Навигация
Вариант – ковка на молотах;
58597
знаков
16
таблиц
8
изображений
1 вариант – ковка на молотах;
2 вариант – штамповка на молотах в закрытых штампах.
Стоимость заготовок определяется по формуле:
![]() (4.1)
(4.1)
где Ci – базовая стоимость одной тонны заготовок, грн;
Кт – коэффициент, зависящий от класса точности заготовки;
Кс – коэффициент, зависящий от группы сложности заготовки;
Кв – коэффициент, зависящий от массы заготовки;
Км - коэффициент, зависящий от марки материала;
Кп – коэффициент, зависящий от объема производства;
Q – масса заготовки;
q – масса детали;
Sотх – стоимость одной тонны отходов, грн.
Для заготовки, полученной ковкой:
Ci = 300 грн/т,
Кт = 1 (с.37, [5]);
Кс = 1 (табл.2.12, с.38, [5]);
Кв = 0.75 (табл.2.12, с.38 [5]);
Км = 1.79 (с.37, [5]);
Кп = 1 (табл.2.13, с.38 [5]);
Q = 29 кг,
q = 15 кг,
Sотх=25 грн/т.
Стоимость заготовки, полученной ковкой на молотах:

Для заготовки, полученной штамповкой:
Сi=380 грн/т,
Кт=1.1. (с.37, [5]);
Кс=1 (табл.2.12, с.38, [5]);
Кв=0.75 (табл.2.12, с.38, [5]);
Км=1.79 (с.37, [5]);
Кп=1 (табл.2.13, с.38, [5]);
Q=55 кг.
Стоимость заготовки, полученной штамповкой:

Так как стоимость заготовки, полученной штамповкой, меньше стоимости заготовки, полученной ковкой, то в качестве способа получения заготовки для данной детали принимаем штамповку.
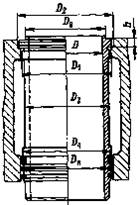
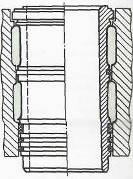
Чертеж исходной заготовки отличается от чертежа готовой детали прежде всего тем, что на всех обрабатываемых поверхностях предусматриваются припуски, соответственно изменяющие размеры, а иногда и форму заготовок. Форма отдельных поверхностей исходных заготовок определяется с учетом технологии получения заготовок, требующей в ряде случаев определенных уклонов, радиусов закругления и т.п.
Установление правильных размеров припусков на обработку является ответственной технико-экономической задачей. Назначение чрезмерно больших припусков приводит к непроизводительным потерям материала, превращаемого в стружку; к увеличению трудоемкости механической обработки; к повышению расхода режущего инструмента и электрической энергии; к увеличению потребности в оборудовании и рабочей силе. При этом затрудняется построение операций на настроенных станках, снижается точность обработки в связи с увеличением упругих отжатий в технологической системе и усложняется применение приспособлений.
Назначение недостаточно больших припусков не обеспечивает удаления дефектных слоев материала и достижения требуемой точности и шероховатости обрабатываемых поверхностей, а также вызывает повышение требований к точности исходных заготовок на станках при обработке по методу пробных ходов и увеличивает опасность появления брака.
Для окончательно выбранной заготовки, в соответствии со стандартом ГОСТ 7505 – 89 «Поковки стальные штампованные» назначаем припуски на все поверхности и определяем размеры заготовки.
Расчет будем производить по ГОСТ 7505 – 89, [8].
Исходные данные для расчета:
1) Масса поковки (расчетная) – 21 кг,
расчетный коэффициент Кр = 1,4 (прил.3, [8]).
2) Класс точности – Т4 (прил.1, [8]).
3) Группа стали – М2 – сталь с массовой долей углерода свыше 0,35 до 0,65% или суммарной массовой долей легирующих элементов свыше 2,0 до 5,0% (табл.1, [8]).
4) Степень сложности – С2 (прил.1, [8])
Параметры описывающей поковку фигуры:
диаметр – 155 мм ((122+25) ·1,05);
длина – 348 мм (331·1,05), где 1,05 – коэффициент;
масса (расчетная) – 51 кг
![]()
5) Конфигурация поверхности разъема штампа - П (плоская) (табл.1, [8]).
6) Исходный индекс – 13 (табл.2, [8]).
Основные припуски, размеры поковки и их допускаемые отклонения приведены в таблице 4.2.
| Окончательный размер элемента заготовки, мм | +1,8
- 1,0 | +1,8
- 1,0 | +1,6
- 0,9 | +2,4 336,5 - 1,2 | +1,8 117,5 - 1,0 |
| Допускаемые отклонения размеров заготовки, мм | +1,8 -1,0 | +1,8 -1,0 | +1,6 -0,9 | +2,4 -1,2 | +1,8 -1,0 |
| Дополнительный припуск, мм | 0,2 | 0,2 | 0,2 | 0,25 | 0,25 |
| Основной припуск на размер, мм | 2,7 | 2,7 | 1,8 | 2,5 | 2,0 |
| Номинальный размер элемента детали, мм |
|
|
| 331 | 115 |
5. Анализ технологической операции существующего или типового технологического процесса
Анализ будем производить на основании базового технологического процесса. В данном технологическом процессе последовательность механической обработки соответствует общепринятым этапам построения технологического процесса.
На первой технологической операции производится обработка поверхностей, которые на последующих операциях будут приняты за базовые.
