Навигация
Определение числа оборотов шпинделя за время выполнения каждого рабочего перехода
16801
знак
0
таблиц
2
изображения
3.3. Определение числа оборотов шпинделя за время выполнения каждого рабочего перехода
nпер.= l/s - число оборотов шпинделя за переход
nпер.= 80/2,5 = 32 об. - для револьверного суппорта
nпер.= 25/2,5 = 10 об. - для поперечного суппорта
Траб.= 60*S nпер./nшп - время, затраченное на рабочие переходы
Траб.= 60*(32+32+10)/160 = 27,8 с
Тхол.= 0 с
Тмаш.= Траб. + Тхол.= 27,8 с - расчетное машинное время на изготовление одной детали - время одного оборота распределительного вала станка, уточняем его по паспорту автомата 1Б124.
Ближайшие значения Тмаш.= 27,8 с будут 27,5 с и 25,7 с, выбираем Тмаш.= 25,7 с, ему соответствует число оборотов шпинделя равное 64, т.е. два перехода револьверного суппорта - одна навитая пружина, nц= 64 об.
Из таблицы паспорта выбираем числа зубьев сменных колес:
c= 45, d= 71, e= 80, f= 27.
Цикловая производительность автомата:
Qц= 1/Тмаш.* 60 = 1*60/27,5 = 2,33 шт/мин.
Расчет кулачков
Для каждого перехода определяем начальный радиус Rн на кулачке, откуда начинается рабочий ход, и конечный радиус Rк , где он заканчивается, а также число сотых делений на каждый рабочий участок.
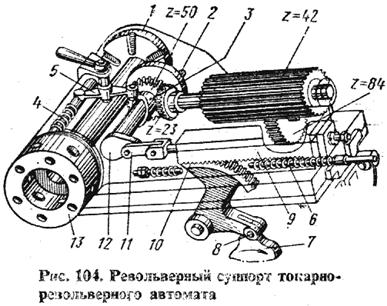
Расчет кулачка револьверного суппорта
Число сотых делений окружности кулачка:
a пер = a раб * nпер / S nпер
a пер = 100 * 32/32 =100 сотых
Т. к. на переходе 1 расстояние от торца шпинделя до револьверной головки равно минимально допустимому (64 мм), то Rк равно максимальному радиусу Rmax заготовки кулачка, которая приведена в паспорте станка:
Rк= Rmax= 120 мм.
Rн= Rmax- (L - Lmin), где L - расстояние между торцом шпинделя и револьверной головкой, мм; Lmin - наименьшее значение расстояния между торцом шпинделя и револьверной головкой, мм.
Rн= (120 - 64) - 144 = 40 мм.
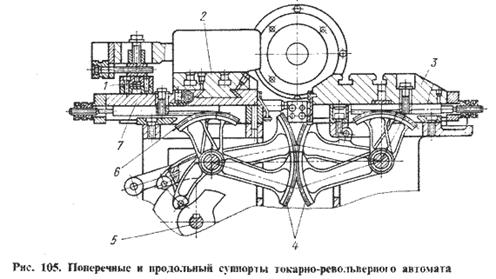
Расчет кулачка поперечного суппорта
Число сотых делений окружности кулачка:
a пер = a раб * nпер / S nпер
a пер пауз = 100 * 10/32 = 31,45 = 31,5 сотых
a пер под. = 100 - 31,5 = 68,5 сотых
Т. к. на переходе 1 расстояние от оси шпинделя до поперечного суппорта равно минимально допустимому (10 мм), то Rк равно максимальному радиусу Rmax заготовки кулачка, которая приведена в паспорте станка:
Rк= Rmax= 76 мм.
Rн= (Rmax + Lmin) - L, где L - расстояние между осью шпинделя и поперечным суппортом, мм; Lmin - наименьшее значение расстояния между осью шпинделя и револьверной головкой, мм.
Rн= (76 + 10) - 35 = 51 мм.
Наладку токарного автомата производят в соответствии с картой наладки (табл. 1). Наладка включает в себя: подготовку; установку сменных зубчатых колес; установку и регулирование кулачков револьверного и поперечного суппортов; установку и регулирование отрезного устройства и механизма правки проволоки; проверку работы установки при навивке нескольких пружин и работу механизма автоматического отключения (блокировки).
Оснащение устройством ЧПУ
На рис. 4.1 представлена блок-схема СЧПУ. С устройства ввода программы 1 технологическая информация поступает в устройство усиления сигнала УУ, затем в блок согласования БС и на исполнительный механизм (револьверный суппорт - обеспечивает подачу оправки и отрезного устройства), отрабатывающий геометрическую и технологическую информацию. Датчик Д контролирует положение исполнительного механизма и корректирует его перемещение через блок БС. После отработки этой части программы сигнал с датчика Д исполнительного механизма поступает на датчик Д проверяющий наличие проволоки в механизме подачи. При ее отсутствии сигнал поступает в БС первого исполнительного механизма и станок отключается. Иначе сигнал поступает в блок согласования БС и привод следующего исполнительного механизма (поперечный суппорт - подает проволоку). Его работа контролируется и корректируется датчиком Д. После завершения этой части программы сигнал с датчика Д поступает в блок согласования БС первого исполнительного механизма и рабочий цикл повторяется.
Рис. 4.1.
Используется замкнутая контурная система ЧПУ, датчики обратной связи - линейные и круговой индуктоксины, привод подач - шаговый (дискретный) двигатель.
ЗАКЛЮЧЕНИЕ
Разработанное устройство для навивки пружин соответствует требованиям технического задания, является простым и легко настраиваемым и работает в замкнутом автоматическом цикле, допускает возможность использования ЧПУ.
ЛИТЕРАТУРА
Авторское свидетельство СССР №99454, кл. В 21 F 3/00, 1954.
Авторское свидетельство СССР №1069915, кл. В 21 F 35/00, 1984.
Паспорт станка мод. 1Б124. Л., 1963.
Батов В.П. Токарные автоматы и полуавтоматы. М., 1982.
Оганян А.А., Родинский Э.М. и др. Справочник по наладке токарных и токарно-револьверных автоматов. М., 1983.
Гусев И.Т. и др. Устройства числового программного управления. М.,1986.
Похожие работы
... станка отражаются основные признаки классификации: токарно-револьверный одношпиндельный прутковый автомат, токарный одношпиндельный автомат продольного точения, токарный шестишпиндельный горизонтальный прутковый автомат, токарный восьмпшпиндельный вертикальный полуавтомат, токарно-копировальный полуавтомат для обработки профиля кулачков распределительного вала специализированный и т.п. Основные ...
... - определить тип производства и выбрать вид его организации - разработать технологический процесс сборки крана вспомогательного тормоза локомотива - разработать технологический процесс изготовления корпуса - проектирование технологической оснастки - планировка участка механосборочного цеха - экономическая часть. Основной задачей дипломного проекта является систематизация, закрепление и расширение ...





... концентрация пыли в выбросах цеха снизится и будет находится в пределах показателя ПДВ или будет превышать его незначительно. 6.3 Описание технологической схемы очистки выбросов цеха литья пластмасс В цехе литья пластмасс основными источниками загрязнения атмосферного воздуха являются термопластавтоматы в количестве 12 штук и сушильные шкафы, в которых ведется подготовка материала к ...
0 комментариев