Навигация
Анализ технологической операции изготовления гильзы цилиндра
58597
знаков
16
таблиц
8
изображений
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ
СУМСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
КАФЕДРА ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
К КУРСОВОЙ РАБОТЕ
ПО ТЕМЕ:
“Анализ технологической операции изготовления
гильзы цилиндра ТМС 033”
Руководитель работы: Демьяник Д.Ф.
Студент: Сорокин А.Н.
Группа: ВИ-11
Сумы 2004
Реферат
Записка: с., рис., табл., приложения, источников.
Объект исследования – вал эксцентриковый гидромотора АК – 60.
Цель работы – анализ технологической операции изготовления вала эксцентрикового АК – 60.131.00.001.
Проанализированы служебное назначение машины, узла, детали, технические требования, предъявляемые к детали, технологичность, способ получения заготовки, базовый технологический процесс, высказаны замечания и предложены варианты по улучшению. Разработана операционная технология, рассчитаны режимы резания и произведено нормирование на анализируемую операции технологического процесса. Выбраны станочные приспособления и режущий инструмент для обработки данной детали.
Ключевые слова: гидромотор, вал, базирование, технологический процесс, режимы резания, станочное приспособление, режущий инструмент.
Содержание
Введение. 4
1. Анализ служебного назначения машины, узла, детали. Описание конструктивных отличий детали и условий эксплуатации. 8
2. Анализ технических требований на изготовление детали. 13
3. Определение типа производства, такта выпуска и партии запуска. 15
4. Выбор способа получения заготовки и разработка технических требований к ней 19
5. Анализ технологической операции существующего или типового технологического процесса. 25
5.1 Анализ и обоснование схем базирования и закрепления. 27
5.2. Обоснование выбора металлорежущего станка. 30
5.3. Обоснование выбора станочных приспособлений, металлорежущего и измерительного инструментов. 32
5.4. Расчет режимов резания. 33
5.5 Техническое нормирование операции. 40
6. Научно-исследовательская часть. 43
Выводы.. 48
Список литературы.. 50
Введение
Технология машиностроения - это научная дисциплина, изучающая преимущественно процесс механической обработки деталей и сборки машин и попутно затрагивающая вопросы выбора заготовок и методы их изготовления. Это объясняется тем, что в машиностроении заданные формы деталей с требуемой точностью и качеством их поверхностей достигается в основном путем механической обработки, так как другие способы обработки не всегда могут обеспечить выполнение этих технических требований.
Процесс механической обработки связан с эксплуатацией сложного оборудования металлорежущих станков; трудоемкость и себестоимость механической обработки больше, чем на других этапах процесса изготовления машин.
Эти обстоятельства объясняют развитие "технологии машиностроения", как научной дисциплины в первую очередь в направлении изучения вопросов технологии механической обработки и сборки, в наибольшей мере влияющих на производительную деятельность предприятия.
Учение о технологии машиностроения в своем развитии прошло в течение нескольких лет путь от простой систематизации производственного опыта механической обработки деталей и сборки машин до создания научно обоснованных положений, разработанных на базе теоретических исследований, научно проведенных экспериментов и обобщения передового опыта машиностроительных заводов. Технология машиностроения как научная дисциплина создана советскими учеными. Начало формирования этой дисциплины относится к тридцатым годам нашего столетия. Развитие технологии механической обработки и сборки и ее направленность обуславливаются стоящими перед машиностроительной промышленностью задачами совершенствования технологических процессов, изыскания и изучения новых методов производства, дальнейшего развития и внедрения комплексной механизации и автоматизации производственных процессов на базе достижений науки и техники, обеспечивающих наиболее высокую производительность труда при надлежащем качестве и наименьшей себестоимости выпускаемой продукции.
Машиностроение является одной из важнейших отраслей промышленности. Его продукция - это машины различного назначения, которые поставляются всем отраслям народного хозяйства.
Рост промышленности и народного хозяйства, а также темпы перевооружения их новой техникой в значительной мере зависят от уровня азвития машиностроения. Технический прогресс в машиностроении характеризуется совершенствованием технологии изготовления машин, уровнем их конструктивных решений и надежности их в последующей эксплуатации.