Данный раздел курсовой работы включает в себя следующие работы:
- обоснование правильности схемы базирования и закрепления заготовки на одну операцию технологического процесса, придерживание принципов объединения и постоянства баз;
- обоснование правильности выбора металлорежущего станка, оборудования, режущего и измерительного инструментов для этой операции;
- расчет режимов резания для одного технологического перехода аналитическим методом, а для других переходов этой операции – табличным методом;
- расчет нормы времени Тшт(или Тшт – к) для одной технологической операции.
Заводской технологический процесс приведен в таблице 5.1
Таблица 5.1 – Заводской технологический процесс
| Номер операции | Наименование операции | Оборудование |
| 005 | Кузнечная | |
| 010 | Термическая | |
| 015 | Токарная | Токарно-винторезный мод.1М63 |
| 020 | Маркировочная | |
| 025 | Контроль ОТК | |
| 030 | Координатно-расточная | Координатно-расточной мод.2Д450 |
| 035 | Токарная | Токарно-винторезный мод.1К625 |
| 040 | Токарная | Токарно-винторезный мод.1К625 |
| 045 | Токарная | Токарно-винторезный мод.1К625 |
| 050 | Маркировочная | |
| 055 | Контроль ОТК | |
| 060 | Термическая | Установка закалки ТВЧ |
| 065 | Шлифовальная | Круглошлифовальный мод.3У12 |
| 070 | Токарная | Токарно-винторезный мод.1К625 |
| 075 | Шлифовальная | Круглошлифовальный мод.3У12 |
| 080 | Маркировочная (на бирке) | |
| 085 | Контроль ОТК | |
| 090 | Шлицефрезерная | Шлицефрезерный мод.5350 |
| 095 | Шлифовальная | Круглошлифовальный мод.3У12 |
| 100 | Токарная | Токарно-винторезный мод.1М63БФ101 |
| 105 | Фрезерная | Вертикально-фрезерный мод.6Р13 |
| 110 | Маркировочная | |
| 115 | Контроль ОТК | |
| 120 | Слесарная |
Технологический процесс изготовления детали “вал эксцентриковый” в заводском варианте выполнен как маршрутный, что соответствует мелкосерийному типу производства. Он содержит 24 операции, из которых 11 операций механической обработки, остальные - контрольные, слесарные, термические, сварочные, маркировочные.
Сравнивая заводской техпроцесс с типовым мы можем сказать, что операции обработки выбраны в основном правильно. Но есть мелкие недостатки, которые возможно вызваны дополнительными требованиями конструктора.
Недостатки заводского ТП:
а) Главный недостаток – несоблюдение принципа поэтапности операции;
б) на токарных операциях совмещаются черновое и чистовое точение, что соответствует различным этапам обработки и т.д.
Применяемое оборудование, режущий инструмент, средства технологической оснастки не соответствует современному уровню развития ТМС (более целесообразно применение станков ЧПУ, универсально-сборочных приспособлений, инструмента с механическим креплением пластин и т.д.).
В заводском маршрутном ТП не указаны способы базирования и закрепления заготовки, выполняемые операционные размеры, подробно не расписан режущий и мерительный инструмент. Нормирование времени на выполнение операции приводится в часах и имеет место завышения норм времени в несколько раз.
5.1 Анализ и обоснование схем базирования и закрепленияДля дальнейшего рассмотрения выбираем операцию 045 – токарная обработка эксцентриков.
На этой операции будут окончательно обрабатываться следующие поверхности (рисунок 5.1): 7,8,9,10,11 и 12.

Рисунок 5.1 – Конструктивные элементы детали
Таким образом, на данной операции производится обработка шести поверхностей. Однако обработка в один установ невозможна, так как на этой операции про изводится точение двух эксцентриковых колен вала.
При выборе схем базирования и закрепления необходимо руководствоваться рекомендациями из [7, с.11].
При выборе схемы базирования необходимо придерживаться следующих соображений:
чистовые базы должны быть представлены точными, имеющими достаточную площадь поверхностями;
необходимо использовать принцип единства баз (совмещение технологической, конструкторской и измерительной баз);
необходимо использовать принцип постоянства баз;
обеспечивать возможность простого и быстрого закрепления заготовки;
обеспечивать свободный доступ инструмента в зону резания.
Базирование детали не представляет особых трудностей, так как она имеет достаточно развитые поверхности которые можно использовать в качестве базовых.
Рассмотрим возможные схемы базирования и закрепления при обработке заготовки на токарной операции 045 (черновое точение эксцентриковых колен вала).
Наиболее эффективные способы закрепления заготовки на операции – закрепление в четырехкулачковом патроне и поджатием задней бабкой.
![]() , (5.1)
, (5.1)
где ![]() – погрешность базирования (при упоре в торец
– погрешность базирования (при упоре в торец ![]() = 0);
= 0);
![]() – погрешность закрепления заготовки в патроне.
– погрешность закрепления заготовки в патроне.
Так для этой операции мы выбрали четырёхкулачковый патрон (не самоцентрирующийся), будет присутствовать погрешность закрепления. Четырёхкулачковый патрон выбран по причине обработки эксцентриковой части вала (смещенная ось).
В качестве опорной базы принимаем торец вала, наружная цилиндрическая поверхность будет двойной направляющей базой.
Точность обработки при таком закреплении заготовки будет зависеть от точности установки её в четырёхкулачковом патроне. Основная задача – правильно выставить кулачки патрона, что в свою очередь зависит от точности разметки (контрольные заточки) на предыдущей операции 040.
