Навигация
Абсорбер тарельчатого типа
23513
знаков
1
таблица
1
изображение
Содержание
Введение
1. Расчет тарельчатой абсорбционной колонны
2. Порядок расчета
3. Выбор типа контактного устройства
4. Расчет проходного диаметра штуцеров колонны и выбор фланцев
5. Выбор насосов и вентиляторов
6. Расчет кожухотрубчатого теплообменника
7. Тепловой расчет
8. Расчет трубных решеток и фланцев кожуха
Список литературы
Введение
Абсорбцией называют процесс поглощения газа жидким поглотителем, в котором газ растворим в той или иной степени. Обратный процесс — выделение растворенного газа из раствора — носит название десорбции.
В абсорбционных процессах (абсорбция, десорбция) участвуют две фазы —жидкая и газовая и происходит переход вещества из газовой фазы в жидкую при абсорбции) или, наоборот, из жидкой фазы в газовую (при десорбции). Таким образом, абсорбционные процессы являются одним из видов процессов массопередачи.
На практике абсорбции подвергают большей частью не отдельные газы, а газовые смеси, составные части которых (одна или несколько) могут поглощаться данным поглотителем в заметных количествах. Эти составные части называют абсорбируемыми компонентами или просто компонентами, а непоглощаемые составные части — инертным газом.
Жидкая фаза состоит из поглотителя и абсорбированного компонента. Во многих случаях поглотитель представляет собой раствор активного компонента, вступающего в химическую реакцию с абсорбируемым компонентом; при этом вещество, в котором растворен активный компонент, будем называть растворителем.
Инертный газ и поглотитель являются носителями компонента соответственно в газовой и жидкой фазах. При физической абсорбции (см. ниже) инертный газ и поглотитель по расходуются и не участвуют в процессах перехода компонента из одной фазы в другую. При хемосорбции (см. ниже) поглотитель может химически взаимодействовать с компонентом.
Санитарной очистки газов, отбросный раствор, сливаемый (после обезвреживания) в канализацию.
Сочетание абсорбции с десорбцией позволяет многократно использовать поглотитель и выделять абсорбированный компонент в чистом виде. Для этого раствор после абсорбера направляют на десорбцию, где происходит выделение компонента, а регенерированный (освобожденный от компонента) раствор вновь возвращают на абсорбцию. При такой схеме (круговой процесс) поглотитель не расходуется, если не считать некоторых его потерь, и все время циркулирует- через систему абсорбер — десорбер — абсорбер.
В некоторых случаях (при наличии малоценного поглотителя) в процессе проведения десорбции отказываются от многократного применения поглотителя. При этом регенерированный в десорбере поглотитель сбрасывают в канализацию, а в абсорбер подают свежий поглотитель.
Условия, благоприятные для десорбции, противоположны условиям, способствующим абсорбции. Для осуществления десорбции над раствором должно быть заметное давление компонента, чтобы он мог выделяться в газовую фазу. Поглотители, абсорбция в которых сопровождается необратимой химической реакцией, не поддаются регенерации путем десорбции. Регенерацию таких поглотителей можно производить химическим методом.
Области применения абсорбционных процессов в химической и смежных отраслях промышленности весьма обширны. Некоторые, из этих областей указаны ниже:
Получение готового продукта путем поглощения газа жидкостью. Примерами могут служить: абсорбция SO3 в производстве серной кислоты; абсорбция НС1 с получением соляной кислоты; абсорбция окислов азота водой (производство азотной кислоты) или щелочными растворами (получение нитратов) и т. д. При этом абсорбция проводится без последующей десорбции.
Разделение газовых смесей для выделения одного или нескольких ценных компонентов смеси. В этом случае применяемый поглотитель должен обладать возможно большей поглотительной способностью по отношению к извлекаемому компоненту и возможно меньшей по отношению к другим составным частям газовой смеси (избирательная, или селективная, абсорбция). При этом абсорбцию обычно сочетают с десорбцией в круговом процессе. В качестве примеров можно привести абсорбцию бензола из коксового газа, абсорбцию ацетилена из газов крекинга или пиролиза природного газа, абсорбцию бутадиена из контактного газа после разложения этилового спирта и т. п.
Очистка газа от примесей вредных компонентов. Такая очистка осуществляется прежде всего с целью удаления примесей, не допустимых при дальнейшей переработке газов (например, очистка нефтяных и коксовых газов от Н2S, очистка азотноводородной смеси для синтеза аммиака от СО2 и СО, осушка сернистого газа в производстве контактной серной кислоты и т. д.). Кроме того, производят санитарную очистку выпускаемых в атмосферу отходящих газов (например, очистка топочных газов от SO2; очистка от С12 абгаза после конденсации жидкого хлора; очистка от фтористых соединений газов, выделяющихся при производстве минеральных удобрений, и т. п.).