В настоящее время важно - качественно, дешево, в заданные сроки с минимальными затратами живого и овеществленного труда изготовить машину, применив современную высокопроизводительную технику, оборудование, инструмент, технологическую оснастку, средства механизации и автоматизации производства. Для становления нашего государства необходимо постоянно увеличивать выпуск продукции машиностроения и металлообработки, существенно поднять производство машин и оборудования, особенно автоматических манипуляторов с системами программного управления, позволяющих исключить применение ручного труда, увеличить выпуск высокопроизводительных станков, прогрессивных металлорежущих инструментов и оснастки.
В современной технологии машиностроения наметились новые тенденции:
а) создание и внедрение прогрессивных методов на заготовительных операциях, позволяющих получать заготовки с максимальным приближением к форме и размерам готовых деталей;
б) совершенствование существующих и создание новых методов обработки заготовок, как путём снятия стружки, так и с помощью других способов воздействия на изделие, в частности пластическим деформированием, электрофизическими и электрохимическими методами и т.д.;
в) необходимо повышать точность металлорежущих станков, ускорить развитие производства комплексов металлообрабатывающего оборудования на основе станков с ЧПУ, обрабатывающих центров, с автоматической сменой инструмента;
г) организовать в широких масштабах производство новых видов металлорежущего инструмента с применением износостойких покрытий, безвольфрамовых твердых сплавов и других прогрессивных режущих материалов, которые послужат мощной базой для развития современного машиностроения.
Разработка технологического процесса изготовления машины не должна сводится к формальному установлению последовательности обработки поверхностей деталей, выбору оборудования и режимов. Она требует творческого подхода для обеспечения согласованности всех этапов построения машины и достижения требуемого качества с наименьшими затратами.
При проектировании технологических процессов изготовления деталей машин необходимо учитывать основные направления в современной технологии машиностроения:
Приближение заготовок по форме, размерам и качеству поверхностей к готовым деталям, что дает возможность сократить расход материала, значительно снизить трудоемкость обработки деталей на металлорежущих станках, а также уменьшить затраты на режущие инструменты, электроэнергию и прочее.
Повышение производительности труда путем применения: автоматических линий, автоматов, агрегатных станков, многорезцовых гидрокопировальных полуавтоматов, станков с ЧПУ, более совершенных методов обработки, новых марок материалов режущих инструментов, более совершенных методов организации комплексных технологических процессов.
Концентрация нескольких различных операций на одном станке для одновременной или последовательной обработки большим количеством инструментов с высокими режимами резания и автоматизацией вспомогательных приемов.
Применение электрохимических и электрофизических способов размерной обработки деталей.
Развитие упрочняющей технологии, т.е. повышение прочностных и эксплуатационных свойств деталей путем упрочнения поверхностного слоя механическим, термическим, термомеханическим, химикотермическим способами.
Применение прогрессивных высокопроизводительных методов обработки, обеспечивающих высокую точность и качество поверхностей деталей машины, методов упрочнения рабочих поверхностей, повышающих ресурс работы детали и машины в целом, эффективное использование автоматических и поточных линий, станков с ЧПУ - все это направлено на решение главных задач: повышение эффективности производства и качества продукции.
1. Анализ служебного назначения машины, узла, детали. Описание конструктивных отличий детали и условий эксплуатации
Процесс создания машины складывается в основном из двух частей: проектирования и изготовления. Оба эти процесса взаимосвязаны и преследуют одну и туже цель – создание машины удовлетворяющей заданному служебному назначению. Эксплуатационные показатели качества машины зависят не только от ее конструкции, но и в большей степени от технологии изготовления деталей и сборки в изделие.
Поэтому четкое определение назначения машины, конкретизация ее функции, а также области и условий эксплуатации, причин выхода ее из строя необходимо для обоснованной постановки задач по разработке ТП изготовления и сборки изделия.
Выбранная для курсового проекта деталь является составной частью радиально-поршневого гидромотора.
Радиально-поршневый гидромотор является машиной высокого класса точности и требует соответствующей технологии изготовления. При проектировании такой машины особое внимание следует уделять выбору величины допусков и зазоров для посадок поршней и распределительного вала. Для подбора подшипниковых пар необходимо учитывать рекомендации изготовителей подшипников. Все остальные подвижные детали должны выполняться с минимальными зазорами ходовых посадок и допускать качественную сборку, чтобы узлы работали без повреждения поверхности и повышенного трения. Центральный распределительный вал (эксцентриковый) следует изготавливать из стальной поковки, с поверхностной закалкой ТВЧ. Проходная площадь сверлений в поршнях должна выбираться, исходя из значений скорости масла в пределах 1,5 – 3 м/сек, в зависимости от размера. Распределительные валы могут устанавливаться в крышках на прессовой или на скользящей посадке. Корпусы и крышки таких насосов могут изготавливаться из стального литья, или из модифицированного чугуна.