Для токарной обработки экцентриковых колен вала можно предложить ещё один вариант закрепления заготовки – закрепление в центрах (центра плавающий и вращающийся) с упором в торец (рисунок 5.3). . Припуск с цилиндрических поверхностей 1 и 15 (рисунок 5.1) снят ещё не был. Поэтому центра можно установить смещённо.

Рисунок 5.2 – Закрепление заготовки в патроне с поджатием задней бабкой.

Рисунок 5.3 – Закрепление заготовки в центрах с упором в торец.
Вторая схема закрепления не является технологичной, так как на данной операции будет сниматься большой неравномерный припуск. Для повышения жесткости такой технологической системе необходимо применить неподвижный люнет. Для такого закрепления будут назначаться низкие режимы резания, что значительно уменьшит производительность.
Проанализировав два разных способа закрепления можно утверждать, что более точный и надежный способ закрепления - это закрепление по первой схеме базирования – в четырёхкулачковом патроне с поджатием заготовки задней бабкой.
5.2. Обоснование выбора металлорежущего станкаВыбор металлорежущих станков выполняем исходя из следующих требований:
обращаем внимание на технологические методы обработки поверхностей;
мощность двигателя с учетом коэффициента полезного действия должна быть больше мощности резания;
габариты рабочего пространства должны позволять производить обработку как можно большего числа поверхностей за 1й установ;
тип оборудования должен соответствовать типу производства;
количество инструментов не должно превышать емкость инструментального магазина станка и др.
Исходя из вышеперечисленного, для токарной операции 045 выбираем станок токарно-винторезный с ЧПУ модели 1М63БФ101, основные технические характеристики которого приведены в таблице 3.2.
Таблица 5.2 – Технические характеристики токарно-винторезного
станка модели 1М63БФ101
| Параметры | Значения параметров |
| Наибольший диаметр обрабатываемой заготовки, мм: над станиной - над суппортом | 630 350 |
| Наибольший диаметр прутка, проходящего через отверстие шпинделя, мм | 65 |
| Наибольшая длина обрабатываемой заготовки, мм | 2800 |
| Шаг нарезаемой резьбы: метрической, мм дюймовой, число ниток на дьюм модульной, модуль питчевой, питч | 1 – 224 56 – 0,25 0,5 – 112 112 – 0,5 |
| Частота вращения шпинделя, об/мин | 10 – 1250 |
| Число скоростей шпинделя | 22 |
| Наибольшее перемещение суппорта, мм: продольное поперечное | 2520 400 |
| Подача суппорта, мм/об: продольная поперечная | 0,06 – 1,0 0,024 – 0,31 |
| Число ступеней подач | 32 |
| Скорость быстрого перемещения суппорта, мм/мин: продольного поперечного | 4500 1600 |
| Мощность электродвигателя главного привода, кВт | 15 |
Станочные приспособления, применяемые в проектируемом технологическом процессе, должны соответствовать требованиям точности получаемых на данной операции поверхностей и взаимному их расположению. Желательно применение стандартных, нормализованных приспособлений.
Выбор инструмента и технологической оснастки нужно производить с учетом:
методов обработки поверхностей;
этапов обработки (черновые, чистовые и другие);
использование смазочно-охлаждающих жидкостей и их виды;
габаритов станка;
материал заготовки и ее состояния.
При выборе приспособлений для базирования и закрепления заготовки на станке воспользуемся принятой схемой базирования в пункте 5.1.
Выбираем следующие станочные приспособления:
1) Четырехкулачковый патрон с независимым перемещением кулачков 7100-0009 ГОСТ 2675-80 [6, с.89] ;
2) Центр плавающий ГОСТ 2576-79 [6, с.72].
Наиболее прогрессивным инструментом является режущий инструмент с твердосплавными неперетачиваемыми пластинами. Поэтому выбираем этот инструмент, при этом преимущество отдадим инструментам с механическим креплением твердосплавных пластин.
Для выполнения технологических переходов операции необходим следующий инструмент:
резец 2103-0711 ГОСТ 20872-80, ([3], с.267), Т5К10 ([2], с.116) - резец токарный с механическим креплением твердосплавных пластин (режущая пластина 01114-220408 ГОСТ19046-80 и опорная пластина 701-2204 ГОСТ 19073-80) с сечением державки 25х25 мм и j =45 о.
При выборе контрольно-измерительных инструментов во внимание следует принять трудоемкость измерений, точность измерений тип производства.
В мелкосерийном производстве приоритет следует отдавать универсальным (шкальным) измерительным средствам. При определении точности инструментов нужно учитывать, что цена деления должна составлять 0,3÷0,5 допуска измерительного параметра, поэтому в качестве мерительного инструмента выбираем:
- штангенциркуль ШЦ-I-125-0,1-2 ГОСТ 166-73;
- скоба СИ-122-0,01 ГОСТ 11098-64;
- микрометр МК 25-0,01 ГОСТ 6507-60.
5.4. Расчет режимов резанияРежимы резания для точение цилиндрической поверхности Æ122h6 определяем расчетно-аналитическим методом.
Исходные данные.
Обработка производится на токарно-винторезном станке с ЧПУ модели 1М63БФ101. Обрабатываемый материал – конструкционная сталь 38ХА с твердостью НВ 260,B = 930 Мпа, Ku тв. спл. = 0.7, Ku б. ст. = 0.8. . Заготовка – штамповка. Диаметр заготовки после предыдущей обработки D=175мм, диаметр готового эксцентрикового колена D=122,6мм.