В рассматриваемом случае извлекаемый компонент обычно используют, поэтому его выделяют путем десорбции или направляют раствор на соответствующую переработку. Иногда, если количество извлекаемого компонента очень мало и поглотитель не представляет ценности, раствор после абсорбции сбрасывают в канализацию.
Улавливание ценных компонентов из газовой смеси для предотвращения их потерь, а также по санитарным соображениям, например рекуперация летучих растворителей (спирты, кетоны, эфиры и др.).
Следует отметить, что для разделения газовых смесей, очистки газов и улавливания ценных компонентов наряду с абсорбцией применяют и иные способы: адсорбцию, глубокое охлаждение и др. Выбор того или иного способа определяется технико-экономическими соображениями. Обычно абсорбция предпочтительнее в тех случаях, когда не требуется очень полного извлечения компонента.
При абсорбционных процессах массообмен происходит на поверхности соприкосновения фаз. Поэтому абсорбционные аппараты должны иметь развитую поверхность соприкосновения между газом и жидкостью. Исходя из способа создания этой поверхности абсорбционные аппараты можно подразделить на следующие группы:
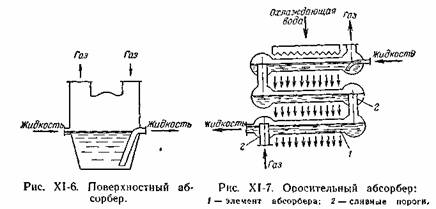
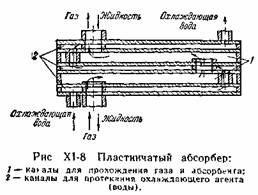
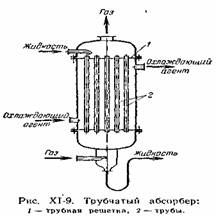
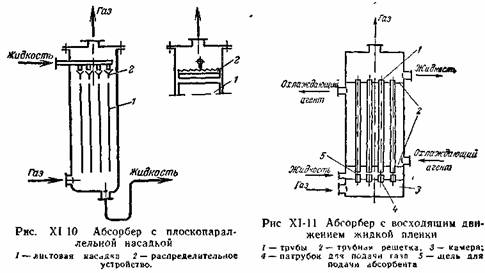
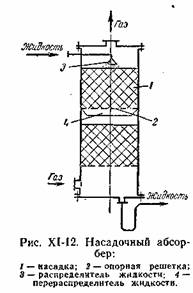
а) Поверхностные абсорберы, в которых поверхностью контакта между фазами является зеркало жидкости (собственно поверхностные абсорберы) или поверхность текущей пленки жидкости (пленочные аб сорберы). К этой же группе относятся насадочные абсорберы, в кото рых жидкость стекает по поверхности загруженной в абсорбер насадки из тел различной формы (кольца, кусковой материал и т. д.), и меха нические пленочные абсорберы (с. 321). Для поверхностных абсорбе ров поверхность контакта в известной степени определяется геометри ческой поверхностью элементов абсорбера (например, насадки), хотя во многих случаях и не равна ей.
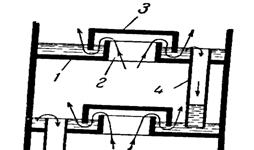
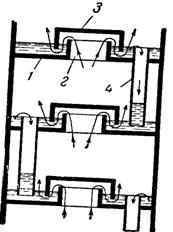
б) Барботажные абсорберы, в которых поверхность контакта раз вивается потоками газа, распределяющегося в жидкости в виде пу зырьков и струек. Такое движение газа (барботаж) осуществляется путем пропускания его через заполненный жидкостью аппарат (сплошной барботаж) либо в аппаратах колонного типа с различного типа тарелками. Подобный характер взаимодействия газа и жидкости наблюдается также в насадочных абсорберах с затопленной насадкой.
В эту же группу входят барботажные абсорберы с перемешиванием жидкости механическими мешалками. В барботажных абсорберах поверхность контакта определяется гидродинамическим режимом (расходами газа и жидкости).
в) Распыливающие абсорберы, в которых поверхность контакта образуется путем распыления жидкости в массе газа на мелкие капли. Поверхность контакта определяется гидродинамическим режимом (расходом жидкости). К этой группе относятся абсорберы, в которых распыление жидкости производится форсунками (форсуночные, или полые, абсорберы), в токе движущегося с большой скоростью газа (скоростные прямоточные распыливающие абсорберы) или вращающимися механическими устройствами (механические распыливающие абсорберы).
