Навигация
D - координата середины поля допуска замыкающего звена
8376
знаков
0
таблиц
3
изображения
Связь допусков.
Метод максимума-минимума.
Т![]() =
=  Тi
Тi
Метод теоретико-вероятностный.
Т![]() = tD
= tD ![]()
 , где
, где
tD - коэффициент риска, который выбирают с учетом заданного
процента риска р.
![]() - коэффициент относительного рассеяния.
- коэффициент относительного рассеяния.
Связь предельных размеров звеньев.
![]() =
= ![]() +
+ ![]()
Способы решения прямой задачи.
Способ равных допусков.
Его принимают, если несколько составляющих звеньев имеют один порядок и могут быть выполнены с примерно одинаковой точностью, т.е. :
Т1 = Т2 = Т3 = … = Тn-1
Для метода max/min : Ti = ![]()
Для т/в метода: Тi = 
Расчетное значение допусков округляют до стандартных по ГОСТ 6639-69, при этом выбирают стандартные поля допусков предпочтительного применения.
Если для метода max/min равенство не точно, а для Т/В метода не выполняется неравенство ТD ![]() tD
tD ![]() в пределах 10%, то один из допусков корректируют.
в пределах 10%, то один из допусков корректируют.
Способ равных допусков прост, но на него накладываются ограничения: номинальные размеры должны быть близки и технология обработки деталей должна быть примерно одинакова.
Способ одного квалитета.
Этот способ применяют, если все составляющие цепь размеры могут быть выполнены с допуском одного квалитета и допуски составляющих размеров зависят от их номинального значения.
Для теоретико-вероятностного метода:
TD =  = aср.
= aср.
По условию задачи a 1 = a 2 = … =a n-1 = aср , где ai - число единиц допуска, содержащееся в допуске данного i-го размера:
aср = ![]()
Для метода min/max:
TD = aср![]() , aср
, aср ![]() =
= ![]()
При невыполнении этих условий один из допусков корректируется по другому квалитету. Ограничение способа -–сложность изготовления должна быть примерно одинакова.
Стандартный способ ГОСТ 16320 – 80
Для метода max/min: Тср = ![]()
Для т/в метода: Тср = 
С учётом величины номинальных размеров и сложности их изготовления и ориентируясь на Тср назначаются допуски на все составляющие звенья по ГОСТ 6656 – 69.
При необходимости один из допусков корректируется.
Этот способ не имеет ограничений, но у него существует недостаток: он субъективный ( не подлежит автоматизации)
Обоснование выбора способа решения.
Так как сложность изготовления деталей нашего механизма разные и технология изготовления и обработки тоже разная, а так же номинальные размеры деталей отличаются на порядок ( А1 и А2 ), то мы не можем применить способ равных допусков и способ одного квалитета. Мы буде применять стандартный способ.
2.5. Методы решения размерных цепей.
Метод максимума - минимума ( max / min )
В этом методе допуск замыкающего размера определяется арифметическим сложением допусков составляющих размеров.
Т![]() =
= 
Метод учитывает только предельные отклонения звеньев размеров цепи и самые неблагоприятные их сочетания, обеспечивает заданную точность сборки бес подгонки деталей – полную взаимозаменяемость. Этот метод экономически целесообразен лишь для машин невысокой точности или для цепей, состоящих из малого числа звеньев.
Теоретико-вероятностный метод ( Т / В )
При допуске ничтожно малой вероятности несоблюдения предельных значений замыкающего размера, значительно расширяются допуски составляющих размеров и тем самым снижается себестоимость изготовления деталей.
T![]() = t
= t![]()
Где: t![]() - коэффициент риска, который выбирается с учётом
- коэффициент риска, который выбирается с учётом
заданного процента риска p.
![]() i’ – коэффициент относительного рассеивания.
i’ – коэффициент относительного рассеивания.
Практическая часть.
Определение номинальных размеров замыкающих звеньев.
