапу получения пряжи предъявляются определенные требования.
Процесс прядения должен обеспечить высокое качество пряжи, удовлетворяющее технологическим и потребительским свойствам.
Процесс по возможности должен идти непрерывно. При высокой обрывности происходит снижение производительности машины и увеличение угаров. Пряжа, выработанная при высокой обрывности на прядильной машине, плохо перерабатывается в ткацком производстве.
В зависимости от способов утонения и формирования продукта (способов прядения) различают кольцевые или веретенные и безверетенные прядильные машины. Кольцевые прядильные машины подразделяются на основные и уточные. На основании машинах пряжа наматывается на бумажные патроны в паковки (початки) с массой 60-100г., пряжа с початков перематывается в бобины. На уточных машинах пряжа наматывается на деревянные шпули и используется в таком виде непосредственно на ткацком станке.
В последние годы появились прядильные кольцевые машины, обеспечивающие высокую степень утонения продукта (вытяжка до 60 или 100). На таких машинах полупродукт может поступать в виде ленты, минуя ровничный переход. Таким образом, кольцевые прядильные машины могут быть ровничные (обычные) и безровничные.
Из безверетенных прядильных машин практическое применение в промышленности нашли машины пневмомеханического действия типа БД-200. создаются также машины роторного прядения (пневмомеханического), механического, электромеханического и гидравлического способов прядения.
Прядильные машины любого способа прядения предназначены для утонения продукта (ленты или ровницы) посредством его вытягивания на вытяжных приборах различных конструкций, обеспечивающих вытяжку от 10 до100; формирование из мычки прочной пряжи с помощью крутильного механизма – веретена и бегунка на кольцевых машинах и пневматической камеры на безверетенных машинах и наматывания изготовленной пряжи на паковку – початок (шпулю) или цилиндрическую бобину.
3.6 разработка плана прядения
Выбор системы прядения, т.е. выбор определенного ассортимента машин, на которых будет производиться обработка сырья для получения пряжи, тесно связаны с разработкой плана прядения.
План прядения является основным документом прядильной фабрики, определяющим технологию производства пряжи. Он содержит основные данные, определяющие заправку машин всех переходов для выработки пряжи требуемой линейной плотности и качества. План прядения определяет производительность всех машин и их количество.
Составление плана прядения и выбор технологического оборудования проводят параллельно, так как технические возможности машины влияют на параметры плана прядения. С другой стороны, изменение отдельных параметров плана прядения иногда вызывает необходимость изменения сделанного раннее выбора машины.
Разработка плана прядения производится по следующей схеме:
выбор и обоснование линейной плотности всех полуфабрикатов, числа сложений и вытяжек, осуществляемых на машинах всех переходов.
выбор и обоснование скорости выпуска продукта на всех машинах, а также частоты вращения веретен на ровничной и прядильной машинах.
расчет теоретической производительности машины, выпуска, веретена, кг/ч.
расчет выработки одной машины, выпуска, веретена и другие параметры.
Чтобы обосновать каждый параметр плана прядения, необходимо пользоваться технической литературой, а также знать опыт работы передовых предприятий.
Следует стремиться к набольшему использованию мощностей вытяжных приборов, получению высокой производительности оборудования за счет увеличения частоты вращения выпускающих органов машин. Вытяжку и скорость оборудования следует выбирать в разумных пределах, при которых качество продукта и уровень обрывности в прядении обеспечивали бы экономное расходование сырья, максимизацию выхода пряжи из смеси хлопка, достаточно высокие зоны обслуживания основных производственных рабочих и в конечном счете минимальную себестоимость пряжи.
Оптимальным, т.е. наилучшим планом прядения является такой, при котором потребуется наименьшие капитальные затраты на оборудование, будут созданы наилучшие условия труда и обеспечено высокое качество продукции.
Блок-схема технологического процесса прядильного производства
| Хлопок в кипах |
| лента |
![]()
![]()
1.подготовка волокна к чесанию (разрыхление, смешивание, трепание и очистка);
2. получение ленты (чесание);
3. выравнивание ленты и параллелизация волокон (сложение, вытягивание);
4. получение ровницы (сложение, вытягивание)
5. получение однониточной пряжи (сложение, вытягивание, кручение)
6. получение крученой пряжи (трощение, кручение)
4 Динамика трудозатрат, обусловленная развитием технологического процесса
1 Определение варианта развития
Для этого необходимо построить график соотношения трудозатрат живого и прошлого труда
Тж(t)=2500/(51t²+3400) Тп(t)=0,006t²+0,4
| t | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Тж | 0,72 | 0,69 | 0,65 | 0,59 | 0,53 | 0,48 | 0,42 | 0,38 | 0,33 | 0,29 |
| Тп | 0,406 | 0,424 | 0,454 | 0,496 | 0,55 | 0,616 | 0,694 | 0,784 | 0,886 | 1 |
| Тс | 1,13 | 1,11 | 1,1 | 1,09 | 1,08 | 1,1 | 1,11 | 1,16 | 1,2 | 1,3 |
рис.1 Вариант развития трудозатрат при развитии технологического процесса
Судя по графику, можно определить, что вариант развития – ограниченный.
