В.И. Бутенко, В.В. Гусев, Л.П. Калафатова
Таганрогский государственный радиотехнический университет,
Донецкий национальный технический университет
В настоящее время в мире наблюдается тенденция производства изделий из неметаллических и композиционных материалов, которые все шире заменяют металлы во многих отраслях промышленности. Особое место среди неметаллических материалов занимает конструкционная керамика. Работы по керамическим материалам во всем мире резко интенсифицируются. При получении изделий из КК каждая предыдущая стадия изготовления оказывает решающее влияние на последующие. При использовании КК в деталях с точными размерами без окончательной механической обработки обойтись не возможно. Главным препятствием является высокая твердость и хрупкость КК. Широкое и успешное применение в промышленности технической керамики определяется разработкой эффективных технологических процессов обработки таких материалов, обеспечивающих повышение производительности обработки при обеспечении высоких эксплуатационных свойств деталей.
Характер разрушения материалов при механической обработке можно предсказать, пользуясь феноменологическим критерием прочности, предложенным Г.С. Писаренко и А.А. Лебедевым на основе многочисленных теоретических и экспериментальных исследований [1]. В соответствии с этим критерием параметр X характеризует степень участия в разрушении сдвиговых деформаций, приводящих к предразрушеиию и затем к разрушению. Для ситаллов и керамики параметр X находится в пределах от 0,04 (АС-418, АС-370) до 0,14 (Si3N4). Таким образом, рассматриваемые материалы близки к идеально хрупким материалам, в которых связи между напряжениями и деформациями подчиняются закону Гука вплоть до разрушения. Критерий разрушения преобразуется в соответствующее уравнение теории максимальных растягивающих напряжений. Данный критерий согласуется с подходами механики квазихрупкого разрушения. Лишь введением дефектов в модель материала, задаваемых их определяющими параметрами, можно отразить реальность строения поверхностного слоя после механической обработки. В работе будем рассматривать влияние на прочность и разрушение тел наиболее опасных дефектов - трещин. Дефекты структурного низшего уровня в модели распределены равномерно и учитываются прочностной характеристикой материала, в качестве которой возьмем величину сопротивления материала развитию трещин при разрыве (Klc).
Целью работы, которая выполнялась в соответствии с грантом Т02-06.3-65 Минобразования России 2002, является исследование влияния режимов шлифования и физико-механических свойств керамики на составляющие силы резания при шлифовании керамики и формирование поверхностного слоя деталей при алмазном шлифовании.
Исследования были выполнены при плоском однопроходном врезном шлифовании периферией круга 1А1 250x76х20 АС-6 125/100-4-М2-01. Перед экспериментом круг подвергался правке электроэрозионным методом. В качестве исследуемых материалов были приняты Al2O3(Cп), Al2O3(Гп), Si3N4(Гп), ZrO2. Так как твердость по Виккерсу HV и статическая трещиностойкость Klc керамических материалов сильно зависят от фазового состава и метода получения, то физико-механические свойства керамики определялись методом индентирования на образцах, которые подвергались и дальнейшем механической обработке. Испытания проводились на твердомере ТП-2 при нагрузке 150 Н. В качестве математической модели, описывающей связь составляющих сил шлифования с режимами обработки и физико-механическими свойствами обрабатываемого материала (ОМ), была принята степенная зависимость. Для исследования структуры нарушенного при обработке поверхностного слоя керамических образцов использовался метод люминесцентной дефектоскопии [2].
Для установления зависимости сил резания от физико-механических свойств (ОМ) был проведен корреляционный анализ значений сил резания в зависимости от трещиностойкости Klc, индекса хрупкости HV/Klc, параметров Klc4/HV3 и (Klc*HV)0,8/E0,6 (определяющих соответственно образование радиальных и боковых трещин [3]). Наиболее высокие значения коэффициента корреляции (в пределах от 0,999 до 0,7) были получены между нормальной составляющей силы резания, индексом хрупкости и значением критической силы при индентировании, при которых образуются медианные трещины (Klc4/HV3).
При увеличении индекса хрупкости с 2 до 5 для всех рассматриваемых материалов уменьшается нормальная составляющая силы резания. Это связано, прежде всего, со снижением доли пластических деформаций при резании материала алмазным зерном, так как снижается предельная глубина перехода от пластических деформаций к хрупкому разрушению керамики. В результате проведенных экспериментальных исследований и последующей статической обработки данных были получены математические модели нормальной удельной (на единицу ширины шлифовального круга) составляющей силы шлифования с учетом индекса хрупкости материала
Pyн=127(HV/Klc)0,52Vд0,35*t0,53*Vк-0,46.
С ростом режимов резания температура на поверхности заготовки увеличивается, а твердость ОМ в зоне резания уменьшается. При этом индекс хрупкости возрастает, что приводит к увеличению доли пластических деформаций при разрушении материала припуска, а следовательно, и сил резания.
