Выбор материалов
Расчетная часть
Расчет минимальной ширины проводника
Описание технологического процесса изготовления печатной платы комбинированным позитивным методом
Нанесение сухого пленочного фоторезиста
Нанесение защитного лака
Химическое меднение
Электролитическое меднение и нанесение защитного покрытия ПОС-61
Осветление печатной платы
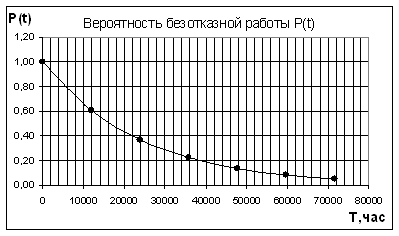
Расчет надежности схемы
Заключение
Навигация
Химическое меднение
Усилители: конструкция и эксплуатация
75970
знаков
8
таблиц
0
изображений
6.7. Химическое меднение
Химическое меднение является первым этапом металлизации отверстий. При этом возможно получение плавного перехода от диэлектрического основания к металлическому покрытию, имеющих разные коэффициенты теплового расширения. Процесс химического меднения основан на восстановлении ионов двухвалентной меди из ее комплексных солей. Толщина слоя химически осажденной меди 0,2-0,3 мкм. Химическое меднение можно проводить только после специальной подготовки - каталитической активации, которая может проводиться одноступенчатым и двухступенчатым способом.
При двухступенчатой активации печатную плату сначала обезжиривают, затем декапируют торцы контактных площадок. Далее следует первый шаг активации - сенсибилизация, для чего платы опускают на 2-3 мин в соляно-кислый раствор дихлорида олова. Второй шаг активации - палладирование, для чего платы помещают на 2-3 мин в соляно-кислый раствор дихлорида палладия. Адсорбированные атомы палладия являются высокоактивным катализатором для любой химической реакции.
При одноступенчатой активации предварительная обработка (обезжиривание и декапирование) остается такой же, а активация происходит в коллоидном растворе, который содержит концентрированную серную кислоту и катионы палладия при комнатной температуре.
В нашем случае процесс химического меднения состоит из следующих операций: обезжирить платы в растворе тринатрий фосфата и кальцинированной соли в течение 5-10 мин при температуре 50-600 С; промыть платы горячей проточной водой в течение 1-2 мин при температуре 50-600 С; промыть платы холодной проточной водой в течение 1-2 мин при температуре 20±20 С; декапировать торцы контактных площадок в 10%-ном растворе соляной кислоты в течение 3-5 сек при температуре 18-250 С; промыть платы холодной проточной водой в течение 1-2 мин при температуре 18-250 С; промыть платы в дистиллированной воде в течение 1-2 мин при температуре 18-250 С; активировать в растворе хлористого палладия, соляной кислоты, двухлористого олова и дистиллированной воды в течение 10 мин при температуре 18-250 С; промыть платы в дистиллированной воде в течение 1-2 мин при температуре 20±20 С; промыть платы в холодной проточной воде в течение 1-2 мин при температуре 20±20 С; обработать платы в растворе ускорителя в течение 5 мин при температуре 20±20 С; промыть платы в холодной проточной воде в течение 1-2 мин при температуре 20±20 С; произвести операцию электрополировки с целью снятия металлического палладия с поверхности платы в течение 2 мин при температуре 20±20 С; промыть платы горячей проточной водой в течение 2-3 мин при температуре 50±20 С; протереть поверхность платы бязевым раствором в течение 2-3 мин; промыть платы холодной проточной водой в течение 1-2 мин при температуре 20±20 С; произвести визуальный контроль электрополировки (плата должна иметь блестящий или матовый вид, при появлении на плате темных пятен, которые не удаляются во время промывки, необходимо увеличить время электрополировки до 6 мин); произвести операцию химического меднения в течение 10 мин при температуре 20±20 С; промыть платы в холодной проточной воде в течение 1-2 мин при температуре 20±20 С; визуально контролировать покрытие в отверстиях.
6.8. Снятие защитного лака
Перед гальваническим меднением необходимо снять слой защитного лака с поверхности платы. В зависимости от применяемого лака существуют различные растворители. Некоторые лаки возможно снять ацетоном.
В данном технологическом процессе защитный лак будем снимать в растворителе 386. Для этого платы необходимо замочить на 2 часа в растворителе 386, а затем снять слой лака беличьей кистью, после этого промыть платы в холодной проточной воде в течение 2-3 мин при температуре 20±20 С, контролировать качество снятия защитного лака (на поверхности лака не должны оставаться места, покрытые пленками лака).
6.9. Гальваническая затяжка
Слой химически осажденной меди обычно имеет небольшую толщину (0,2-0,3 мкм), рыхлую структуру, легко окисляется на воздухе, непригоден для токопрохождения, поэтому его защищают гальваническим наращиванием (“затяжкой”) 1-2 мкм гальванической меди.
Для этого необходимо декапировать платы в 5%-ном растворе соляной кислоты в течение 1-3 сек при температуре 18-250 С, промыть платы в холодной проточной воде в течение 2-3 мин при температуре 18-250 С, зачистить платы венской известью в течение 2-3 мин при температуре 18-250 С, промыть платы в холодной проточной воде в течение 2-3 мин при температуре 18-250 С, снова декапировать заготовки в 5%-ном растворе соляной кислоты в течение 1-3 сек при температуре 18-250 С, промыть платы в холодной проточной воде в течение 1-2 мин при температуре 20±20 С, промыть платы в дистиллированной воде в течение 1-2 мин при температуре произвести гальваническую затяжку в течение 10-15 мин при температуре 20±20 С, промыть платы холодной проточной водой в течение 1-2 мин при температуре 18-250 С, сушить платы сжатым воздухом при температуре 18-250 С до полного их высыхания, контролировать качество гальванической затяжки (отверстия не должны иметь непокрытий, осадок должен быть плотный, розовый, мелкокристаллический).
Похожие работы
... и запирания ПУ. 1.4 Патентный поиск и аналоги блока Основной задачей настоящего патентного поиска является изыскание инженерно-технических решений по созданию перспективного предварительного усилителя мощности, обладающего лучшими техническими и конструктивными характеристиками. В последние годы в нашей стране и за рубежом разработан ряд широкополосных усилителей мощности. Функциональное ...

... обеспечение плотного электрического контакта по всему периметру щели. 6. Технико-экономическое обоснование 6.1 Характеристика технико-экономического обоснования проекта Разрабатываемый усилитель мощности миллиметрового диапазона длин волн предназначен для усиления сигнала и передачи его на определенное расстояние. Существенным преимуществом является тот факт, что устройство работает в ...
... и внутренних дестабилизирующих факторов. При этом должны быть рассмотрены и обеспечены требования ТЗ по технологическим показателям, эргономике и технической эстетике. Глубина проработки должна быть достаточной для сопоставления анализируемых вариантов. В процессе разработки изделия под названием усилитель мощности автомобильный было исследовано несколько типов корпусов, которые показаны на рис. ...
... инженера хорошего знания методов проведения динамических испытаний, умения пользоваться средствами измерения, навыков статистической обработки полученных результатов. 1. ЦЕЛИ И ЗАДАЧИ ИСПЫТАНИЙ КОНСТРУКЦИЙ ДИНАМИЧЕСКИМИ НАГРУЗКАМИ В соответствии с объектом, задачами и методикой эксперимента, можно выделить три основные группы испытаний динамической нагрузкой: 1) испытание конструкций ...
0 комментариев