AD =  (2.3.1)
(2.3.1)
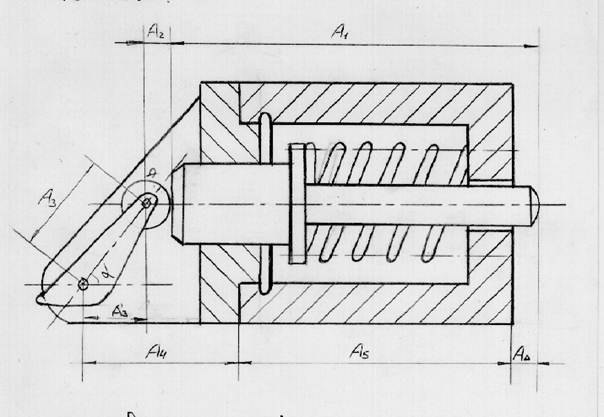
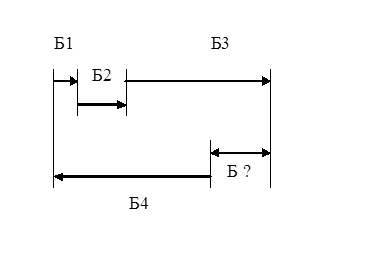
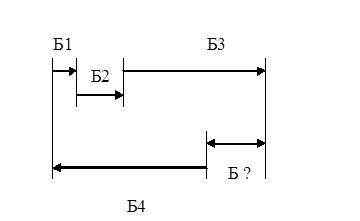
Определим, какие звенья увеличивающие, какие уменьшающие. Для этого построим схему размерной цепи.
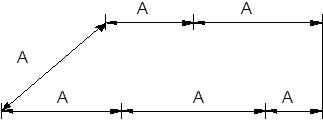
Рис.3.1 Схема размерной цепи. Приведем схему размерной цепи к плоской параллельной схеме.
Рис.3.2Схема плоской параллельной размерной цепи. А3¢ = А3*Cos a = 100 * Cos42° = 74.3мм.
Из рис. 3.2 следует, что : А1, А2, А3 -увеличивающие; А4, А5 - уменьшающие размеры.
Следовательно:
x 1 = x 2 = x 3 = 1 , а x 4 = x 5 = -1
Подставляем в формулу 2.3.1
АD = А1 + А2 + А3’ - А4 - А5 = 175 + 20 + 74,3 – 110 – 153 = 6,3 мм.
АD > 0 >>>>>> вылет поршня.
Назначение допусков.
D ![]() = +0,12
= +0,12
D ![]() = 0
= 0
ТD = D ![]() - D
- D ![]() = +0,12 + 0 = 0,12
= +0,12 + 0 = 0,12
Метод максимума – минимума.
Рассчитываем средний допуск.
![]() =
= ![]() =
= ![]() = 0,024
= 0,024
Ориентируемся на средний допуск с учетом сложности изготовления детали и величины ее номинального размера.
Таблица 3.2.1.2.
| Сложность изготовления | Номинальный размер |
|
| Max A A A A Min A | A A A A A | A A A A |
Максимальный допуск назначаем на размер A![]() . Несколько меньший допуск назначаем на A
. Несколько меньший допуск назначаем на A![]() и A
и A![]() . Номинальный допуск назначаем на размер A
. Номинальный допуск назначаем на размер A![]() . Мы назначаем max допуск на размер A
. Мы назначаем max допуск на размер A![]() , т.к. этот размер является межосевым расстоянием между двумя отверстиями сложной формы. Для назначения допусков на размеры используем ГОСТ 6636-69 разд. Ra10:
, т.к. этот размер является межосевым расстоянием между двумя отверстиями сложной формы. Для назначения допусков на размеры используем ГОСТ 6636-69 разд. Ra10:
Т![]() = 0,05 мм.
= 0,05 мм.
T4 = Т5 = 0,025 мм.
Т2 = Т1 = 0,01 мм.
Проверяем правильность назначения допусков.
ТD =  = 0,05 + 0,025 + 0,025 + 0,01 + 0,01 = 0,12 мм.
= 0,05 + 0,025 + 0,025 + 0,01 + 0,01 = 0,12 мм.
Допуски назначены верно.
Теоретико-вероятностный метод.
![]() Т
Т ![]() t
t![]()
 не более 10%
не более 10%
Рассчитываем средний допуск.
Тср =  =
=  =
=  =0,0454 мм
=0,0454 мм
t![]() = 2,57 для р = 1%
= 2,57 для р = 1%
Ориентируемся на средний допуск с учетом сложности изготовления детали и ее номинального размера. Для назначения допусков используем ГОСТ 6636-69 ряд Rа20:
Т![]() = 0,1 , T4 = T5 =0,04, T1 = 0,02, T2 = 0,01
= 0,1 , T4 = T5 =0,04, T1 = 0,02, T2 = 0,01
T![]()
![]() t
t![]() =
=
=2,57  =
=
=2,57 ![]() =
=
=2,57 ![]() = 0,1119
= 0,1119
0,12 > 0,1119 на 6,75% ![]() Допуски назначены верно.
