Навигация
Вынимание и встраивание клапанов
31379
знаков
0
таблиц
0
изображений
4.1. Вынимание и встраивание клапанов
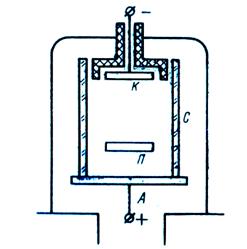
В случае необходимости в смене клапана, сначала необходимо нагнетательный трубопровод отделить от насоса. Затем, на верхней крышке расслабляют цилиндрические винты с внутренним шестигранником, после чего крышку можно снять.
После расслабления по 4 шестигранных винта можно снять нажимные части и под ними расположенные клапаны приподнять с их седел.
В случае замены обоих клапанов высоковакуумной ступени, необходимо особое внимание обратить на то, что эти каждые 4 винта не только закрепляют клапан, но и одновременно держат соединительный канал, так что при развинчивании этих винтов разобщается также соединительный канал, т. е. он отделяется от корпуса кожуха. Для предотвращения, чтобы между соединительным каналом и корпусом кожуха расположенная резиновая уплотнительная прокладка не раздавилась или чтобы частицы грязи из маслосборника попадали в место уплотнения, то смена обоих клапанов высоковакуумной ступени должна осуществляться в последовательном порядке, т. е. один за другим.
Наиболее целесообразным конечно является такой случай ремонта использовать для тщательной чистки насоса - ведь соединительный канал все равно должен быть снят, так что залежалую грязь можно полностью удалить. При демонтаже соединительного канала необходимо сначала кузов тщательно протереть сухой тряпкой, в противном случае частицы грязи по открытым каналам из маслосборника проникают в рабочую камеру.
4.2. Демонтаж и монтаж пластинчато-роторного вакуумного насоса
Подлежит особому вниманию:
Подшипники качения весьма точны и поэтому требуют тщательное, осторожное обращение с ними. Особенно чувствительно они реагируют на загрязнения и всякого рода загрязнения.
В настоящей машине обе точки опоры оборудованы с расчётом по одному радиальному шарикоподшипнику 6 309, ТГЛ 2 981.
После снятия защиты ремня и клиновых ремней, шкив стягивается при помощи соответствующего стягивающего устройства, затем вынимается призматическая шпонка.
После разобщения трёх шестигранных винтов М8 можно снять направляющий щит (49). Затем снимают затворную крышку (50) вместе с расположенным в ней круглым кольцом (27). Теперь имеется доступ к форвакуумной ступени, из поршня которой вынимаются золотники (25). При помощи соответствующего стягивающего приспособления можно стянуть поршень (23) форвакуумной ступени. Из конца вынимают призматическую шпонку и стягивают дистанционное кольцо (19). Теперь длинная полосовая железная планка, в середине которой находится отверстие Æ 18 перекладывается через торцевую сторону кожуха. При помощи шестигранной гайки М16 в винтонарезной центровке конца вала этой железной планкой закрепляют бегун, причём с таким расчётом, чтобы при отжатии корпуса подшипника (42) невозможно было бы поддавание в направлении стороны привода. Затем насос опрокидывается на торцевую сторону форвакуумной ступени, вследствие чего вал приходит в вертикальное положение. В качестве подкладки можно применять деревянные брусья, обтёсанные на четыре канта. Это мероприятие является необходимым для предохранения коренного подшипника от повреждения , на после отжатия корпуса подшипника приходится вся нагрузка.
После демонтажа соединительной трубы между корпусом кузова и корпусом подшипника, корпус подшипника (42) можно отдавить при помощи трёх шестигранных винтов М8Х80.
При этом радиальный подшипник (21) остаётся обычно на валу. Предохранительная планка теперь снимается с конца вала форвакуумной ступени.
В центральную винтовую нарезку конца вала высоковакуумной ступени (сторона привода) ввинчивается рым(-болт) М16 на нём, при помощи крана или полиспаста вертикально вверх вытягивают бегун их кожуха. При этом необходимо обратить внимание на то, чтобы тяговое направление было точно вертикальное с тем, чтобы в центральной опоре не могли бы образоваться перекашивания.
В том же положении бегун укладывается на соответствующую подкладку, причём с таким расчётом, чтобы ударами резинового молота на конец вала стороны привода, вал можно было бы пробить через поршень. Вал улавливается мягкой подстилкой. При выбивании вала освобождаются передний подшипник и дистанционное кольцо (20) высоковакуумной ступени. На валу ещё находящийся подшипник снимается при помощи стягивающего приспособления. Из корпуса подшипника один за другим выбиваются кольца по уплотнению вала, то же и из кожуха.
Направление встраивания колец по уплотнению вала необходимо запомнить - для последующей сборки !
При этом в корпусе подшипника высвобождаются оба дистанционных кольца (53) и оба опорных кольца (54). Опорные кольца служат опорой для выступов колец по уплотнению вала.