В качестве материала для ротора используются как сталь, так и цветные металлы (латунь и бронза). В современных конструкциях обычно используются стали. Поршни насоса изготавливаются из стального проката с последующей цементацией и закалкой. Бронза в паре с чугуном хорошо подходит в качестве материала для башмаков поршней или скользящих сегментов насосов.
Данный радиально-поршневый насос мод. АК-60 изготавливается на СМНВО им. Фрунзе как гидропривод установки для ремонта и бурения скважин. Эта установка изготавливается на базе шосси автомобиля КРАЗ и является передвижной. В маркировке насоса 60 т – его грузоподъемность.
Техническая характеристика радиально-поршневого
гидромотора МРФ-1000/25М1
| Название показателя | Значение показателя |
| Рабочий объем, см | 1000 |
| Частота вращения, об/мин: номинальная максимальная минимальная | 240 378 5 |
| Расход номинальный, л/мин | 253 |
| Давление на входе, МПа: номинальное максимальное | 25 32 |
| Давление на выходе, МПа: максимальное минимальное | 2.5 0.3 |
| Номинальный перепад давления, МПа | 24.7 |
| Максимальное давление дренажа, МПа | 0.05 |
| Гидромеханический КПД, % | не менее 92 |
| Общий КПД,% | не менее 87 |
| Масса без рабочей жидкости, кг | не более 150 |
| Номинальная мощность, кВт | 89 |
| Номинальный крутящий момент, Н·м | 3613 |
| Крутящий момент страчивания, Н·м | 3258 |
| Допускаемая нагрузка на конце вала, Н: осевая радиальная | 1000 3000 |
Рассматриваемая в данном курсовом проекте деталь вал эксцентриковый 6 в узле устанавливается на радиально-упорных роликоподшипниках 42 (см. приложение А) и является исполнительным органом машины.
Схема базирования детали вал эксцентриковый в узле при сборке приведена ниже на рисунке 1.1.
Как и было указано выше в требованиях к радиально-поршневым гидромоторам, распредвал изготавливается из стальной поковки, исполнительные его поверхности поддаются закалке ТВЧ.
Проанализируем основные поверхности детали.

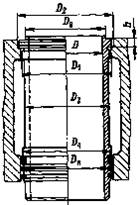
Рисунок 1.1. – Конструктивные элементы детали
Цилиндрические поверхности 1 и 13 являются основными конструкторскими базами и определяют положение детали в узле.
Поверхности 4 и 16 (фаски) предназначены для повышения технологичности детали, так же как и поверхности 8 и 12.
Поверхности вала 7 и 10 являются исполнительными, так как благодаря этим поверхностям деталь исполняет свою функцию – передаёт движение поршням гидромотора. В данном проекте подробно будет рассмотрен процесс механической обработки этих поверхностей.
Поверхности шпоночного паза 3 и 5 являются конструкторскими и служат для передачи вращающего момента через специальную пластину 16 на золотник (распределитель).
Конусная поверхность 14 повышает технологичность детали.
На цилиндрической поверхности 15 нарезаны шлицы D-8x56x65f7-10f9. Эта часть вала передаёт вращающий момент от электродвигателя.
Все поверхности детали доступны для механической обработки. Наличие большого количества поверхностей с различными диаметрами увеличивают трудоемкость изготовления. Все поверхности подвергаются механической обработке.
Данная деталь будет изготавливаться из проката. В сущности прокат является наиболее выгодной заготовкой и по стоимости изготовления, и по количеству отходов (относительно не - высокому). Однако, специфика изготовления вала приводит к тому, что коэффициент использования материала довольно невысок 0,65 - 0,7 (большое количество металла идет на образцы для испытаний).