Паспортные данные станка 1М63БФ101 представлены в пункте 5.2.
Обработка этих поверхностей не является окончательной – после токарной будет проводиться шлифовальная операция.
Обработка ведется сборным резцом для контурного точения, правым, с опорной пластиной 701-2204 ГОСТ 19073-80; способ крепления пластины – одноплечим прихватом. Обозначение резца – 2103-0711 ГОСТ 20872-80 ([3], таблица 22, с.264).
Геометрические параметры режущей части:
угол в плане j=45°;
задний угол a=6°;
передний угол g=6°;
радиус вершины резца r =0,8 мм;
угол наклона режущей кромки l=0°.
Период стойкости Т=30 мин.
Определяем режимы резания.
Так как колено эксцентриковое – припуск будет сниматься неравномерно. Определим максимальную глубину резания.
Глубина резания t, мм, определяется по формуле
t=(DЗАГ – DОБР) /2; (5.1)
где DЗАГ – диаметр заготовки до обработки, мм;
DОБР – диаметр заготовки после обработки, мм;
t=(152,5– 122,6) /2 = 14,95мм
Так как припуск большой, обработку будем производить в 6 проходов. Назначаем глубину резания t=2,5мм.
Подача выбирается по таблице 14 ([2], с.268). Для шероховатости Ra 2,5 и радиуса при вершине r=0,8 мм подача равна S=0,2 мм/об.
Скорость резания v, м/мин, определяется по формуле:
v =![]() ×КV, (5.2)
×КV, (5.2)
где СV ¾– коэффициент, табличная величина;
m, x, y ¾ показатели степеней, табличные величины;
Т ¾ период стойкости, мин;
КV ¾ поправочный коэффициент.
Коэффициент СV и показатели степеней выбираются по таблице 17
([2], с.270): СV =420; x=0,15; y=0, 20; m=0, 20.
Коэффициент КV определяется по формуле:
КV = КMV × КПV × КИV, (5.3)
где КМV ¾ коэффициент, учитывающий влияние материала заготовки;
КПV ¾ коэффициент, учитывающий влияние состояния поверхности;
КМV ¾ коэффициент, учитывающий влияние материала инструмента;
Кj V ¾ коэффициент, учитывающий влияние геометрии резца.
Значение коэффициента КMV определяется по формуле
([2], таблица 1, с.261):
![]() (5.4)
(5.4)
где Кг– коэффициент, характеризующий группу стали по обрабатываемости
B – фактический параметр твердости материала;
nV ¾ показатель степени;
Кг= 0.8 - при обработке резцами из твёрдого сплава ([5], таблица 2, с.262).
nV =1,25 - при обработке резцами из твёрдого сплава ([5], таблица 2, с.262).
КМV =0,8(750/930) 1,25=0,61;
КПV =0,8 - для деталей из поковки([5], таблица 5, с.263);
КИV =0,65 - для инструмента из твёрдого сплава марки Т5К10
([5], таблица 6, с.263).
КV = 0,61×0,8×0,65 = 0,32;
v =(420/ 300,2 ×2,50,15× 0,2 0,2) ´0,32= 84,6 м/мин;
Частота вращения шпинделя n, об/мин, определяется по формуле:
n =![]() ; (5.5)
; (5.5)
где D - диаметр заготовки, формируемый при обработке.
n =(1000×84,6) /(3,14×175) =153,9 об/мин;
Корректируем частоту вращения шпинделя по станку. Принимаем, согласно паспортным данным станка, n=150 об/мин. Определяем скорректированную скорость резания:
 (5.6)
(5.6)
Определяем минутную подачу по формуле:
Sм=Sо×n =0,25×150 =37,5 мм/мин; (5.7)
Выполним проверку достаточности мощности станка. Мощность, потребная на резание определяется по формуле:
 (5.8)
(5.8)
где Pz – тангенциальная составляющая силы резания.
 (5.9)
(5.9)
где Cp – коэффициент, зависящий от угла в плане.
Принимаем Cp =285 – для j = 45° ([6], табл.2, с.42).
Pz = 285 × 0,25 ×0,2 0,75 82,4 - 0,5=9,4
Nэ=9.4×82.4/6120=12 кВт
Следовательно, при таком режиме резания обработка на выбранном станке возможна.
Результаты расчёта сведены в таблицу (таблица 5.3):
Таблица 5.3 - Режимы резания при обработке поверхности Æ122,6
| Параметр | Величина |
| Глубина резания, мм | 2,5 |
| Подача, мм/об | 0,2 |
| Частота вращения шпинделя, об/мин | 150 |
| Минутная подача, мм/мин | 37,5 |
| Скорость резания, м/мин | 82,4 |
Рассмотрим обработку поверхностей конавок 8 и 12 (рисунок 5.1). На эти переходы данной операции осуществляем выбор режимов резания табличным методом в соответствии с источником [6].
1) Выбор глубины резания.
Выбор минимально необходимой глубины резания осуществляется по карте 2 с.37. Припуск на этих поверхностях такой же, как и на вышерассмотренных. Принимаем номинальную глубину резания равной 2 мм.
2) Выбор подачи.
