Навигация
Типовые операции лазерной поверхностной обработки
59348
знаков
5
таблиц
11
изображений
2.6. Типовые операции лазерной поверхностной обработки
Наиболее широкая область применения лазерной поверхностной обработки — инструментальное производство, например изготовление и эксплуатация режущего инструмента, элементов штамповой оснастки.
Лазерное упрочнение позволяет снизить в 3—4 раза износ инструмента путем повышения его поверхностной твердости при сохранении общей высокой динамической прочности, повышения теплостойкости, снижения коэффициента трения пары режущий инструмент — заготовка. Упрочнение может проводиться до передней или задней поверхности, а также одновременно по двум поверхностям.
Внедрение технологии лазерного упрочнения инструмента из сталей с пониженным содержанием вольфрама позволяет помимо повышения его стойкости значительно сократить расход дефицитной быстрорежущей стали.
Лазерное упрочнение приводит к повышению износостойкости штампов в 2 раза и более. Упрочнение пуансонов обычно проводиться по боковым поверхностям. При этом возможна многократная переточка пуансонов. При упрочнении по передней поверхности после очередной переточки кромки требуется повторная лазерная обработка.
Эффективно применение лазерного излучения для повышения работоспособности породоразрушающего инструмента для машин горнодобывающей промышленности. Здесь применение лазерной обработки приводит к росту износостойкости резцов комбайнов в 2—3 раза.
Широкое применение лазерная поверхностная обработка находит для повышения долговечности, надежности деталей различных машин и приборов во многих отраслях промышленности: химическом машиностроении, автомобильной промышленности, судостроении, авиастроении и т. д.
В автотракторостроении лазерное упрочнение применяется для повышения износостойкости распредвалов, коленвалов, шестерен заднего моста, рабочих поверхностей клапанов, клапанных седел, поршневых канавок, компрессионных колец, рычагов и других деталей. В нефтепромысловом оборудовании лазерное упрочнение применяют для повышения усталостной прочности резьбовой час-ти замковых соединений.
Высокую эффективность показала лазерная поверхностная обработка для повышения износостойкости внутренних рабочих участков длинномерной направляющей балки линий производства полимерной пленки (рис. 12). Возможность локального упрочнения направляющих лазерным излучением позволила отказаться от объемной термообработки, вызывающей значительные деформации и поэтому требующей дополнительной механической обработки (с назначением соответствующих припусков) для их устранения.
Глава III. Примеры поверхностной лазерной обработкиТехнология лазерной наплавки позволяет восстанавливать изношенные детали автомобильной, дорожно-строительной, судовой, горнодобывающей, энергетической техники. При этом восстанавливаемые детали, например, коленчатые валы большегрузных автомобилей имеют ресурс работы нового коленчатого вала, а стоимость восстановления методом лазерной наплавки коленвала составляет 30-40% от стоимости нового коленвала.
Технология лазерной наплавки позволяет заменить классическую химико-термическую технологию азотирования, борирования, цементации, нироцементации. При этом резко сокращается длительность технологического цикла изготовления, снижается себестоимость изготовления, улучшается экология производства.
Некоторые примеры применения технологии лазерной наплавки.

Рис.6 Закалка колец подшипников
Сталь 55СМ5ФА. Параметры обработки: Мощность лазерного излучения 2,8кВт Скорость 1,8м/мин Диаметр фокусного пятна 11мм

Рис.7 Гильза больших размеров.
Процесс лазерной закалки гильзы цилиндра турбокомпрессорного дизельного двигателя локомотива ведут наложением спиральной полосы шириной 3...4мм через 1...1,5мм при мощности излучения 5кВт в течение 15минут. Глубина зоны упрочнения достигает 1мм, износостойкость увеличивается в три раза.

Рис.8 Термообработка ножей
Промышленный нож для мясорубки. Термообработка режущих кромок позволяет уменьшить количество заточек. Т.к. твёрдость кромки повышается в несколько раз.