Все части необходимо основательно вымыть промывочным бензином, осушить сжатым воздухом, протереть, а где необходимо вытереть чистой сухой тряпкой.
Отверстия кожуха (рабочие поверхности и плоскости), а также поверхности поршней и золотников необходимо вытереть чистой сухой тряпкой.
Отверстия кожуха (рабочие поверхности и плоскости), а также поверхности поршней и золотников необходимо исследовать на предмет качества поверхности, как и на наличие царапин. Небольшие такого рода повреждения могут быть выровнены посредством шабера или наждачного полотна.
После того, как все части основательно прочищены, изношенные или повреждённые части сменены или дополнительно обработаны можно начинать сборку. Последняя в основном осуществляется в обратной последовательности вышеописанного демонтажа. При этом следует однако учесть некоторые важные особенности:
Круглые кольца (27), кольца по уплотнению вала (1) и уплотнительные кольца (2,3,15,16) после проведённого демонтажа не должны больше применяться, так как они почти во всех случаях имеют частично неопознаваемые дефекты (деформации, трещины и т.п.).
Внимание ! При замене вала (22) одновременно необходимо встроить новые дистанционные кольца (19,20), так как эти части относятся друг к другу и соответственно припасованы. При этом необходимо обратить внимание на то, чтобы плоскости дистанционных колец, которые следует получать только лишь в предварительно оточенном виде, были бы отшлифованы с двух сторон (допустимое отклонение параллельности составляет 0,01 мм) и должны быть соответственна припасованы. Готовый размер дистанционных колец определяется интересами хорошего конечного давления и с этим связано обязательно выдерживаемые зазоры между корпусов поршня и промежуточной стенкой кожуха.
Зазоры составляют :
1. Между корпусом поршня высоковакуумной ступени (26) и промежуточной стенкой кожуха 0,05 ••• 0,07 мм
2. Между корпусом поршня форвакуумной ступени (25) и промежуточной стенкой кожуха 0,05 ••• 0,07 мм
Для напрессовки подшипников на вал, как и для впрессовки колец по уплотнению вала в промежуточную стенку корпуса кожуха и в корпус подшипника должны применяться оправки или гильзы соответствующих размеров. По окончании монтажа, обе масляные камеры в корпусе подшипника заправляются вакуумным маслом. При этом необходимо вывинтить по сторонам расположенные замковые винты с тем, чтобы в камерах не могли бы оставаться образующиеся воздушные пузыри. Верхние винторезные отверстия заправляются маслом, причем до тех пор, пока из боковых вентиляционных отверстий оно опять начнет вытекать. Тогда все отверстия плотно закрываются.
4.3. Таблица неисправностей
| Неисправность | Причина | Устранение |
| 1. Насос не создаёт требуемого вакуума при | Повреждение кольца по уплотнению вала | Кольцо по уплотнению вала сменить |
| заглушённом всасывающем | Повреждение клапана | Клапан сменить |
| патрубке | Газобалластный клапан неплотный | Газобалластный клапан проверить |
| Запас масла недостаточный | Запас масла пополнить | |
| 2. Сильный шум при ра- | Повреждение клапана | Клапан сменить |
| боте | Повреждение подшипника | Подшипник сменить |
| Плохое состояние смазки, вследствие сильного загрязнения | Промывка насоса или демонтаж и чистка | |
| 3. Насос не вращается | Сильное загрязнение насоса повело к заеданию подшипников, золотников или поворотных плунжеров | Насос демонтировать Подшипники сменить Золотники и плунжеры дополнительно обработать или заменить на новые |
5. Основное такелажное оборудование, приспособления и инструменты применяемые при демонтаже и ремонте установки
Для подвески подъемных средств, на насосе предусмотрены 2 рым (-болта). В качестве дальнейших пунктов подвески служат рым (-болты) на фундаментной плите.
Подвеска на всех подвесных точках должна осуществляться таким образом, чтобы не образовались снашивания. Ни в коем случае не разрешается тросы или крюки прикреплять на других частях агрегата. При транспортировке машины, осуществляющаяся путем ее подвески на тросах или цепях, необходимо избежать толчкообразные вверх-и-вниз движения. В случае повреждений при транспортировке по причине несоблюдения вышеуказанных требований. Изготовитель никаких гарантийных обязательств на себя не принимает.
6. Трудовые и материальные затраты на ремонт установки
Для мелкого ремонта требуется 2 слесаря-ремонтника не ниже 3 разряда и 8 рабочих часов.
Для среднего ремонта требуется 2 слесаря-ремонтника не ниже 3 разряда и 48 рабочих часа, а также материальные затраты на замену старых деталей.
Для капитального ремонта требуется 3 слесаря-ремонтника не ниже 4 разряда и 8 рабочих часов, а также материальные затраты на замену старых деталей и покупку новых.