С другой стороны, критический размер медианной трещины, при которой она начинается развиваться: устойчивым образом при индентировании, обратно пропорционален квадрату индекса хрупкости материала[3]:
lм=Kм/(HV/Klc)2, (1)
где - Kм постоянная.
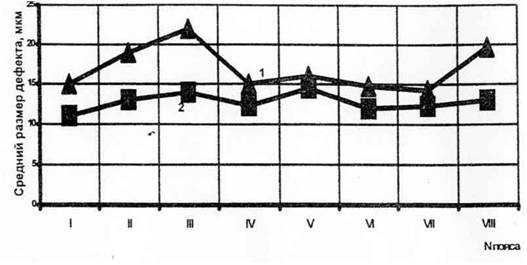
Экспериментальные исследования поверхностного слоя керамических образцов показали [4], что условные плотности распределения поверхностных дефектов по полудлине их размеров адекватно описываются упрощенным B-распределением. Плотность распределения дефектов по длине имеет вид
f(l)=r+1/lmax(1-l/lmax)r,
где r - параметр трещиноватости; lmax - максимальная полудлина трещин.
Как показали экспериментальные исследования, максимальная величина полудлины обработочных дефектов в поверхностном слое керамики определяется зависимостью (1). Чем меньше индекс хрупкости материала, а, следовательно, больше величина критической медианной трещины при индентировании, тем больше значение полудлины максимальной обработочной трещины в поверхностном слое. Для исследуемых материалов были получены регрессионные зависимости параметра трещиноватости от нормальной удельной составляющей силы резания Pyн. Корреляционное отношение имеет вид
r=B*Pyн-d,
где B,d - постоянные, зависящие от режима резания свойств ОМ.
Полученные результаты свидетельствуют, что силы резания и повреждаемость поверхностного слоя керамики при алмазном шлифовании зависят от физико-механических характеристик - трещиностойкости и твердости по Виккерсу. Таким образом, обрабатываемость керамических материалов и формирование дефектного слоя в них согласуются с подходами механики квазихрупкого разрушения. Это позволяет прогнозировать качество изделий из керамики по результатам разрушения материалов при индентировании, осуществлять выбор режимов резания из условий формирования эксплуатационных показателей поверхностного слоя изделий.
Список литературы: 1. Панасюк В.В. Механика квазихрупкого разрушения. – Киев: Наукова думка, 1991. - 416 с. 2. Дубовик В.Н., Райхель А.М. Дефектность и уровни прочности ситаллов //Проблемы прочности.-1984. - №7. - С.79-84. 3. Морозов Е.М., Зернин М.В. Контактные задачи механики разрушения-М.: Машиностроение, 1999.-544с. 4. Гусев В.В. Обеспечение эксплуатационных характеристик поверхностного слоя конструкционной керамики // Справочник. Инженерный журнал с приложением. - М.: Машиностроение. Приложение №9 к журналу Инженерия поверхности, 2002. - С.2
Похожие работы
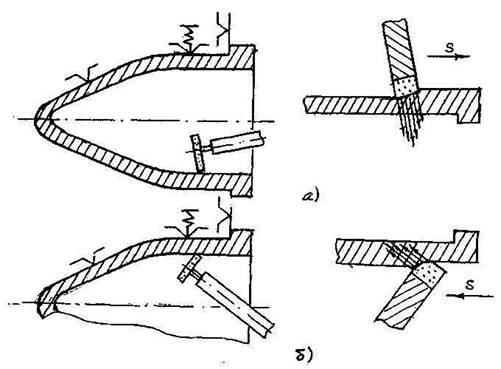
... результирующей силы резания непосредственно в обрабатываемый материал, увеличивая дефектность. Проведенные исследования позволили установить влияние схемы шлифования и уровня напряженно-деформированного состояния материала в зоне резания на дефектность обработанной поверхности изделий и их прочность при обработке цилиндрической и конической частей детали. Для этого на образцах, вырезанных из ...
... поверхностей деталей, также как и к их точности, должны являться основными исходными пунктами при разработке любого варианта технологического процесса. Основными этапами изготовления деталей из керамики являются: – химический анализ и подготовка исходного керамического сырья; – тонкий помол и смешивание компонентов; – формование заготовки изделия; – механическая обработка необожженных ...
... основе допустимой разницы температур в теле изделия при его нагреве и охлаждении, получили, что общая продолжительность обжига составляет не более 29 ч. Годовая производительность печи на ОАО «Ивановский завод керамических изделий» Рг = 9 млн.шт/год. Единовременная емкость туннельной печи G = 31000 шт. Количество оборотов печи в год , (2.9) об. Число рабочих дней в год , (2.10) ...

... (переработка материала): прессование, литье под давлением, выдувание, напыление, окунание и т.д.; 4. Доработка изделия: декоративная отделка, термообработка, механическая обработка и т.д. 1.2 Технологические особенности переработки полимерных материалов в изделия методом горячего прессования Прямое (компрессионное) горячее прессование. При компрессионном прессовании предварительно ...
0 комментариев