Навигация
Клеевой метод сборки заготовок верха обуви
64764
знака
5
таблиц
4
изображения
2.2 Клеевой метод сборки заготовок верха обуви
Клеевыми называют такие методы крепления, при которых в качестве крепителя используется клей, а скрепление осуществляется склеиванием.
В обувной промышленности используют две технологии клеевого скрепления деталей заготовок верха: Каунасского политехнического института и Научно-исследовательского института кожевенно-обувной промышленности (УкрНИИКП)[3].
По технологии Каунасского политехнического института для скрепления деталей заготовок верха клеевым методом применяют клеи-растворы на основе наирита НТ.
Наиритовые клеи недефицитны и доступны, технология склеивания наиболее простая по сравнению с технологией склеивания другими клеями. Клеи на основе наирита НТ, применяемые для крепления подошв и содержащие небольшое количество смол (до 20 мае. ч. смолы 101К или инден-кумароновой на 100 мае. ч. наирита), непригодны для клеевой сборки заготовок верха, так как не обеспечивают достаточной формоустойчивости клеевых швов, особенно по верхнему канту берцев, и не обладают достаточно быстрой схватываемостью. Эти недостатки можно устранить, увеличив количество смолы до 40—50 мае. ч. Устойчивость клеевых швов повышается в результате снижения внутренних напряжений в клеевом слое. А внутренние напряжения тем меньше, чем больше смолы в клее. Опыты показали, что, применяя наиритовые клеи с добавкой 40 мае. ч. смолы 101К или инден-кумароновой, можно склеивать кожаные детали через непродолжительное (5—10 мин) время после нанесения клея без термоактивации. Такое склеивание обеспечивает высокую прочность клеевого шва, так как пористая структура кожи сравнительно мало препятствует удалению остатков растворителя из клеевого слоя.
Выбор той или иной рецептуры определяется применяемой технологией изготовления обуви. С течением времени материал верха белых и светлых тонов в зоне крепления подошв и каблуков может пожелтеть. Причиной такого дефекта является миграция различных добавок (тиу-рама, неозона Д, контакта Петрова), которые вводят в наирит НТ при его изготовлении. Смолы 101 К и инден-кумароновая не изменяют цвета склеиваемых материалов, поэтому для склеивания деталей белой и светлой обуви необходимо применять вместо наирита НТ другие хлоропреновые каучуки, например наирит НТ-Н. Клеи всех рецептов, приведенных в табл. II 1.4, обеспечивают высокую прочность склеивания. При двустороннем нанесении клея предел прочности при сдвиге клеевого шва составляет 160—200 Н/см (при ширине нахлестки 7—8 мм) вместо 100 Н/см для двухрядного ниточного шва (ГОСТ 26167-2005). При одностороннем нанесении клея, предусмотренном технологией для менее ответственных соединений, прочность клеевого шва составляет 100—120 вместо 75 Н/см для однорядного ниточного шва. Коэффициент термостойкости клеев не ниже 0,7. Таким образом, термообработка не снижает прочности клеевого шва. После термообработки прочность полностью восстанавливается.
Клеевые швы обладают также высокой водостойкостью. Даже после выдерживания в течение 24 ч в воде прочность мокрых образцов, склеенных клеями рецептов снижается лишь на 10-50 %.
Основные операции технологического процесса клеевой сборки заготовок верха являются общими для любых видов и конструкций обуви.
Методы сборки заготовок верха обуви. Клеевую сборку деталей заготовки верха можно проводить последовательно или по принципу сборки в пачку. В первом случае последовательно соединяют детали верха, затем подкладки и после этого подкладку по верхнему канту скрепляют с верхом. Во втором случае сборку осуществляют на специальной матрице с центрирующим приспособлением. Все детали после нанесения клея на места скрепления и сушки складывают в таком порядке, как они должны быть в заготовке верха. Затем в прессе, верхняя подушка которого сделана из мягкой резины, одновременно склеивают всю заготовку. Если выдержка после нанесения клея больше, чем предусмотрено технологией холодного склеивания (10 и 5 мин), также возможна активация клеевой пленки горячим воздухом уже после складывания деталей в пачку. В этом случае клеевые пленки не открыты, а находятся между склеиваемыми материалами, поэтому время активации увеличивают до 15—30 с. Технология УкрНИИКП клеевого скрепления деталей верха летней открытой обуви тепловым методом предусматривает обработку заготовок из натуральных, искусственных и синтетических кож.