Подачу выбираем по карте 6 (с.46). Для поверхностей 8 и 12 табличная подача равна 0,20 мм/об. Выбранное значение подачи корректируем с учетом поправочных коэффициентов, которые выбираем по карте 8 для измененных условий в зависимости от:
инструментального материала Ки=1,1;
сечения державки резца Кд=1,2;
радиуса вершины резца Кр=0,85;
квалитета обрабатываемой детали Кк=1,15;
кинематического угла в плане Kки=1;
Окончательно значение подачи для обработки поверхностей 8 и 12 определяется по формуле:
S=SТКиКдКрКкКки; (5.10)
Подставляя значения получим:
S=0,2![]() 1,1
1,1![]() 1,2
1,2![]() 0,85
0,85![]() 1,15
1,15![]() 1=0,26 мм/об;
1=0,26 мм/об;
3) Выбор скорости резания.
Скорость резания для обработки поверхностей 8 и 12 определяется по карте 21 (с.80). Для поверхностей 2 и 3 VT=203 м/мин. По карте 23 (с.82) выбираем поправочные коэффициенты на скорость резания в зависимости от:
инструментального материала Ки=0,85;
группы обрабатываемого материала Кс=1;
вида обработки Ко=1;
жесткости станка Кж=0,70;
геометрических параметров резца Кг=0,95;
периода стойкости режущей части резца КТ=1;
наличия охлаждения Kох=0,75.
Значение скорректированной скорости резания определяется по формуле:
V=VTКиКоКжКсКгКтКох; (5.11)
Скорректированная скорость резания равна
V=203![]() 0,85
0,85![]() 1
1![]() 1
1![]() 0,7
0,7![]() 0,95
0,95![]() 1
1![]() 0,75=86 м/мин;
0,75=86 м/мин;
4) Определение частоты вращения шпинделя.
Частота вращения шпинделя определяется по формуле (5.5)

Корректируем полученную частоту по паспортным данным станка, принимаем: nф =22 об/мин.
Определяем фактическую скорость резания по формуле (5.6):

5) Определение минутной подачи.
Минутную подачу рассчитывают по формуле (5.7)
Sм= 0,26![]() 22=5,75 мм/мин;
22=5,75 мм/мин;
6) Проверка достаточности мощности станка.
Мощность резания Nрез, кВт, определяется по формуле:
Nрез =Nрез Т × ![]() × КМN, (5.12)
× КМN, (5.12)
где NрезТ ¾ табличное значение мощности, затрачиваемой на резание;
КMN ¾ поправочный коэффициент, учитывающий влияние механических свойств обрабатываемого материала;
vф ¾ фактическая скорость резания;
vт ¾ табличное значение скорости резания.
Для поверхностей 8 и 12 - Nрез Т=2,7 кВт (карта 21, с.78); Поправочный коэффициент выбирается по карте 24 (с.85) КМN=0,85.
Nрез. = 2,7×(91,3/86) ×0,85 =2,4 кВт;
Мощность привода главного движения рассчитывается по формуле
N=Nдв×h; (5.13)
N=15*0,8=12 кВт. Следовательно, N=12кВт > Nрез =2,4 кВт, а значит резание осуществимо.
Проверка достаточности усилия подачи проводится по тангенциальной составляющей сил резания Рz, которая определяется по формуле:
Рz = ![]() ; (5.14)
; (5.14)
где РХ ¾ осевая составляющая сил резания;
PY ¾ радиальная составляющая.
Значение каждой из составляющих определяется по формуле:
Pi = Pi T × KPj i × KPg i × KPl I; (5.15)
где Pi T ¾ табличное значение каждой из составляющих сил резания;
KPj i ¾ коэффициент влияния угла в плане;
KPg i ¾ коэффициент влияния переднего угла;
KPl i ¾ коэффициент влияния угла наклона режущей кромки.
Значения составляющих сил резания в зависимости от глубины резания и подачи определяются по карте 33 (с.98): РXT =890 Н; PYT =310 Н.
Поправочные коэффициенты определяются по карте 33 (с.99-100):
KPj X=KPj Y =1,0; KPg X =1,5; KPg Y =1,3; KPl X=KPl Y=1,0.
Тогда:
РX =890 × 1 × 1,5 × 1,0 = 1335 Н;
РY =310 ×1 × 1,3 × 1,0 = 403 Н;

Усилие подачи станка равно Ро=8000 Н>1394 Н, значит обработка возможна. Результаты расчёта сведены в таблицу 5.4.
Таблица 5.4 - Режимы резания на токарную операцию
определенные табличным способом
| Параметр | Величина |
| Глубина резания, мм | 2,5 |
| Подача, мм/об | 0,26 |
| Частота вращения шпинделя, об/мин | 22 |
| Минутная подача, мм/мин | 5,75 |
| Скорость резания, м/мин | 91,3 |
| Мощность, затрачиваемая на резание, кВт | 2,4 |
Исходные данные для расчета:
1) деталь – вал эксцентриковый;
2) обрабатываемый материал – сталь 38ХА;
3) станок – токарно-винторезный с ЧПУ, модели 1М63БФ101;
4) инструмент – резец проходной (![]() =450),
=450),
5) приспособление – патрон четырёхкулачковый.
Определим основное (технологическое) время по формуле
To=![]() ; (5.16)
; (5.16)
где L – длина обрабатываемой поверхности;
L1 – величина врезания и перебега резца, мм;
L2 – дополнительна длинна на взятие пробной стружки, мм;
n – частота вращения шпинделя, об/мин;
S – подача, мм/об;
i – число проходов.
