Взаємозв'язок основних властивостей вогнетривів з параметрами технології їх виготовлення
Залежність щільності укладки при пресуванні від зернового складу вогнетривких порошків
Особливості процесів структурно-фазових перетворень при термічній обробці шамотних вогнетривів
Пористість
Вибір оптимальних технологічних параметрів воготовлення шамотних вогнетривів для футеровки вагранок марки ШБВ
Навигация
Вибір оптимальних технологічних параметрів воготовлення шамотних вогнетривів для футеровки вагранок марки ШБВ
Вибір оптимальних технологічних параметрів виробництва шамотних вогнетривів і їх взаємозв’язок з основними властивостями виробів
59829
знаков
7
таблиц
4
изображения
3. Вибір оптимальних технологічних параметрів воготовлення шамотних вогнетривів для футеровки вагранок марки ШБВ
Згідно з аналізом умов служби шамотних вогнетривів для футеровки вагранок були встановлені взаємозв’язані визначальні показники властивостей цих виробів: границя міцності при стиску і відкрита пористість, які обумовлюють експлуатаційні властивості шамотних вогнетривів для футеровки вагранок.
Для вибору оптимальних технологічних параметрів виготовлення шамотних вогнетривів для футеровки вагранок з відкритою пористістю 21,7% було реалізовано експеримент з виготовлення шамотних вогнетривів за наступними параметрами:
Речовинний склад шихти:
- безперервний тип укладки зерен:
шамот фр. 3-0 мм – 85%,
глина фр. 2-0 мм – 15%;
- перервний тип укладки зерен:
шамот фр. 3-0,5 мм – 65%,
суміш сумісного помелу – ССП (шамот – 70%, глина – 30%)
фр.< 0,088 мм – 35%
- вологість маси – 5% і 7,5%;
- тиск пресування – 20 Н/мм2 і 100 Н/мм2;
- максимальна температура випалу виробів – 14500С.
Результати визначення показників властивостей шамотних виробів для футеровки вагранок наведено в таблиці 3.1.
Таблиця 3.1 – Вихідні дані і показники властивостей виробів
| Принцип укладки | № шихти | Речовинний склад шихти,% | Вологість маси, % | Тиск пресування,Н/мм2 ррН | Відкрита пористість,% | Границя міцності при стиску,Н/мм2 | |||
| шамот фр. 3-0мм | глина фр.2-0мм | шамот фр.3-0,5мм | ССП фр. <0,088мм | ||||||
| Безперервнийй | 1 | 85 | 15 | - | - | 5 | 20 | 24,8 | 12 |
| 2 | - | - | 5 | 100 | 21,8 | 17 | |||
| 3 | - | - | 7,5 | 20 | 24,2 | 14 | |||
| 4 | - | - | 7,5 | 100 | 21,0 | 22 | |||
| Перервний | 5 | - | - | 55 | 45 | 5 | 20 | 22,5 | 20 |
| 6 | - | - | 5 | 100 | 20,4 | 28 | |||
| 7 | - | - | 7,5 | 20 | 21,6 | 25 | |||
| 8 | - | - | 7,5 | 100 | 19,2 | 35 | |||
Для оптимізації тиску пресування вогнетривів в інтервалі 10-200 Н/мм2 використовують рівняння А.С.Бережного, яке встановлює залежність між пористістю сирцю і тиском пресування
Е = а-blgР
де Е - істинна пористість, %;
а,b- константи процесу пресування для різних мас;
Р - тиск пресування, Н/мм2.
Фізичний смисл констант а і b не може бути виражено однозначно незважаючи на те, що з рівняння слідує формальне визначення константи а, пористість при ~ 0.1 Н/мм2. А.С.Бережний вважав, що значення константи а близьке до пористості вихідного порошку, коли маса знаходиться під дією тільки капілярних сил і тиску шарів, що лежать вище. Але великі відхилення рівняння від експериментальних даних в області низького тиску не дозволяють розділити цю точку зору. Крім того, за даними різних авторів, значення а звичайно знаходиться в межах 23 - 80, що набагато перевищує розкид реальної пористості вихідних порошків; іноді значення досягає 100 і більше.
Щодо константи b, то її основний смисл можна оцінити як міру ущільнення порошкової маси у всьому інтервалі можливого тиску. Однак під дією такого, наприклад, фактора, як підвищення вологості, здатність маси до ущільнення при низьких тисках збільшується, а при високих - знижується. Тому, не завжди можна одночасно відобразити пресувальну здатність маси за допомогою однієї величини b. Реальні значення константи b знаходяться найчастіше всього в межах 3-10.
Встановлено, що відносне ущільнення пресовок в даному інтервалі тиску зменшується з ростом відношення а:b, тобто величина а:b характеризує сукупність факторів, які утруднюють ущільнення пресовки.
Рівняння А.С.Бережного може бути застосовано без змінення загальної формули, а лише при інших значеннях констант а і b, Враховуючи це, для визначення залежності між тиском пресування і відкритою пористістю та щільністю випалених виробів його використовують для встановлення оптимальних параметрів пресування.
Для визначення коефіцієнтів рівняння а і b достатньо двох експериментів, які виконано при двох суттєво різних тисках Р1 і Р2 з визначенням істинної пористості пресовок або відкритої пористості випалених виробів П1 і П2.
Для вибору оптимального тиску пресування необхідно розрахувати константи а і b в рівнянні А.С.Бережного, виконати розрахунки пористості шамотних виробів при різних значеннях зусилля пресування та провести аналіз і відкритої пористості в залежності від технологічних параметрів виготовлення виробів: вологості маси і тиску пресування, зернового складу вогнетривкої шихти. Залежність відкритої пористості від тиску пресування і вологості мас з різким типом укладок зерен подати графічно.
