Выбор материалов
Расчетная часть
Расчет минимальной ширины проводника
Описание технологического процесса изготовления печатной платы комбинированным позитивным методом
Нанесение сухого пленочного фоторезиста
Нанесение защитного лака
Химическое меднение
Электролитическое меднение и нанесение защитного покрытия ПОС-61
Осветление печатной платы
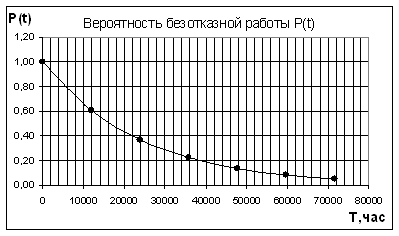
Расчет надежности схемы
Заключение
Навигация
Нанесение защитного лака
Усилители: конструкция и эксплуатация
75970
знаков
8
таблиц
0
изображений
6.5. Нанесение защитного лака
Лак наносится для того, чтобы защитить поверхность платы от процесса химического меднения. Лак обычно наносится окунанием в ванну с лаком, поливом платы с наклоном в 10-150 или распылением из пульверизатора. Затем плата сушится в сушильном шкафу при температуре 60-1500 С в течение 2-3 ч. Температура сушки задается предельно допустимой температурой для навесных электрорадиоэлементов, установленных на печатную плату.
Лак для защитного покрытия должен обладать следующими свойстами: высокой влагостойкостью, хорошими диэлектрическими параметрами (малыми диэлектрической проницаемостью и тангенсом угла диэлектрических потерь), температуростойкостью, химической инертностью и механической прочностью.
При выборе лака для защитного покрытия следует также учитывать свойства материалов, использованных для изготовления основания печатной платы и для приклеивания проводников, чтобы при полимеризации покрытия не произошло изменения свойств этих материалов.
Существуют различные лаки для защитного покрытия, такие как лак СБ-1с на основе фенолформальдегидной смолы, лак Э-4100 на основе эпоксидной смолы, лак УР-231 и другие.
В данном технологическом процессе в качестве защитного покрытия будем применять лак СБ-1с. Для нанесения лака на поверхность заготовки необходимо окунуть заготовки в кювету с лаком на 2-3 сек, температура лака должна быть в пределах 18-250 С, а затем следует сушить заготовки в термошкафе КП 4506 в течение 1,5 часов при температуре 1200 С.
6.6. Сверловка отверстий
Наиболее трудоемкий и сложный процесс в механической обработке печатных плат - получение отверстий под металлизацию. Их выполняют главным образом сверлением, так как сделать отверстия штамповкой в применяемых для производства плат стеклопластиках трудно. Для сверления стеклопластиков используют твердосплавный инструмент специальной конструкции. Применение инструмента из твердого сплава позволяет значительно повысить производительность труда при сверлении и зенковании и улучшить чистоту обработки отверстий. Чаще всего сверла изготавливают из твердоуглеродистых сталей марки У-10, У-18, У-7. В основном используют две формы сверла: сложнопрофильные и цилиндрические. Так какстеклотекстолит является высокоабразивным материалом, то стойкость сверлневелика. Так, например, стойкость тонких сверл - около 10 000 сверлений.
