Навигация
Разработка программы для моделирования технологического процесса с помощью языка GPSS
36129
знаков
1
таблица
4
изображения
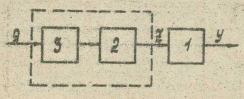
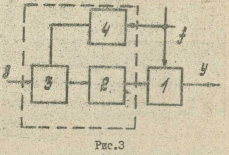
2.2 Разработка программы для моделирования технологического процесса с помощью языка GPSS.
Теперь задача моделирования состоит в создании машинной модели на ЭВМ, которая позволит изучить поведение системы в течение времени моделирования. Иначе говоря, нужно реализовать построенную блок-схему на ЭВМ, используя блоки и операторы языка GPSS.
Так как работа модели связана с последовательным возникновением событий, то вполне естественно использовать понятие "Таймер Модельного Времени" в качестве одного из элементов модели системы. Для этого вводят специальную переменную и используют ее для фиксации текущего времени работы модели.
Когда начинается моделирование, таймер модельного времени обычно устанавливают на нулевое значение. Разработчик сам решает вопрос о том, какое значение реального времени принять за точку отсчета. Например, началу отсчета может соответствовать 8 ч. утра первого моделируемого дня. Разработчик также должен решить вопрос о выборе величины единицы времени. Единицей времени может быть 1 с, 5 с, 1 мин, 20 мин или 1 ч. Когда единица времени выбрана, все значения времени, получаемые при моделировании или входящие в модель, должны быть выражены через эту единицу. На практике значения модельного времени должны быть достаточно малыми по сравнению с реальными промежутками времени, протекающими в моделируемой системе. В данной системе обычно выбирают единицу времени, равную 1 мин.
Если при моделировании некоторой системы при текущем значении модельного времени ее состояние изменилось, то нужно увеличить значение таймера. Чтобы определить, на какую величину должно быть увеличено значение таймера, используют один из двух методов:
1.Концепция фиксированного приращения значений таймера.
При таком подходе увеличивают значение таймера ровно на одну единицу времени.
Затем нужно проверить состояния системы и определить те из запланированных событий, которые должны произойти при новом значении таймера. Если таковые имеются, то необходимо выполнить операции, реализующие соответствующие события, снова изменить значение таймера на одну единицу времени и т.д. Если проверка покажет, что для нового значения таймера не запланировано ни одного события, то произойдет передвижение таймера непосредственно к следующему значению.
2.Концепция переменного приращения значений таймера.
В этом случае условием, вызывающем приращение таймера, является наступление времени "близкого события". Близкое событие – это то событие, возникновение которого запланировано на момент времени, равный следующему ближайшему значению таймера модельного времени. Колебания приращения таймера от случая к случаю объясняют выражение " переменное приращение времени".
Обычно после какого-то момента времени наступает необходимость прекратить моделирование. Например, нужно предотвратить приход новых заявок в систему, но обслуживание надо продолжать до освобождения системы. Одним из способов является введение в модель основного псевдособытия, называемого "завершением моделирования". Тогда одной из функций модели будет планирование этого события. Момент времени, наступление которого должно вызвать остановку моделирования, задается обычно в виде числа. Т.е., в процессе моделирования нужно проверять, является ли событие "завершение моделирования" следующим событием. Если "да", то в таймере устанавливается значение времени конца моделирования, а управление передается процедуре, которая отрабатывает завершение моделирования.
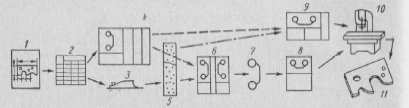
Исходными данными для разработки программы являются интервалы времени, через которые ЭРЭ поступают на первый блок, время обработки на каждом блоке и время моделирования, в течении которого необходимо изучить поведение системы. Разработанная программа представлена ниже.
simulate 1
generate 693,34.65
queue cher1
seize B1
depart cher1
advance 99.6,4.98
release B1
queue cher2
seize B2
depart cher2
advance 75,3.75
release B2
queue cher3
seize B3
depart cher3
advance 450,22.5
release B3
queue cher4
seize B4
depart cher4
advance 300,18
release B4
queue cher5
seize B5
depart cher5
advance 600,30
release B5
queue cher6
seize B6
depart cher6
advance 248.4,12.42
release B6
queue cher7
seize B7
depart cher7
advance 225,11.25
release B7
queue cher8
seize B8
depart cher8
advance 248.4,12.42
release B8
queue cher9
seize B9
depart cher9
advance 36,1.8
release B9
queue cher10
seize B10
depart cher10
advance 42,2.1
release B10
queue cher11
seize B11
depart cher11
advance 78,3.9
release B11
queue cher12
seize B12
depart cher12
advance 49.8,2.49
release B12
terminate
generate 7200
terminate 1
start 1,,,1
Результат выполнения программы представлен в приложении А.