Согласно приложениям 1 ([7], с. 204) и 3 ([7], с.220) устанавливаем величины врезания и перебега инструмента (L1) и величины на взятие пробной стружки (L2). Так как обработка поверхностей 7,8 и 10,12 идентична рассмотрим нормирование на поверхности 7 и 8.
для поверхности 8 – L1=1 мм, L2=2 мм;
для поверхности 7 – L1=3 мм, L2=7 мм;
Тогда основное (технологическое) время равно:
для поверхности 8 tо =(1+1+1+2) /22*0,26=0,69 мин;
для поверхности 7 tо =(24+3+7) /150*0,2=1,13 мин;
Основное технологическое время на операцию определяем по формуле:
![]() ; (5.17)
; (5.17)
То=0,69+1,13+0,69+1,13=3,64мин;
Определяем вспомогательное время на операцию.
Время на установку и снятие детали весом до 15 кг в патроне с креплением ключом, без выверки, равно tуст=0,65 мин([7], карта 2, с.32).
Вспомогательное время, связанное с переходом при обработке несколькими инструментами в операции устанавливается по карте 18([7], с.64). Для обработки с пробными стружками, при установке резца по лимбу, время на проход равно: tуст =0,11 мин; tуст =0,35 мин.
По той же карте 18 (лист 4 с.69) устанавливаем время на изменение подачи для переходов равно 0,07 мин на один переход; время на изменение числа оборотов шпинделя для перехода равно 0,08 мин.
Суммарное вспомогательное время, связанное с переходом равно: ![]() =5,04 мин.
=5,04 мин.
Вспомогательное время на контрольные измерения (tизм) обработанной поверхности устанавливается по карте 86 ([7], с.185). При измерении индикаторной скобой поверхностей 7 и 10 время на одно измерение равно 0,22 мин. Суммарное вспомогательное время на контрольные измерения равно: ![]() =0,44 мин.
=0,44 мин.
Вспомогательное время на операцию определяем по формуле([7], с.185):
Тв=![]() ;
;
Тв=0,92+5,04+0,44=6,36 мин;
Время на обслуживание рабочего места (организационное и техническое)
определяется по карте 19 ([7], с.70). Для станков II группы с наибольшим диаметром изделия устанавливаемого над станиной, 600 мм оно составляет 4,0% от оперативного времени.
Время перерывов на отдых и личные надобности при работе на станке с механической подачей составляет 4% от оперативного времени
([7], карта 88, с.185).
Определяем штучное время по формуле:
Тшт=(То+Тв) (1+![]() );
);
Тшт=(3,64+6,36) (1+![]() ) =10,8 мин;
) =10,8 мин;
Подготовительно-заключительное время определяется по карте 19([7], с.70). При обработке детали в патроне с работой двумя режущими инструментами, участвующими в операции, подготовительно-заключительное время на партию деталей равно 15 мин.
Сводим полученные данные в таблицу (таблица 5.5):
Таблица 5.5 – Нормы времени на токарную чистовую операцию
| Основное время на операцию, мин | 3,64 |
| Вспомогательное время на операцию, мин | 6,36 |
| Штучное время на операцию, мин | 10,8 |
| Подготовительно-заключительное время на операцию, мин | 15 |
6. Научно-исследовательская часть
Износостойкие покрытия на основе нитрида титана, легированного железом и алюминием для режущих пластин
В данном курсовом проекте рассматривается деталь – вал эксцентриковый, изготавливающийся из стали 38ХА, которая является довольно прочным материалом. Обрабатывают его инструментом с износостойкими покрытиями на пластинах. Наиболее полно анализируется применение износостойких покрытий на основе нитрида титана, легированного железом и алюминием, для режущих пластин в работе [].
Широкое использование эффективных износостойких покрытий сложного состава на основе титана, циркония, молибдена и гафния сдерживается дефицитностью и высокой стоимостью тугоплавных компонентов покрытий, а также сложностью технологического процесса их получения.
В связи с этим большой практический интерес представляет замена в покрытиях на основе титана таких дефицитных металлов, как цирконий, гафний, молибден, широко распространенным железом и алюминием.
Известно, что повышение стойкости инструментов с покрытиями сложного состава обусловлено тем, что при легировании нитрида титана изменяются структура и механические свойства в частности микротвердость покрытия. Учитывая это, можно предположить, что легирование нитрида титана другими металлами, например железом или алюминием, приведет к аналогичным структурным изменениям материала покрытия и, следовательно к повышению работоспособности режущего инструмента.
Для подтверждения высказанного предположения провели исследования при токарной обработке заготовок из сталей 12Х18410Г и 38ХА инструментом, оснащенным пластинами из твердого сплава и быстрорежущей стали с различными износостойкими покрытиями (из нитрида титана (TIN), из нитрида титана, легированного железом (Ti, Fe) N, алюминием (Ti, Al) N и цирконием (Ti, Zr) N).
Об изменении структуры покрытий судили по изменением периода a кристаллической решетки, ширины b рентгеновской дифракционной линии и остаточных микронапряжений sо.
Микротвердость Нm покрытий измеряли с использованием индикатора Кнуппе при нагрузке 1Н.
Химический состав покрытий определяли на растровом электронном микроскопе РЭМ-200 с рентгеновским микроанализом. Структуру покрытий исследовали на дифрактометре ДРОН-3.
