Навигация
Разработка структурной схемы и алгоритма моделирования
36129
знаков
1
таблица
4
изображения
2.1 Разработка структурной схемы и алгоритма моделирования
Для моделирования систем массового обслуживания используется общецелевая система моделирования – GPSS. Это необходимо из-за того, что в практике исследования и проектирования сложных систем нередко встречаются системы, которые нуждаются в обработке большого потока заявок, проходящих через обслуживающие приборы.
Модели на GPSS состоят из малого числа операторов, в силу чего становятся компактными и соответственно широко распространёнными. Это объясняется тем, что в GPSS встроено максимально возможное число логических программ, необходимых для моделирующих систем. В него также входят специальные средства для описания динамического поведения систем, меняющихся во времени, причем изменение состояний происходит в дискретные моменты времени. GPSS очень удобен при программировании, поскольку интерпретатор GPSS многие функции выполняет автоматически.. В язык включены и многие другие полезные элементы. Например, GPSS обслуживает таймер модельного времени, планирует события, которые должны произойти позднее в течение времени моделирования, вызывает их своевременное появление и управляет очередностью поступления.
Для разработки структурной схемы проведем анализ технологического процесса сборки разрабатываемого модуля.
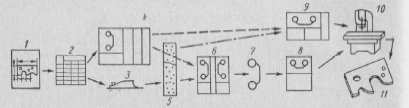
Для данного технологического процесса характерно последовательное выполнение технологических операций. Поэтому структурная схема будет иметь вид цепочки последовательно соединенных блоков, каждый из которых соответствует своей технологической операции и каждая из которых длится определенное время. Связующими звеньями данных блоков являются очереди, образуемые в результате выполнения каждой технологической операции, и объясняются различным временем выполнения каждой из них. Данная структурная схема составлена на основе схемы проектирования техпроцесса сборки проектируемого модуля (рис. 1.2) и представлена на рисунке 2.1.

Рисунок 2.1 – Структурная схема технологического процесса
В соответствии с данной схемой составим алгоритм модели.
Данный алгоритм содержит следующие блоки:
|
| – создает транзакты через определенное интервалы времени; |
|
| – занятие очереди транзактой; |
|
| – освобождение очереди; |
|
| – занятие прибора; |
|
| – освобождение прибора; |
|
| – задержка обработки транзакты. |




Все блоки записываются с первой позиции строки, сначала идет имя блока, а затем, через запятую, параметры. В записи параметров не должно быть пробелов. Если какой-то параметр в блоке отсутствует (задается по умолчанию), то соответствующая ему запятая остается (если это не последний параметр). Если в первой позиции строки стоит символ *,то эта строка с комментарием.
Опишем параметры некоторых блоков:
а). GENERATE A,B,C,D,E,F
Создает транзакты через определенные интервалы времени.
A – средний интервал времени между появлениями транзактов.
B – 1) если число, то это половина поля, в котором равномерно распределено значение интервала между появлениями транзактов [A-B,A+B];
2) если функция, то для определения интервала значение A умножается на значение функции.
C – момент времени появления первого транзакта.
D – предельное количество транзактов.
E – величина приоритета транзакта.
F – число параметров у транзакта и их тип (PB-байтовый целый, PH-полусловный целый, PF-полнословный целый, PL-с плавающей запятой).
б). TERMINATE A
Уничтожает транзакты из модели и уменьшает значение счетчика завершения на A единиц. Работа модели завершится, если счетчик завершения станет меньше или равен нулю. Если параметр A отсутствует, то блок просто уничтожает транзакты.
в). SEIZE A
Если прибор с именем A свободен, то транзакт занимает его (переводит в состояние "занято"), если нет, то ставится в очередь к нему. Именем прибора может быть числовой номер или последовательность от 3 до 5 символов.
г). RELEASE A
Транзакт освобождает прибор с именем A, т.е. переводит его в состояние "свободно".
д). ADVANCE A,B
Задерживает обработку транзакта данным процессом и планирует время начала следующего этапа обработки.
A - среднее время задержки.
B - имеет тот же смысл, что и для GENERATE.
е). QUEUE A
Собирает статистику о входе транзакта в очередь с именем A.
ж). DEPART A
Собирает статистику о выходе транзакта из очереди с именем A.
Похожие работы
... не только уменьшаться, например, за счет улучшения культуры производства и использования экологически более совершенного оборудования и технологий, но и увеличиваться, например, при введении новых технологических процессов, таких, как десульфуризация и денитрификация дымовых газов. Сточная вода - это вода, свойства которой изменены в результате бытовых, промышленных, сельскохозяйственных или ...

... к сложной формообразующей оснастке и инструменту. Еще одна важная задача ТПП - управление процессами ТПП. Автоматизация управления процессами ТПП позволяет обеспечить эффективное комплексное решение всех задач подготовки производства. Работы по технологической подготовке производства выполняются соответствующими подразделениями и службами предприятия. Как правило, наибольший объем работ и общее ...
... на одном или нескольких рабочих местах, удлинением поточных линий, применением механизированных групповых и типовых процессов. Пропорциональность производственных процессов должна восстанавливаться все время при последовательном их совершенствовании, связанном с повышением уровня механизации и автоматизации. При этом повышение пропорциональности должно достигаться на основе все более высокой ...
... БИОРЕАКТОРА Лист 90 Доклад. Уважаемые члены государственной экзаменационной комиссии разрешите представить вашему вниманию дипломный проект на тему: «Система автоматизированного управления процесса стерилизации биореактора» Процесс стерилизации биореактора (или ферментера) является важной стадией процесса биосинтеза антибиотика эритромицина. Суть процесса стерилизации состоит в ...
0 комментариев