7. Техника безопасности при обслуживании
Чтобы при эксплуатации пластинчато-роторного вакуум-насоса предотвращать несчастных случаев и материального ущерба, необходимо обратить особое внимание на нижеследующие предписания: Перед тем, как начинать с демонтажем или с устранением неисправностей, необходимо отключить главный выключатель.
Для эксплуатации насоса чрезвычайно важным является, чтобы его ввод в эксплуатацию осуществлялся в проветренном состоянии. Также очень важно заботиться о том, чтобы насос сразу же после его отключения немедленно подвергался бы проветриванию; в противном случае заправленное масло нагнетается в полость насоса, в засасывающий патрубок и в засасывающий трубопровод.
Проветривание осуществляется при помощи продувочного клапана, приводимого в действие от руки; однако преимущество следует отдать проветриванию при помощи автоматического форвакуум насосного предохранительного клапана (VVm 65 или VVm A 65).
Чтобы при отсасывании паро-содержащих газов предотвратить конденсацию паров внутри насоса и превышение термической нагрузки (предотвращение является обязательным), то несмотря на наличие устройства по газо-балласту, рекомендуется температуру отсасываемой смеси газа с паром во всасывающем патрубке 30°С не превышать. В случае температура отсасываемой среды окажется выше указанного значения, то при проектировке вакуумной установки необходимо предусмотреть соответствующие охлаждающие устройства (конденсаторы). Насыщенный водяной пар до 15торр (+4 °С) можно этим насосом преодолеть. При температурах <15°С наступают трудности при разбеге (перегрузка электродвигателя) вследствие превышении вязкости масла. Поэтому температуры помещений не должны превышать 15 °С. При давлении засасывания > 1 торр, потребление мощности насоса сильно возрастает. Увеличение компрессионной работы связано с более сильным нагревом насоса.
Помимо этого еще необходимо указать, что высокое давление всасывания и работа с газобалластом ведут к превышению расхода масла. Насос не должен применяться в качестве компрессора.
8. Охрана труда
Предписания распоряжения по охране труда и противопожарной охране 3/1 соблюдены. Требующееся защитное качество установлено на основании контрольной схемы ASAO 3/1 согласно новейшим познаниям по охране труда и технике безопасности, противопожарной технике и гигиене труда. Требование в отношении охраны труда и техники безопасности, предъявленные к Потребителю заложены в инструкции по обслуживанию. Остающихся опасностей или трудоемкостей не имеются. Шумовой уровень звуковой мощности составляет Lp — 75 dB (А). При эксплуатации машины необходимо учитывать ТГЛ 10 687 л. 2.
Для применения изделия действительные следующие законоположения и распоряжения по охране труба и технике безопасности: ASAO 530/1 Рабочие машины ТГЛ 10687, лист 2 Защита от шумового звука, минимальные требования.
Похожие работы
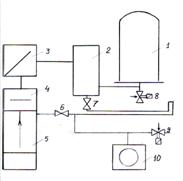
... напыления двух различных металлов путем поочередного подключения испарителей к силовому блоку питания, а также была оснащена заслонкой с управлением электромагнитом. 2.1. Конструкция и принцип работы базовой лабораторной установки вакуумного напыления 2.1.1. Блок-схема Установка состоит из трех основных структурных единиц. Это, собственно, вакуумная камера, в которой производится нанесение ...
... яйцепродуктов, инструкции по мойке и профилактической дезинфекции на предприятиях мясной и птицеперерабатывающей промышленности, утвержденных в установленном порядке, и по технологической инструкции. Технология производства вареных колбас из мяса птицы включает следующие процессы: - размораживание сырья (при поступлении в замороженном состоянии); - разделка обвалка и жиловка сырья; - ...
... рабочих 6 – 8 %, младшего обслуживающего персонала 2 – 3 %. 4 НАЗНАЧЕНИЕ, СОСТАВ И ХАРАКТЕРИСТИКА ПРОЕКТИРУЕМОГО УЧАСТКА ПО РЕМОНТУ СИСТЕМ КОНДИЦИОНИРОВАНИЯ ВОЗДУХА 4.1 Работы, связанные с ремонтом систем кондиционирования воздуха В настоящее время в пассажирском вагонном депо работы, связанные с ремонтом систем кондиционирования воздуха выполняются в основном на открытых и временно ...
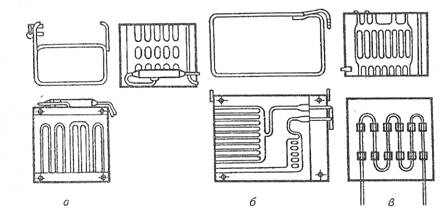


... патрона до упора в сетку, а затем вытянуть ее на 5-7 мм, после чего припаять. 3. Конструкторский раздел 3.1 Оборудование применяемое при ремонте испарителей бытовых холодильников Для ремонта испарителей бытовых холодильников применяют следующее современное оборудование: ü переносный комплект инструментов ПЧ-1 и ПЧ-2; ü стенд промывки компрессоров, статоров, испарителей, ...
0 комментариев