Привыборе сверлильного оборудования необходимо учитывать такие особенности, какизготовление нескольких миллионов отверстий в смену, диаметр отверстий 0,4 мми меньше, точность расположения отверстий 0,05 мм и выше, необходимостьобеспечения абсолютно гладких и перпендикулярных отверстий поверхности платы,обработка плат без заусенцев и так далее. Точность и качество сверлениязависит от конструкции станка и сверла.В настоящее время используют несколько типов станков для сверления печатныхплат. В основном это многошпиндельные высокооборотные станки с программнымуправлением, на которых помимо сверлений отверстий в печатных платаходновременно производится и зенкование или сверление отверстий в пакете беззенкования.Широко применяется также одношпиндельный полуавтомат, который может работатькак с проектором, так и со щупом. На станке можно обрабатывать заготовки платмаксимальным размером 520х420 мм при толщине пакета 12 мм. Частота вращенияшпинделя 15 000-30 000 об/мин (изменяется ступенчато). Максимальный диаметрсверления 2,5 мм.Более производительным является четырехшпиндельный станок с программнымуправлением, на котором можно одновременно обрабатывать одну, две или четыре(в зависимости от размера) печатных плат по заданной программе. Станокобеспечивает частоту вращения шпинделя 10 000-40 000 об/мин, максимальнуюподачу шпинделя 1000 об/мин, толщину платы или пакета 0,1-3,0 мм, диаметрсверления 0,5-2,5 мм. Регулировка частоты вращения шпинделя бесступенчатая.Разработан специальный полуавтоматический станок с программным управлением,предназначенный для сверления и двустороннего зенкования отверстий в МПП.Станок имеет позиционную систему программного управления с релейным блоком иконтактным считыванием. Полуавтомат имеет два шпинделя - сверлильный изенковальный. Частота вращения первого бесступенчато может изменяться впределах 0-33 000 об/мин, второй шпиндель имеет постоянную частоту вращения11 040 об/мин. На станке возможно вести обработку плат размером 350х220 мм,толщиной 0,2-4,5 мм. Максимальный диаметр сверления 2,5 мм, зенкования - 3,0мм. Скорость подачи шпинделей: сверлильного - 1960 мм/мин, зенковального -1400 мм/мин.Совершенствование сверлильного оборудования для печатных плат ведется вследующих направлениях: увеличения числа шпинделей; повышения скорости ихподачи и частоты вращения; упрощения методов фиксации плат на столе и ихсовмещение; автоматизации смены сверла; уменьшения шага перемещения;увеличение скорости привода; создание систем, предотвращающих сверлениеотверстий по незапрограммированной координате с повторным сверлением попрежней координате; перехода на непосредственное управление станка от ЭВМ.Сверление не исключает возможности получения отверстий и штамповкой, если этодопускается условиями качества или определяется формой отверстий. Так,штамповкой целесообразно изготавливать отверстия в односторонних платах подвыводы элементов и в слоях МПП, изготавливаемых методом открытых контактныхплощадок, где перфорационные окна имеют прямоугольную форму.В данном технологическом процессе сверление отверстий будем производить наодношпиндельном сверлильном станке КД-10. Необходимо обеспечивать следующиережимы сверления: 20 000-25 000 об/мин, скорость осевой подачи шпинделя 2-10мм/мин.Перед сверлением отверстий необходимо подготовить заготовки иоборудование к работе. Для этого нужно промыть заготовки в растворе очистителяв течение 1-2 мин при температуре 22±20 С, промыть заготовки в холоднойпроточной воде в течение 1-2 мин при температуре 20±20 С, промыть заготовки в10% растворе аммиака в течение 1-2 мин при температуре 20±20 С, сновапромыть заготовки в холодной проточной воде в течение 2-3 мин при температуре18±20 С, подготовить станок КД-10 к работе согласно инструкции поэксплуатации, затем обезжирить сверло в спирто-бензиновой смеси, собрать пакетиз трех плат и фотошаблона, далее сверлить отверстия согласно чертежу.После сверления необходимо удалить стружку и пыль с платы и продуть отверстиясжатым воздухом. После этого следует проверить количество отверстий и ихдиаметры, проверить качество сверления. При сверлении не должно образовываться сколов, трещин. Стружку и пыль следует удалять сжатым воздухом.
Похожие работы
... и запирания ПУ. 1.4 Патентный поиск и аналоги блока Основной задачей настоящего патентного поиска является изыскание инженерно-технических решений по созданию перспективного предварительного усилителя мощности, обладающего лучшими техническими и конструктивными характеристиками. В последние годы в нашей стране и за рубежом разработан ряд широкополосных усилителей мощности. Функциональное ...

... обеспечение плотного электрического контакта по всему периметру щели. 6. Технико-экономическое обоснование 6.1 Характеристика технико-экономического обоснования проекта Разрабатываемый усилитель мощности миллиметрового диапазона длин волн предназначен для усиления сигнала и передачи его на определенное расстояние. Существенным преимуществом является тот факт, что устройство работает в ...
... и внутренних дестабилизирующих факторов. При этом должны быть рассмотрены и обеспечены требования ТЗ по технологическим показателям, эргономике и технической эстетике. Глубина проработки должна быть достаточной для сопоставления анализируемых вариантов. В процессе разработки изделия под названием усилитель мощности автомобильный было исследовано несколько типов корпусов, которые показаны на рис. ...
... инженера хорошего знания методов проведения динамических испытаний, умения пользоваться средствами измерения, навыков статистической обработки полученных результатов. 1. ЦЕЛИ И ЗАДАЧИ ИСПЫТАНИЙ КОНСТРУКЦИЙ ДИНАМИЧЕСКИМИ НАГРУЗКАМИ В соответствии с объектом, задачами и методикой эксперимента, можно выделить три основные группы испытаний динамической нагрузкой: 1) испытание конструкций ...
0 комментариев