Покрытия толщиной 6±0,5 мкм наносим (на установке “Булат-3Т” при постоянной температуре 500оС) на сменные многогранные пластины из твердого сплава БК6 (размеры 4,76х12,7х12,7 мм; радиус сопряжения граней 1 мм; g=-5о; a=5о; j=75о; j1=15о) и на острозаточенные пластины из быстрорежущей стали Р6М5 (размеры 10х18х18 мм; g=10о; a=8о; g=l=0; j=45о; j1=15о).
Стойкость инструмента оценивали по пути L резания, пройденному до износа по задней поверхности hз=0,4 и 0,6 мм соответственно для твердосплавных и быстрорежущих пластин (при использовании последних, в качестве СОЖ применяли 5% -ный раствор Укринола-1).
Некоторые результаты исследований свойств покрытий, нанесенных на твердосплавную пластину, представлены ниже в таблице.
| Покрытие | TiN | (Ti, Fe) N | (Ti, Zr) N | (Ti, Al) N |
| a, н×м | 0,4247 | 0,4235 | 0,4274 | 0,4224 |
| b, градус | 0,45 | 1,25 | 0,9 | 0,6 |
| sо, МПа | 190±20 | -750±110 | -500±60 | -840±220 |
| Нm, гПа | 26±2,5 | 31,4±2,5 | 41,5±2,5 | 40±2,5 |
Как видно, покрытия (Ti, Fe) N и (Ti, Al) N имеют несколько меньший, чем у покрытия ТiN период. Для покрытия (Ti, Fe) N, как и для покрытия (Ti, Zr) N, характерно увеличение ширины b и, следовательно, повышение микротвердости по сравнению с микротвердостью покрытия TiN. Более высокая микротвердость покрытия (Ti, Al) N по сравнению с покрытием ТiN может быть объяснена наличием сильной химической связи между титаном и алюминием. Остальные макронапряжения sо для покрытий (Ti, Fe) N и (Ti, Al) N являются снимающими, также как и для покрытия (Ti, Zr) N. Таким образом, покрытия (Ti, Fe) N и (Ti, Al) N по своим структурным параметрам и микротвердости практически не отличаются от покрытия (Ti, Zr) N.
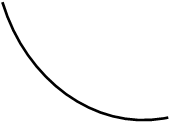
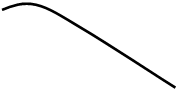
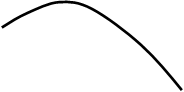
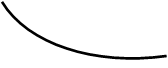
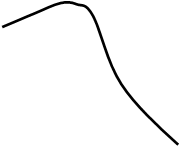
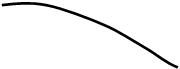
Исследования стойкости режущих инструментов с покрытием в зависимости от скорости V резания показали следующее. При обработке заготовок из сталей 38ХА и 12Х18Н10Т (подача S=0,3 мин/об; глубина резания t=0,5 мм) покрытия (Ti, Fe) N и (Ti, Al) N более эффективны, чем покрытие TiN (см. Рисунок (а) и (б)) (путь L резания для твердосплавных пластин с покрытием (Ti, Fe) N в 1,7-2 раза, а с покрытием (Тi, Al) N - в 2,25 раза больше). При обработке заготовок из стали 38ХА на высоких скоростях резания эффективность покрытий (Ti, Al) N и (Ti, Zr) N примерно одинаковые. При обработке заготовок из стали 12Х18Х10Т наиболее эффективно покрытие (Ti, Al) N.
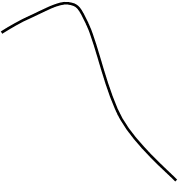
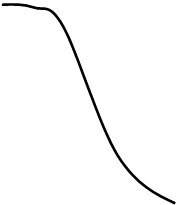
При обработке заготовок из стали 38ХА инструментом, оснащенным пластиной из быстрорежущей стали Р6М5 (S=0,3 мм/об; t=1 мм), получены аналогичные результаты: эффективность покрытий (Ti, Fe) N и (Ti, Al) N выше, чем эффективность покрытий TiN (путь L в среднем 2,75 раза больше), и они имеют примерно одинаковую эффективность с покрытием (Ti, Zr) N (Рисунок (в)).
Следует отметить, что для инструментов с покрытиями (Ti, Al) N и (Ti, Zr) N характерно смещение с экстремума зависимости l=f(v) в сторону больших скоростей резания.
Это, по-видимому, связано с большой физико-химической пассивностью их материала по отношению к обрабатываемому материалу. В то же время инструменты с более пластичными покрытиями ((Ti, Fe) N, у которого Нm=31,4 гПа) лучше сопротивляются адизионно-усталостным процессам и имеют большую стойкость на малых скоростях резания, чем инструменты с покрытиями (Ti, Al) N и (Ti, Zr) N.
а)
|
| 3 | ||||
| 1 | 4 | |||
| 2 | ||||
|
 б)
б)
|
| 3 | ||||||
|
| |||||||
| 2 | 4 | |||||
| |||||||
|
в)
|
| 4 | |||||||
|
| 3 | |||||||
| ||||||||
| 2 | |||||||
|
| 1 | |||||||
| ||||||||
|
Рисунок – Зависимость пути резания L (м) от скорости резания V (м/мин)
Зависимости пути L резания от скорости V резания при обработке заготовок из сталей 38ХА и 12Х18Х10Т инструментом, оснащенным пластинами твердосплавными (соответственно (а) и (б)), а также при обработке заготовок из стали 38ХА инструментом, оснащенным пластинами из быстрорежущей стали с покрытиями TiN, (Ti, Fe) N, (Ti, Al) N и (Ti, Zr) N.