Экономический предел накопления прошлого труда (t*) приблизительно равен 4,9
Аналитический метод:
Тж=2500/(51t²+3400) Тж’= - 2500(102t)/(51t²+3400)²
Тп=0,006t²+0,4 Тп’=0,012t
Тс’=- 2500(102t)/(51t²+3400)² + 0,012t
- 2500(102t)/(51t²+3400)² + 0,012t=0 (51t²+3400)²≠0
- 2500(102t)+ 0,012t·(51t²+3400)² =0
Пусть (51t²+3400)=а, тогда 255000=0,012·а
а²=21250000; а=4609; (51t²+3400)=4609
51t²=1209 t ≈ 4,87
Математический метод
Тж=Тп; 2500/(51t²+3400) =0,012t
2500=(51t²+3400)·0,012t
2500=0,306t²·²+20,4t²+20,4t²+1360
D=1664,64+1395,36=3060
x1=(-40,8+55)/0,612 x1=23,2;
t²=х; t=4,8
Похожие работы
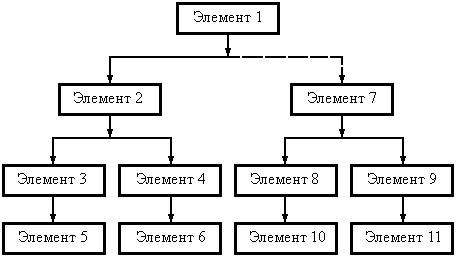
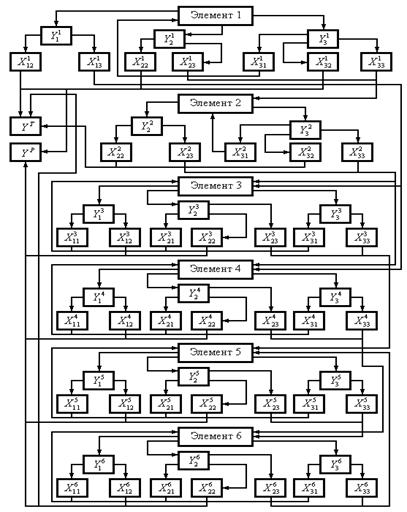
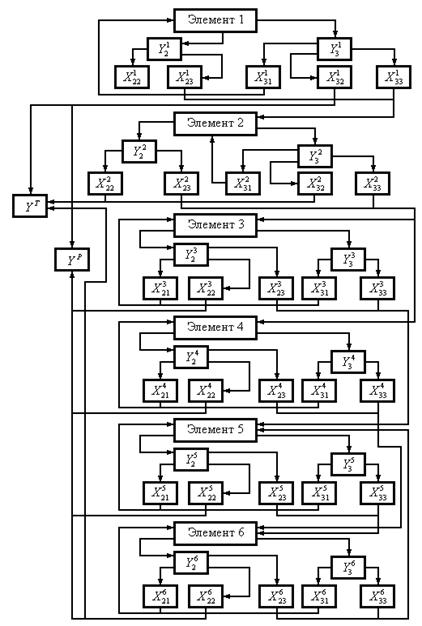
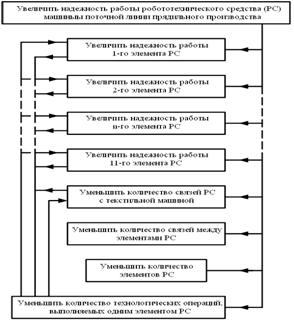
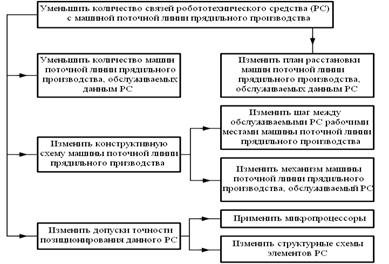
... , , . Произведем оценку числа возможных вариантов, которые можно синтезировать на основе морфологической матрицы при наложении на нее граничных условий проектирования, а именно исключения вышеперечисленных вариантов: Для всего PC машины поточной линии прядильного производства оценка полных решений может быть проведена по следующей формуле: , где – количество исполнительных механизмов в ...
ьное производство мощностью шесть чесальных аппаратов по выпуску аппаратной пряжи для изделия с артикулом 3691 (драп молодежный). 1. Характеристика тканей, пряжи и сырья 1.1. Характеристика тканей Таблица 1.1 Характеристика тканей (технические условия на ткань) № п/п Показатель и его размерность Обозначение Артикул ткани 1 2 3 4 1. Наименование ткани Драп молодежный ...
... частично изменились в лучшую сторону, т.к. фабрикам приходится продавать ткани, конкурируя с импортом. Однако остаётся необходимость их дальнейшего улучшения; Использование информационных технологий для управления производством и технологическим процессом на передовых фабриках заметно улучшилось вместе с улучшением компьютеризации всей страны; - структура гигантских фабрик улучшается, происходит ...
... по основным технико-экономическим показателям. В курсовой работе нами разработаны только основные разделы текущего плана предприятия. В разделе план производства продукции устанавливается задание для производственных подразделений предприятия (в нашей работе для прядильного производства) по выпуску продукции определенного объема, номенклатуры, ассортимента и качества, а также видам работ и ...
0 комментариев