Приведенная классификация абсорбционных аппаратов является условной, так как отражает не столько конструкцию аппарата, сколько характер поверхности контакта. Один и тот же тип аппарата в зависимости от условий работы может оказаться при этом в разных группах. Например, насадочные абсорберы могут работать как в пленочном, так и в барботажном режимах. В аппаратах с барботажными тарелками возможны режимы, когда происходит значительное распыление жидкости и поверхность контакта образуется в основном каплями.
Из различных типов аппаратов в настоящее время наиболее распространены насадочные и барботажные тарельчатые абсорберы. При выборе типа абсорбера нужно в каждом конкретном случае исходить из физико-химических условий проведения процесса с учетом технико-экономических факторов.
Основные размеры абсорбера (например, диаметр и высота) определяют путем расчета, исходя из заданных условий работы (производительность, требуемая степень извлечения компонента и т. д.). Для расчета необходимы сведения по статике и кинетике процесса. Данные по статике находят из справочных таблиц, рассчитывают при помощи термодинамических параметров или определяют опытным путем. Данные по кинетике в значительной степени зависят от типа аппарата и режима его работы. Наиболее надежны результаты экспериментов, проведенных при тех же условиях. В ряде случаев подобные данные отсутствуют и приходится прибегать к расчету или опытам.
В настоящее время еще нет вполне надежного метода, позволяющего определять коэффициент массопередачи путем расчета либо на основе лабораторных или модельных опытов. Однако для некоторых типов аппаратов можно найти коэффициенты массопередачи с достаточно большой точностью при помощи расчета или сравнительно простых опытов.
1. Расчет тарельчатой абсорбционной колонны
В качестве исходных данных задаются следующие величины:
1. Объемный расход поступающей газовой фазы в колонну: Vг=16000 Нм3/ч
2. Содержание поглощаемого компонента в поступающем газе: ун = 30 %
3. Степень извлечения: α = 95 %
4. Начальное содержание поглощаемого компонента в абсорбенте массовая доля: xвн = 0 %
5. Конечное содержание поглощаемого компонента в абсорбенте массовая доля xвк = 0,45 %
6. Температура поступающей газовой смеси в колонну t = 20 ° С
7. Давление в колонне Р = 1.013 МПа
В результате расчета определяются: La, Dk, Noбщ, ΔРт, Нмт.
2. Порядок расчета
1. Начальная относительная мольная концентрация поглощаемого компонента газовой фазы при входе в абсорбер
![]() =0,538
=0,538 ![]()
2. Конечная относительная мольная концентрация поглощаемого компонента газовой фазы при выходе из абсорбера
 =0,027
=0,027 ![]()
3. Начальная относительная мольная концентрация поглощаемого компонента в абсорбенте при входе в абсорбер:
Мпк = 44 ![]() СО2
СО2
Ма = 18 ![]() Вода
Вода
Мнг = 29 ![]() Воздух
Воздух
 =0 %
=0 %
4. Конечная относительная мольная концентрация поглощаемого компонента в абсорбенте при выходе из абсорбера
 =0,002 %
=0,002 %
5. Объемный расход инертной составляющей газовой фазы (норм.усл.)
 =8450
=8450 ![]()
6. Мольный расход поглощаемого компонента
![]()
 =193
=193 ![]()
7. Мольный расход абсорбента (инертной составляющей жидкой фазы)
 =95793,9
=95793,9 ![]()
8. Молекулярный вес газовой фазы
 =34,25
=34,25 ![]()
9; Плотность газовой фазы
 = 14,246 кг/м3
= 14,246 кг/м3
10. Объемный расход газовой фазы, входящей в абсорбционную колонну
 =0,336
=0,336 ![]()
11. Мольный расход газовой фазы, поступающей в абсорбционную колонну
 =503,8
=503,8 ![]()
12. Определяется диаметр колонны
Предельно допустимая скорость газовой фазы (условие превышения 10% уноса жидкой фазы с газовой) рассчитывается для ситчатых тарелок как
 =0,419
=0,419 ![]()
wг- рабочая скорость газовой фазы в свободном сечении колонны, которая составляет
![]() =0,335
=0,335 ![]()
 =1,131 м.
=1,131 м.
Принимаем Dk=1,2 м
Выбираем материал Сталь Ст3.