Эффективность всех сложных покрытий по отношению к покрытию TiN существенно изменяется в зависимости от скорости V и снижается с ее увеличением. Режущие инструменты, оснащенные пластинами с покрытиями (Ti, Fe) N и (Ti, Al) N, прошли опытно-промышленные испытания и внедрены в производство.
Выводы
Стойкость инструмента может быть повышена путем нанесения на режущую пластину покрытия из нитрида титана, легированного железом и алюминием [(Ti, Zr) N и (Ti, Al) N].
Режущие инструменты, оснащенные пластинами из твердого сплава и быстрорежущей стали с покрытиями (Тi, Fe) N и (Ti, Al) N можно рекомендовать к применению при обработке заготовок из сталей марок 38ХА и 12Х18Н10Т.
Тема дипломного проекта - проектирование технологического процесса изготовления вала эксцентрикового, являющегося одним из основных узлов радиально-поршневого гидромотора.
В ходе выполнения дипломного проекта был выполнен следующий объем работ.
При анализе служебного назначения были отражены основные технические характеристики и назначение машины, перечислены узлы с описанием их работы. Что касается самого вала, то был проведен анализ всех его поверхностей, а также функций, исполняемых ими.
При анализе технических требований были подробно проанализированы требования, предъявляемые при изготовлении детали конструктором, их соответствие общепринятым стандартом.
Был определен тип производства - мелкосерийный - и соответствующая ему форма организации работ.
Для вышеупомянутого типа производства было произведено экономическое обоснование выбора метода получения исходной заготовки. В качестве заготовки была принята поковка, получаемая методом штамповки.
Во время выполнения работы был проанализирован и усовершенствован технологический процесс изготовления детали. Было предложено и обосновано применение новых станков и оснастки, что позволит значительно сократить потери времени, показать себестоимость обработки, облегчить труд рабочих и повысить культуру труда на предприятии.
Список литературы
1. А.Ф. Горбацевич, В.А. Шкред «Курсовое проектирование по технологии машиностроения». – 4-е изд., перераб. и доп. – Минск: Выш. Школа, 1983. -256 с.
2. Справочник технолога машиностроителя.2 т. /Под ред.А.Г. Касиловой и Р.К. Мещерякова. – 4-е изд., перераб. и доп. –М.: Машиностроение, 1986. – 496 с.
3. Обработка металлов резанем: Справочник технолога / А.А. Панов, В.В. Аникин, Н.Г. Бойм и др. Под общ. ред.А. А. Панова. - М.: Машиностроение. 1988. -736 с.: ил.
4. Маталин А.А. Технология машиностроения: Учебник для машиностроительных вузов по специальности “Технология машиностроения, металлорежущие станки и инструменты”. – Л.: Машиностроение, Ленингр. отд-ние, 1985. – 496с., ил.
5. Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения. -4-е изд., перераб. и доп. – Минск: Вышэйш. Школа, 1983. -256 с.
6. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Часть 1. Токарные, карусельные, токарно-револьверные, алмазно-расточные, строгальные, долбежные и фрезерные станки. Изд.2-е. М.: Машиностроение, 1974. – 406 с. ил.
7. Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ: Серийное производство. – М.: Машиностроение, 1974. – 421с.
8. ГОСТ 7505 – 89. Поковки стальные штампованные.
9. А.П. Станки и инструменты 3/1991, М.: - Машиностроение, 46с.
10. Малов А. Н., Справочник технолога-машиностроителя. -3-е изд., перераб. и доп. -М: Машиностроение, 1972. - 568с.
11. Методические указания для курсового проекта. Для студентов специальностей 7.090202 «Технология машиностроения» дневной и заочной форм обучения. / Сост. Евтухов В.Г., Захаркин А.У. – 1999 – с.23 ил.
Похожие работы
... затем сушат в сушильном шкафу (t = 200С, = 10 мин). Технологическая карта восстановления гильзы цилиндра двигателя Д-240 представлена 8-ым листом графической части. 6. Охрана труда гильза цилиндр гальваномеханический восстановление 6.1 Меры безопасности при ремонте гильз ДВС Безопасность жизнедеятельности – это комплекс мероприятий по обеспечению по обеспечению безопасности жизненной ...
... и верхний торец гильзы. При установке гильзы используют приспособление. Которое крепится на столе станка. 6. Разработка технологического процесса восстановления гильз цилиндров двигателя ЗиЛ-130 Схема 1 Наименование дефекта Способ ремонта № операции Наименование и содержание операции Установочная база Износ зеркала гильзы Восстановление под ближайший ремонтный размер 1 2 ...
... резания, обеспечивающих как производительность, так и требуемую точность, и качество производимой продукции. 1. Разработка технологического процесса сборки 1.1Анализ служебного назначения изделия и технологичность его конструкции Приспособление предназначено для определения величины биения оси пружины. Величину биения замеряем с помощью индикатора. Приспособление достаточно простое в ...
... диаметром 4 и 8 мм. Штангенциркуль 125 мм. Струбцина; бородок. Молоток. Центра; индикатор со стойкой; оправка шлицевая. Стеллаж для узлов и деталей. 13,5 7 Кз.ср = 0,34 2.2 Экономическое обоснование проектируемого ремонтного участка 2.2.1 Расчет стоимости основных фондов и их амортизация Стоимость основных фондов участка (цеха) складывается из стоимости: зданий и сооружений; ...
0 комментариев