Рисунок 1.2. – Схема базирования детали в узле
Таблица 1.2. – Матрица Таблица 1.3. – Таблица соответствий
| X | Y | Z | ||
| L | 0 | 1 | 1 | ДНБ |
| a | 0 | 1 | 1 | |
| L | 1 | 0 | 0 | ОБ |
| a | 0 | 0 | 0 |
| № точки | Степень свободы | Название базы |
| 1,2,3,4 | II, III,V,VI | ДНБ |
| 5 | I | ОБ |
| 6 | IV | вакансия |
2. Анализ технических требований на изготовление детали
Технические требования на изготовление изделия или сборочной единицы характеризуют основные параметры их качества, проверяемые при окончательном контроле или испытаниях. Поэтому важно правильно определить технические требования детали.
Чертёж детали даёт полное представление о конфигурации, конструкции, размерах, их точности формы всех поверхностей детали, материале и его свойствах, и соответствует стандартам на оформление конструкторской документации, и в частности чертежей (ГОСТ 2.109-73, ГОСТ 2.305-68, ГОСТ 2.307-68). Имеющихся на чертеже видов, проекций, разрезов, выносных элементов вполне достаточно для понимания общего вида изделия. Однако на чертеже есть небольшие недостатки: не на всех видах изображены соответствующие фаски, чертёж трудно читаем, величены линейных размеров в отдельных случаях не соответствуют рекомендациям по ГОСТ 6636-89.
На чертеже достаточно информации о материале, и способе получения заготовки:
Поковка ІІІ гр. – НВ 262…311 ГОСТ 8479-70
Материал: Сталь 38ХА ГОСТ 4345-71
Химический состав и механические свойства материала приведены ниже (см. п).
Деталь имеет ряд допусков на изготовление. Рассмотрим некоторые из них.
Требования по точности размеров:
Неуказанные предельные отклонения размеров: h14; ±t2/2 желательно, чтобы часть размеров было выполнено по более высокому квалитету. Также не указано предельное отклонение для внутренних размеров (Н14).
Требования по шероховатости:
Шероховатость основных и базовых поверхностей Ra=1,6 мкм. Шероховатость неуказанных поверхностей Ra=6.3 мкм, что является приемлемым. Однако на боковые поверхности шлицов следовало бы назначить более высокую шероховатость, чем Ra=2.5. мкм.
Требование по форме поверхностей:
Все необходимые допуски формы и расположения поверхностей обозначены на чертеже (допуски радиального биения, параллельности, симметричности относительно оси).
Следует отметить, что требования к биению поверхности занижены и следовало бы назначить этот допуск в пределах 0,03.
Ещё одним недочетом является отсутствие допуска на цилиндричность формы вала под посадочные места подшипников.
Исходя из функционального назначения детали и анализа технических требований можно сделать следующие выводы:
1. Назначенные конструктором размерная и геометрическая точность обеспечат нормальную работу механизмов. Снижение требований к точности и взаимному расположения поверхностей может привести к появлению дополнительных динамических нагрузок, снижению долговечности и надежности работы насоса.
Похожие работы
... затем сушат в сушильном шкафу (t = 200С, = 10 мин). Технологическая карта восстановления гильзы цилиндра двигателя Д-240 представлена 8-ым листом графической части. 6. Охрана труда гильза цилиндр гальваномеханический восстановление 6.1 Меры безопасности при ремонте гильз ДВС Безопасность жизнедеятельности – это комплекс мероприятий по обеспечению по обеспечению безопасности жизненной ...
... и верхний торец гильзы. При установке гильзы используют приспособление. Которое крепится на столе станка. 6. Разработка технологического процесса восстановления гильз цилиндров двигателя ЗиЛ-130 Схема 1 Наименование дефекта Способ ремонта № операции Наименование и содержание операции Установочная база Износ зеркала гильзы Восстановление под ближайший ремонтный размер 1 2 ...
... резания, обеспечивающих как производительность, так и требуемую точность, и качество производимой продукции. 1. Разработка технологического процесса сборки 1.1Анализ служебного назначения изделия и технологичность его конструкции Приспособление предназначено для определения величины биения оси пружины. Величину биения замеряем с помощью индикатора. Приспособление достаточно простое в ...
... диаметром 4 и 8 мм. Штангенциркуль 125 мм. Струбцина; бородок. Молоток. Центра; индикатор со стойкой; оправка шлицевая. Стеллаж для узлов и деталей. 13,5 7 Кз.ср = 0,34 2.2 Экономическое обоснование проектируемого ремонтного участка 2.2.1 Расчет стоимости основных фондов и их амортизация Стоимость основных фондов участка (цеха) складывается из стоимости: зданий и сооружений; ...
0 комментариев