Рис. 9 Восстановление изношенных крестовин локомотивов железнодорожного транспорта методом лазерной наплавки.
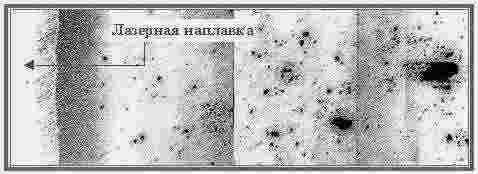
Рис. 10 Технология повышения коррозионной стойкости методом лазерной обработки.
Технологию лазерной наплавки можно использовать для повышения коррозионной стойкости.
10% - H2SO4 - 24 часа
10% - HCL - 24 часа
Т=3000К
Как видно из фотографии наплавленный слой практически не поддается травлению.
Области применения – химическая промышленность, нефтегазодобывающая промышленность, нефтеперерабатывающая, судостроительная, промышленность.
Лазерная закалка
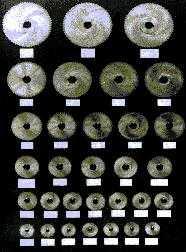
Рис.11 Инструментальное производство
Разработана технология лазерной закалки отрезных, прорезных фрез из быстрорежущих (инструментальных) сталей с целью повышения их стойкости до 10 раз. Лазерная закалка позволяет уменьшить налипание на фрезу (адгезионное схватывание) особенно при обработке цветных сплавов, увеличить скорость резания.
Лазерная гравировка




Рис.12 примеры лазерной гравировки
Сложность наносимого гравировкой изображения может быть любой, вплоть до полутоновых фотографических изображений и штрих-кодов, а созданное лазером изображение воспроизводится на изделии за несколько секунд.
Лазерная гравировка выполняется на самых разнообразных материалах: металл, пластик, дерево, кожа, стекло, оргстекло, акрил, камень, бумага и прочее, а также на многослойных, покрытых и окрашенных поверхностях. Процесс лазерной гравировки максимально автоматизирован и не имеет промежуточных технологических этапов между компьютерной версткой и конечным изделием. Весь процесс гравировки происходит при полном отсутствии ручных процессов, что позволяет максимально снизить количество ошибок в технологическом процессе и свести время производства готового изделия до рекордных значений в 10-15 минут, а время гравировки готового изделия - до 0,3 минут. Отсканированные картинки, фото, клипарты, чертежи, и многое другое может использоваться для "печати" лазером. Лазер гравирует и режет такие материалы как дерево, оргстекло, пластик, кожа и много других неметаллических материалов.
Существует также гравировка внутри стекла - это выполнение объемных изображений в массе оптически прозрачного материала (стекла), которое основано на фокусировании излучения не на поверхности материала, как в случае резки, а в его толще. Под воздействием короткого импульса излучения в точке фокусировки происходит микровзрыв, изменяющий однородность материала. Таким образом, формируется один из пикселов составляющих изображение. Область применения: рекламный ассортимент, архитектурные модели, награды, подарки, бизнес-сувениры, промышленность, предметы коллекционирования, офисное снабжение, фотография, обозначения, спортивные товары, музыкальные инструменты и обработка дерева.
Лазерная маркировка промышленных изделий