Из полученных результатов видим, что за одну рабочую смену будет изготовлено 6 изделий. При этом ни на одном из участков не создается очередь, но в то же время на пяти участках не завершился технологический процесс изготовления прибора. Полученные величины коэффициента загрузки оборудования и времени обработки на каждом участке при моделировании с небольшими отклонениями соответствуют рассчитанным в технологической части данного дипломного проекта.
Подводя итоги, делаем вывод, что технологический процесс разработан правильно.
ВЫВОДЫ
В ходе выполнения дипломного проекта была разработана конструкция усилителя низкой частоты. При этом учитывались все требования технического задания и соответствующих нормативных документов.
В первом разделе дипломного проекта были проанализированы исходные данные, выбран тип производства, стадию разработки технологичной документации, вид технологического процесса по организации производства.
Выбрали типовой технологический процесс, на основании которого сформировали ТП сборки ПП.
Во втором разделе КП была рассчитана и построена схема модели «жесткий вывод – отверстие печатной платы». Разработано захватное устройство.
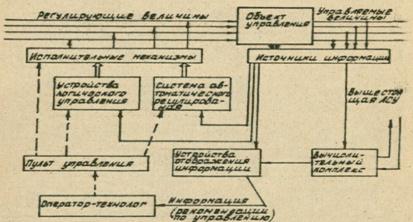
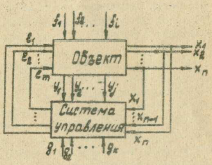
В третьем разделе была разработана структурная схема и алгоритм моделирования, на основании которых с помощью языка GPSS смоделировали технологический процесс изготовления устройства.
ПЕРЕЧЕНЬ ССЫЛОК
1 ГОСТ 3.1102-81 ”Стадии разработки и виды документов”.
2 ГОСТ 3.1109-82 ”Термины и определения основных понятий”.
3 Технология и автоматизация производства РЭА: Учебник для вузов/Под ред. А.П.Достанко.-М.:Радио и связь, 2009.
4 Технология производства ЭВМ – Достанко А.П. и др.:Учеб.-Мн.:Высшая школа, 2004.
5 Технологічне оснащення виробництва електронних обчислювальних засобів: Навч. Посібник/М.С.Макурін.-Харків: ХТУРЕ,1996.
Похожие работы
... не только уменьшаться, например, за счет улучшения культуры производства и использования экологически более совершенного оборудования и технологий, но и увеличиваться, например, при введении новых технологических процессов, таких, как десульфуризация и денитрификация дымовых газов. Сточная вода - это вода, свойства которой изменены в результате бытовых, промышленных, сельскохозяйственных или ...

... к сложной формообразующей оснастке и инструменту. Еще одна важная задача ТПП - управление процессами ТПП. Автоматизация управления процессами ТПП позволяет обеспечить эффективное комплексное решение всех задач подготовки производства. Работы по технологической подготовке производства выполняются соответствующими подразделениями и службами предприятия. Как правило, наибольший объем работ и общее ...
... на одном или нескольких рабочих местах, удлинением поточных линий, применением механизированных групповых и типовых процессов. Пропорциональность производственных процессов должна восстанавливаться все время при последовательном их совершенствовании, связанном с повышением уровня механизации и автоматизации. При этом повышение пропорциональности должно достигаться на основе все более высокой ...
... БИОРЕАКТОРА Лист 90 Доклад. Уважаемые члены государственной экзаменационной комиссии разрешите представить вашему вниманию дипломный проект на тему: «Система автоматизированного управления процесса стерилизации биореактора» Процесс стерилизации биореактора (или ферментера) является важной стадией процесса биосинтеза антибиотика эритромицина. Суть процесса стерилизации состоит в ...
0 комментариев