При клеевом скреплении деталей верха летней открытой обуви должны быть:
· припуск 2—2,5 мм вдоль обрабатываемых краев деталей верха и подкладки;
· четко выраженные рельефные рисунки и имитационные строчки;
· глубина тиснения рисунка не более 50 % толщины обрабатываемого материала.
Лицевое покрытие материалов не должно быть повреждено нагретыми резаками-электродами, расстояния имитационных строчек от края и между собой, а также частота стежков произвольные.
Изготовление заготовок верха обуви в силиконовых матрицах. Производство заготовок верха формованием в силиконовых матрицах на установках ТВЧ принципиально отличается от их сборки на швейном оборудовании и позволяет увеличить производительность труда в результате получения верха обуви со всеми отделочными элементами за одну операцию. Технология формования поверхности заготовок верха в силиконовых матрицах на установках ТВЧ включает следующие процессы: изготовление исходных моделей заготовок верха; отливку силиконовых матриц и формование в них поверхности заготовок. Изготовление исходной модели заготовки верха. Конструкцию моделей разрабатывают так, чтобы сборку деталей верха в заготовку объемной формы после их обработки ТВЧ производить при минимальном числе швейных операций, а готовая исходная модель заготовки верха, по которой отливается силиконовая матрица, состояла бы из одного или нескольких плоских узлов. Для изготовления исходных моделей применяют натуральные, синтетические и искусственные кожи с рельефной фактурой. Толщина их должна быть не более 1,2 мм. При литье заготовок из порошка ПВХ толщина исходной модели должна составлять 1,5—1,6 мм. От качества сборки исходной заготовки и выполнения декоративных строчек зависит четкость их оттиска на силиконовой матрице. Для сборки заготовок верха используют капроновые нитки; строчки ниточных швов должны быть хорошо утянуты, а концы ниток — протянуты внутрь заготовки и приклеены к бахтармяной стороне клеем из натурального каучука (НК). При использовании хлопчатобумажных ниток швы исходной модели пропитывают нитролаком.
Обувь клеевого метода отличается легкостью, водо- и износостойкостью, но из-за клеевой пленки уступает по гигиеническим свойствам обуви ниточным методам крепления.
Похожие работы
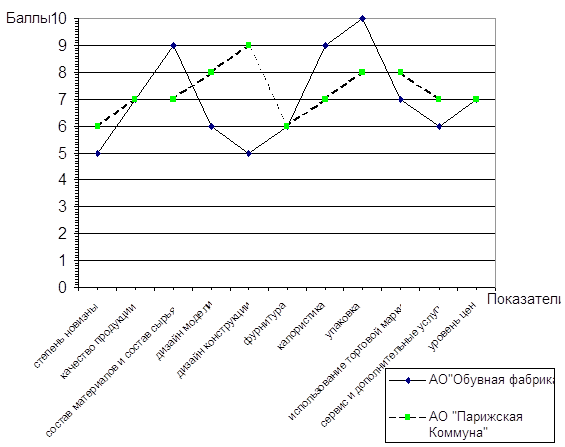
... – графический способ. Сравним продукцию, выпускаемую нашим предприятием с продукцией основного конкурента. Как показывает анализ графиков, предприятие конкурирует качеством основных материалов для производства обуви, упаковкой, цветовым решением модели; по качеству производства и уровню цен не уступает конкуренту, а по остальным показателям отстает. Для получения более конкурентно-способной ...
... 2. Обоснование выбора модели изделия. Общая характеристика модели изделия. 2.1 Обоснование выбора модели изделия В курсовой работе рассматривается технология обработки и сборки женских туфель с открытой носочной частью клеевого метода крепления. Они предназначены для носки в летнее время и в закрытых помещениях. Главные требования, предъявляемые к их конструкции: эстетичность внешнего вида ...
... 4.1 Принципы построения технологического процесса Характеристика конструкции заготовки верха: летних женских туфель Проектирование производится на основании фабричной технологии сборки заготовки с учетом нормативной документации и новейших достижений техники и технологии обувного производства. Проектирование технологического процесса состоит из двух этапов: составление схемы сборки ...
... составление схемы сборки обуви; проектирование технологического процесса сборки обуви. Схема сборки обуви выглядит следующим образом: Схема 4.1. Такая схема дает возможность упростить проектирование процесса сборки обуви и, кроме этого, служит для оценки конструкции изделия с технологической точки зрения. На основании схемы сборки обуви производится проектирование технологического процесса ...
0 комментариев