Рис. 13 Примеры промышленной маркировки
Метод лазерной гравировки позволяет наносить на изделия промышленного производства любую, даже мелкую, информацию: логотип и название производителя, технические данные, сквозную нумерацию и штрих-код продукции, выходные параметры изделия, название детали и др.
Лазерная маркировка является одним из самых надёжных способов защиты продукции от подделки. Быстрота процесса, сконцентрированная мощь воздействия, высокое качество прорисовки, простота применения, нестираемость изображения - качества, делающие лазерную маркировку привлекательной для современных производителей.
А бесконтактность нанесения имеет огромное значение для изделий с повышенными требованиями к точности, хрупких, нежестких деталей, не допускающих ударного клеймения.
Примеры использования лазерной гравировки и маркировки:
* лазерная гравировка резцов, метчиков, сверл и другого инструмента из высокопрочных закаленных сталей или твердых сплавов;
* нанесение шкал и нониусов;
* лазерная маркировка подшипников, медицинского инструмента, различных ответственных деталей.
* лазерная гравировка электронных компонентов: чипов, кабелей, разъемов;
* глубокая лазерная маркировка на штампах, пресс-формах.
ЗаключениеДесять лет тому назад был создан первый квантовый генератор света — лазер. С момента создания первых лазеров работы в области квантовой электроники развернулись в широких масштабах и развивались исключительно быстрыми темпами. Бурное развитие квантовой электроники продолжается и поныне. В результате за короткое время было разработано очень много разных типов лазеров: твердотельные лазеры на кристаллах и стеклах, жидкостные лазеры, газовые лазеры (атомные, молекулярные, ионные), полупроводниковые лазеры (инжекционные, с электронным и оптическим возбуждением), лазеры с перестраиваемой частотой, химические лазеры, лазеры на основе вынужденного комбинационного рассеяния и др. Созданы импульсные лазеры и лазеры непрерывного действия, дающие когерентное излучение в широком диапазоне длин волн от ультрафиолетового 0,2 мк) до дальнего инфракрасного E38 мк) участков спектра. Мощности, излучаемые лазерами, достигает колоссальных значений. Так, газовый лазер на углекислом газе излучает в непрерывном режиме до 50 кет, а лазер на неодимовом стекле в режиме синхронизации мод генерирует импульсы света пикосекундной длительности мощностью до 10^13 вт, т. е. превышающей мощность всех электростанций на Земле. Удивительные особенности лазерного излучения — огромная интенсивность света, исключительно высокая монохроматичность и направленность излучения — открыли поистине безграничные возможности для практических применений лазеров во многих отраслях науки и техники. Новые технологические процессы прецизионной обработки материалов, создание оптических линий связи, точное определение расстояний, создание оптоэлектронных систем для обработки информации и вычислительной техники, диагностика плазмы, нагрев плазмы до термоядерных температур, хирургические операции и др. — вот далеко не полный перечень задач, которые решаются с помощью лазеров.
Список литературыГладуш Г.Г. Физические процессы при лазерной обработке материалов. 1985г. -208с
Григорьянц А.Г. Основы лазерной обработки материалов. Москва «Машиностроение» 1989г. -301с.
Григорьянц А.Г. , Соколов А.А. Лазерная техника и технология 1988г. -191с.
Рыкалин Н.Н. Лазерная обработка материалов. «Машиностроение» 1975г. -296с.
Звелто Принципы лазеров 1990г. Издательство «м
Похожие работы
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...

... влияющие на точность и воспроизводимость результатов. Области практического применения лазерной размерной обработки ограничены преимущественно получением отверстий не выше 3-го класса точности. Тем не менее, лазерная технология получения отверстий внедрена на ряде предприятий, где с ее помощью получают черновые отверстия (на проблемах внедрения этих процессов мы остановимся позднее). Относительно ...
... из газовой фазы. 2.2. Фазовые и структурные превращения при плазменном нагреве металлов Несмотря на различие физических процессов, лежащих в основе того ими иного способа поверхностного упрочнения металлов (плазменного, лазерного, электронно-лучевого и т.д.), для всех характерна общая особенность - фазовые и структурные превращения протекают в условиях далеких от равновесия. Рассмотрим ...
... структуры лазерного импульса, затруднена. Заметного снижения погрешности можно достичь при использовании импульсов с упорядоченной структурой. Ионно-лучевая обработка материалов Ионно-лучевая технология - это комплекс способов обработки материалов энергетическими потоками ионов, в результате воздействия которых изменяется форма, физико-химические, механические, электрические и магнитные ...
0 комментариев