Навигация
Устройство для автоматической навивки пружин на токарно-револьверном автомате
16801
знак
0
таблиц
2
изображения
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РФ





МОСКОВСКАЯ ГОСУДАРСТВЕННАЯ АКАДЕМИЯ ПРИБОРОСТРОЕНИЯ И ИНФОРМАТИКИ
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА К КУРСОВОМУ ПРОЕКТУ
Тема проекта:
Устройство для автоматической навивки пружин на токарно-револьверном автомате мод. 1Б124
Студент Кудряшов Д.В.
Факультет Балашихинский
Группа БФ-2
Консультант Гапонкин В.А.
МОСКВА
1998 г.
ВВЕДЕНИЕ
Обзор специальных устройств для универсальных станков токарной группы
Станки токарной группы составляют большую часть общего выпуска станков. В основном, хотя продолжают развиваться и универсальные токарно-винторезные станки, преобладают тенденции развития специальных станков и автоматов, отвечающих задачам получения наибольшей производительности при максимальной автоматизации процесса. Тем не менее иногда возникает необходимость расширения технологических возможностей такого оборудования.
Кроме обработки заготовок точением и сверлением на токарных станках можно нарезать внутреннюю и наружную резьбу, протачивать конические поверхности, прорезать шлицы и даже фрезеровать. Для выполнения этих операций необходимы соответствующая наладка и специальные приспособления. Существуют также устройства к токарным станкам для изготовления пружин.
Известно устройство к токарным станкам для навивки пружин с переменным шагом, содержащее приводной шпиндель, привод подачи, имеющий гитару с регулируемой вращающейся кулисой, состоящей из двух эксцентричных, связанных посредством кулисного камня и передвижных одна относительно другой шестерен, кинематически связанных с приводом шпинделя и шестерней привода подачи [1]. Однако технологические возможности такого устройства ограничены.
Более широкий ассортимент пружин позволяет изготавливать устройство к токарно-винторезному станку, содержащем размещенную в патроне станка навивочную оправку, смонтированную на суппорте станка каретку, имеющую механизм подачи проволоки, средство для управления перемещением каретки и регулировочные упоры, установленные на станине с возможностью взаимодействия с переключателем [2].
После закрепления проволоки в пазу на конце оправки включают привод станка, который вращает оправку и обеспечивает поступательное движение суппорта с подачей (устанавливается сменными шестернями гитары станка), равной шагу навиваемой пружины. После навивки заданного количества витков пружины микропереключатель взаимодействует с регулировочным упором, каретка перемещается и происходит образование витков с большим шагом и т.д. По окончании навивки по всей длине оправки станок автоматически выключается и оправку снимают со станка.
В некоторых устройствах при навивании пружин из проволоки большого диаметра ее нагревают электрическим током для придания большей пластичности.
К достоинствам описанных конструкций можно отнести их относительную простоту, качество изготавливаемых пружин, легкую настройку длины и шага навиваемой пружины; существенный недостаток - низкая механизация технологического процесса (что определяется используемым оборудованием в том числе): ручная установка и съем оправки, закрепление проволоки и возврат каретки в исходное положение, отрезание и снятие навитых пружин с оправки вручную. Большое количество ручных операций существенно снижает производительность.
Токарные автоматы и полуавтоматы относятся к высокопроизводительным станкам, которые широко применяются в крупносерийном и массовом производстве. Эти станки следует рассматривать как станки с программным управлением на механической основе. Главным органом управления таких станков является распределительный вал, на котором расположены кулачки, управляющие отдельными механизмами станка, обеспечивающие надежную синхронизацию всех движений цикла работы станка. В данном случае кулачки (копиры) являются носителями программы работы автомата или полуавтомата, поэтому такие станки часто называют кулачковыми автоматами.
Токарно-револьверные автоматы в отличие от токарных и токарно-револьверных станков имеют автоматизированный цикл работы, т.е. ходы и вспомогательные движения автоматизированы и частично могут быть совмещены, следовательно, такие автоматы с устройствами для навивки пружин подобными описанным, которые используют вышеперечисленные преимущества токарных автоматов, имеют более высокую производительность.
1. Техническое задание
Разработать устройство для навивки пружин на токарно-револьверном автомате мод. 1Б124.
Устройство должно работать в замкнутом автоматическом цикле. Необходимо выбрать оптимальную скорость вращения шпинделя, отключить неиспользуемые узлы и кинематические цепи, рассчитать кулачки суппортов.
Пружина (рис. 1.1):
l=35 мм, Æ =15 мм, количество витков - 14, шаг - 0 мм.
Рис. 1.1.