При температуре 20 °С:
σ=140 МПа [3, стр. 394, таб. 13,1]
Коэффициент прочности сварных швов:
Ψ=1 [3, стр. 395, таб. 13,3]
Толщина стенки аппарата:
![]() =4,357 мм
=4,357 мм
Принимаем с запасом толщину стенки s=10 мм [3, стр. 211]
Найдем толщину эллиптического приварного днища, при R=D, H=0.25D, где: R – радиус кривизны днища. D – диаметр аппарата, H – высота днища без учета цилиндрической отбортовки.
![]() =2,175 мм
=2,175 мм
Принимаем толщину днища равную толщине аппарата s=10 мм.
13. По принятой площади свободного сечений отверстий fотв = 10 выраженной в % от общей площади свободного сечения аппарата, рассчитывается скорость газа в отверстиях тарелки
![]() =3,351
=3,351 ![]()
14. Принимается отношение площади свободного сечения сегмента перешивного устройства к площади тарелки 10%, т.е. R=0,1 и определяется площадь свободного сечения переливного устройства
![]() =0,113 м2
=0,113 м2
15. Скорость жидкой фазы в переливном устройстве:
![]() =4,237
=4,237 ![]()
16. Гидравлическое сопротивление тарелки от сил поверхностного натяжения:
σ = 0,0728 [4, стр. 501, таб. XXII]
![]() =44,8 Па
=44,8 Па
17. Статическое сопротивление слоя жидкости
![]() =191,3 Па
=191,3 Па
18. Высота статического слоя жидкости
![]()
![]() =0,02 м
=0,02 м
19. Сопротивление сухой тарелки ξ = 1,5 для сетчатых тарелок [ 3, стр. 210]
![]() =120 Па
=120 Па
20. Общее сопротивление тарелки
![]() =356 Па
=356 Па
21. Высота жидкости в переливном устройстве
![]() =0,066 м
=0,066 м
22. Минимальное расстояние между тарелками, обеспечивающее гидрозатвор в сливном патрубке
![]() =0,045 м
=0,045 м
Выбираем Hмт =500
23. Вязкость газовой фазы
μпк = 1,46 ·10-5 Па · с
μиг = 1,84 ·10-5 Па · с [4, стр. 530, номогр. VI]
 =1.647 · 10-5 Па · с
=1.647 · 10-5 Па · с
24. Кинетические коэффициенты процесса :
![]() =5651.9
=5651.9
D = 13.8 ·10-6 ![]() [1, стр. 71, табл. 11-2]
[1, стр. 71, табл. 11-2]
![]() =1,53 · 10-6
=1,53 · 10-6 ![]()
![]() =0,7535
=0,7535
![]() =0,0195
=0,0195
![]() =3445
=3445 ![]()
![]() =0,117
=0,117
![]() =6534,9
=6534,9
D = 1.8 ·10-9 ![]() [1, стр. 71, табл. 11-2]
[1, стр. 71, табл. 11-2]
![]() =555,6
=555,6
![]() =118560,8
=118560,8
![]() =0,249
=0,249 ![]()
Похожие работы
... . С помощью тарелок осуществляется направленное движение фаз и многократное взаимодействие жидкости и газа. В настоящее время в промышленности применяются разнообразные конструкции тарельчатых аппаратов. По способу слива жидкости с тарелок барботажные абсорберы можно подразделить на колонны: 1) с тарелками со сливными устройствами и 2) с тарелками без сливных устройств. Тарельчатые колонны со ...
... из абсорбера; 2) температура газовой смеси, поступающей на абсорбцию; 3) уровень жидкости в абсорбере. В большинстве случаев расход газовой смеси определяется технологическим режимом, т.е. абсорбционная установка должна переработать весь поступающий поток газа. Поэтому, например, при увеличении количества подаваемой в абсорбер газовой смеси возрастает концентрация извлекаемого компонента в ...
... выходе из абсорбера; температура газовой смеси, поступающей на абсорбцию; уровень жидкости в абсорбере. В большинстве случаев расход газовой смеси определяется технологическим режимом, то есть абсорбционная установка должна переработать весь поступающий поток газа. Поэтому, например, при увеличении количества подаваемой в абсорбер газовой смеси возрастает концентрация извлекаемого компонента в ...
... путем распыления жидкости в массе газа. Поверхность контакта и эффективность процесса в целом определяется дисперсностью распыленной жидкости. 1.2 Аппаратное оформление методов очистки промышленного газа от сероводорода Аппараты, в которых осуществляются абсорбционные процессы, называют абсорберами. Как и другие процессы массопередачи, абсорбция протекает на поверхности раздела фаз. ...
0 комментариев