Допуски назначены верно.
Назначение координат середин полей допусков составляющих звеньев.
D ![]() =
= ![]()
![]() , где
, где ![]() - назначается произвольно из конструктивных соображений. После расчета предельные отклонения не должны иметь четвертого знака после запятой.
- назначается произвольно из конструктивных соображений. После расчета предельные отклонения не должны иметь четвертого знака после запятой.
D ![]() =
=  мм
мм
Чаще всего для наружных размеров ![]() = -
= -![]()
для внутренних размеров ![]() =
= ![]()
Для метода max/min
 мм
мм
 мм
мм
 мм
мм

 мм
мм
 мм
мм
Проверка  = 0,005+0,005+0,025+0,0125+0,0125= 0,01+0,025+0,025 = +0,06
= 0,005+0,005+0,025+0,0125+0,0125= 0,01+0,025+0,025 = +0,06
Для теоретико-вероятностного метода
![]() мм
мм
![]() 0
0
 мм
мм
 мм
мм
![]() -
- мм
мм
Проверка = 0,01 + 0,05 + 0,02(-1) - 0,02(-1) = +0,06
Определение верхних и нижних отклонений
 ;
; 
Для метода максимума-минимума
 0,005 +
0,005 +  +0,01 мм
+0,01 мм
 0,005 +
0,005 +![]() = +0,01 мм
= +0,01 мм
 0,025 +
0,025 +![]() = +0,05 мм
= +0,05 мм
 -0,0125 +
-0,0125 +  = 0
= 0
 -0,0125 +
-0,0125 + = 0
= 0
![]()
 = -0,0125 +
= -0,0125 +  = 0
= 0
 0
0
 0,025 -
0,025 -  0
0
 -0,025 мм
-0,025 мм
 -0,025 мм
-0,025 мм
Для теоретико-вероятностного метода
![]() = 0,01+
= 0,01+ +0,02 мм
+0,02 мм ![]() 0,01- 0
0,01- 0
![]() 0 +
0 +  +0,005 мм
+0,005 мм ![]() 0 -
0 - -0,005 мм
-0,005 мм
 мм
мм ![]() 0,05 - 0,1/2 =0
0,05 - 0,1/2 =0
 +0,04 мм
+0,04 мм  0
0
 0
0  -0,04 мм
-0,04 мм
Ответ
| Метод размер, мм | Максимума-минимума | Теоретико-вероятностный |
| А1 | 160 +0,01 | 160 +0,02 |
| А2 | 28 +0,01 | 28 ± 0,005 |
| А3 | 100 +0,05 | 100 +0,1 |
| А4 | 125 –0,025 | 125+0,04 |
| А5 | 135 –0,025 | 135-0,04 |
Похожие работы
... методом назначать более широкие допуски на составляющие звенья, допуская при этом у некоторой небольшой части изделий выход размеров замыкающего звена за пределы поля допуска. 4. Литература. 1. Методические указания к курсовой работе по курсу ”Взаимозаменяемость, стандартизация и технические измерения”. Расчет размерных цепей. Расчет кинематической точности кинематических передач и цепей.
... где DoD = (DвD+DнD)/2 , Doi = (Dвi+ Dнi)/2 соответствено координаты середин полей допусков замыкающего и составляющих звеньев размерной цепи. 2.3.3. Основные методы расчета размерных цепей. В размерных цепях, в которых должна быть обеспечена 100%-ая взаимозаменяемость, допуски расчитываются по методу максимума-минимума. Методика расчета по этому методу достаточно проста, однако при этом ...
... и технологом. По заданным размерам, допускам и предельным отклонениям составляющих звеньев определяют параметры замыкающего звена. Это задача проверочная или обратная и решается технологом. Для расчета размерных цепей применяют два метода: метод максимум минимум и вероятностный. Для достижения требуемой точности замыкающего звена размерной цепи существует пять методов: полной, неполной, ...
... и экономически. Сужение ряда ведет к увеличению серийности, а следовательно снижению трудоемкости и себестоимости, но может вызывать излишние затраты при эксплуатации. 2. Выбор и расчет посадок для гладких соединений 2.1 Выбор посадок по аналогии Задание: начертить узел, обозначить позициями детали угла или пронумеровать их. Подобрать по аналогиям с обоснованием стандартные посадки для ...
0 комментариев