2. Назначение и технические характеристики
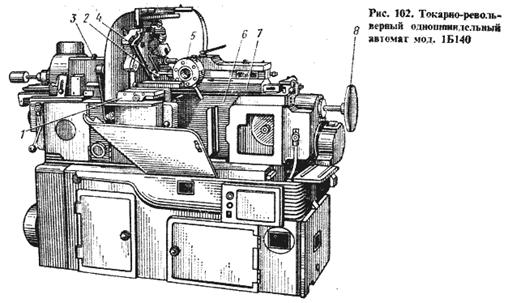
Токарно-револьверный автомат мод. 1Б124
Одношпиндельный токарно-револьверный станок модели 1Á124 -высокопроизводительный автомат. Применяется он для массового производства деталей из круглого, квадратного или калиброванного прутка. Автомат имеет револьверную головку с шестью гнездами. Это позволяет обрабатывать деталь одновременно 12 различными инструментами. Все рабочие процессы автоматизированы, кроме загрузки прутком.
Технические характеристики
Диаметр отверстия шпинделя, мм 24
Расстояние от торца шпинделя до револьверной головки, мм
наибольшее 64
наименьшее 180
Общая подача прутка, мм 90
Общая длина протачивания, мм 80
Ход суппорта, мм
револьверного 80
поперечного переднего, заднего, вертикального 40
Число ступеней оборотов шпинделя
правый ход 13
левый ход 13
Частота вращения шпинделя, об/мин
влево 200-3150
вправо 80-1250
Мощность электродвигателей, кВт
главного вала 4,5
вспомогательного 1,0
насоса охлаждения 0,12
Частота вращения электродвигателей, об/мин
главного вала 1440
вспомогательного 1440
насоса охлаждения 2800
Габаритные размеры, мм 1870х790х1500
Масса, кг 1750
Общая компоновка
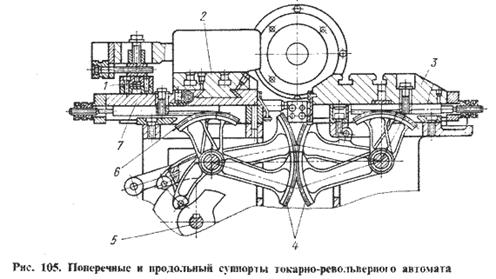
Основание станка-автомата представляет собой чугунную отливку коробчатой формы. Внутри основания помещены коробка скоростей с электродвигателем для привода шпинделя, резервуар охлаждающей жидкости и шкаф электрооборудования. Сверху основания крепится станина. На станине располагаются шпиндельная бабка с вертикальным суппортом, револьверный и поперечные суппорты, механизм выключения и переключатель скоростей. Пульт управления и переключения скоростей расположен на передней стороне основания. В левой части корпуса, в нише, закреплена коробка скоростей с электродвигателем. Натяжение ремней привода шпинделя осуществляется кронштейном с роликом. Привод шпиндельной бабки, натяжное устройство и двигатель коробки скоростей накрыты общим металлическим кожухом.
Похожие работы
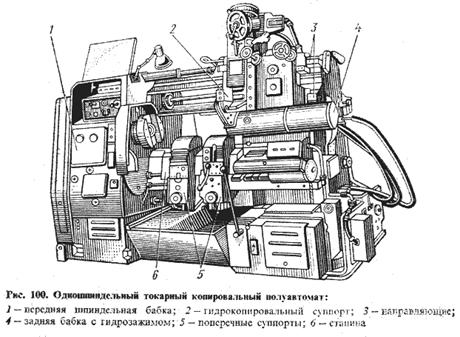
... станка отражаются основные признаки классификации: токарно-револьверный одношпиндельный прутковый автомат, токарный одношпиндельный автомат продольного точения, токарный шестишпиндельный горизонтальный прутковый автомат, токарный восьмпшпиндельный вертикальный полуавтомат, токарно-копировальный полуавтомат для обработки профиля кулачков распределительного вала специализированный и т.п. Основные ...
... - определить тип производства и выбрать вид его организации - разработать технологический процесс сборки крана вспомогательного тормоза локомотива - разработать технологический процесс изготовления корпуса - проектирование технологической оснастки - планировка участка механосборочного цеха - экономическая часть. Основной задачей дипломного проекта является систематизация, закрепление и расширение ...
... концентрация пыли в выбросах цеха снизится и будет находится в пределах показателя ПДВ или будет превышать его незначительно. 6.3 Описание технологической схемы очистки выбросов цеха литья пластмасс В цехе литья пластмасс основными источниками загрязнения атмосферного воздуха являются термопластавтоматы в количестве 12 штук и сушильные шкафы, в которых ведется подготовка материала к ...
0 комментариев