При виборі оптимального тиску пресування при постійній вологості шамотної маси визначаємо константи а і b в рівнянні А.С.Бережного шляхом розв'язування системи рівнянь:
П1 =а-blg Р1
П2 = а-blg Р2
де П1 і П2 – відкрита пористість виробів, які сформовані при різних значеннях тиску пресування,%;
а,b – константи рівняння;
Р1 і Р2 – тиск пресування, Н/мм2.
Тоді значення констант рівняння А.С. Бережного можна розрахувати за формулами:
b = (П1-П2):lgР2/Р1
a = П1 +blg Р1
Розрахуємо коефіцієнти а і b для мас з різним типом укладки зерен.
Для мас безперервного зернового складу:
- вологість вогнетривкої маси 5%, тиск пресування Р1=20 Н/мм2, Р2=100 Н/мм2
b = (24,8 - 21,8):lg100/20 = 3,00: 0,699 = 4,29
а = 24,8 + 4,29lg20 = 24,8 + 4,29*1,301 = 30,38
П = 30,38 – 4,29 lgР,%
- вологість вогнетривкої маси 7,5%, тиск пресування Р1=20 Н/мм2, Р2=100 Н/мм2
b = (24,2 - 21,0):lg100/20 = 3,20: 0,699 = 4,58
а = 24,2 + 4,58lg20 = 24,2 + 4,58*1,301 = 30,16
П = 30,16 – 4,58 lgР,%
Для мас перервного зернового складу:
- вологість вогнетривкої маси 5%, тиск пресування Р1=20 Н/мм2, Р2=100 Н/мм2
b = (22,5 – 20,4):lg100/20 = 2,10: 0,699 = 3,00
а = 22,5 + 3,00lg20 = 22,5 + 3,00*1,301 = 26,4
П = 26,4 – 3,00 lgР,%
- вологість вогнетривкої маси 7,5%, тиск пресування Р1=20 Н/мм2, Р2=100 Н/мм2
b = (21,6 – 19,2):lg100/20 = 2,40: 0,699 = 3,43
а = 21,6 + 3,43lg20 = 21,6 + 3,43*1,301 = 26,10
П = 26,10 – 3,43 lgР,%
Результати розрахунку констант рівняння А.С. Бережного і одержання рівнянь зведемо в табл.3.2, знайдемо відношення констант а:b і проведемо аналіз зміни пористості виробів в залежності від технологічних параметрів виготовлення виробів.
Таблиця 3.2 – Рівняння А.С. Бережного
| Принцип укладки зерен | Вологість маси,% | Значення констант | Відношення a:b | Рівняння | |
| а | b | ||||
| Безперервний | 5 | 30,38 | 4,29 | 7,08 | П=30,38-4,29lgP |
| 7,5 | 30,16 | 4,58 | 6,59 | П=30,16-4,58lgP | |
| Перервний | 5 | 26,4 | 3,00 | 8,80 | П=26,4-3,00lgP |
| 7,5 | 26,1 | 3,43 | 7,61 | П=26,1-3,43lgP | |
Згідно з теоретичними даними для одержання виробів з мінімальною пористістю величина відношення констант рівняння а:b повинна зменшуватися. Як видно з одержаних даних для мас з перервним і безперервним зерновим складом, підвищення вологості маси до 7,5% сприяє зниженню величини а:b на 1,19 і 0,49 відповідно. Це зумовлено пластифікуючою дією води, яка знижує тертя мінеральних частинок в процесі пресуваня і забезпечує краще ущільнення маси.
Для підтвердження вищевказаного, використовуючи одержані рівняння (табл.3.2), виконаємо розрахунки величини відкритої пористості в інтервалі тиску пресування 20-100 Н/мм2, а також величину зміни пористості (∆П) при підвищенні тиску пресування на 20 Н/мм2 в заданому інтервалі за формулою
∆П = Пп – Пп-1,
де Пп, Пп-1, - пористість виробів, які сформовані при меншому і більшому тисках пресування відповідно,%
Результати розрахунку зведемо до табл.3.3.
Таблиця 3.3 – Розрахункові значення відкритої пористості, %
| Тиск пресування, Р, Н/мм2 | 20 | 40 | 60 | 80 | 100 | |||
| lgP | 1,301 | 1,602 | 1,778 | 1,903 | 2,00 | |||
| Принцип укладки | Безперервний | Вологість маси | 5% | 24,79 | 23,50 | 22,75 | 22,22 | 21,78 |
| ∆П,% | 1,29 | 0,75 | 0,53 | 0,44 | ||||
| ∆П =24,79-21,78=3,01% | ||||||||
| 7,5% | 24,20 | 22,82 | 22,02 | 21,44 | 21,00 | |||
| ∆П,% | 1,38 | 0,80 | 0,58 | 0,44 | ||||
| ∆П=24,20-21,00=3,00% | ||||||||
| Перервний | 5% | 22,50 | 21,59 | 21,06 | 20,69 | 20,40 | ||
| ∆П,% | 0,91 | 0,53 | 0,37 | 0,29 | ||||
| ∆П=22,50-20,4=2,10% | ||||||||
| 7,5% | 21,64 | 20,61 | 20,00 | 19,57 | 19,24 | |||
| ∆П,% | 1,03 | 0,61 | 0,43 | 0,33 | ||||
| ∆П=21,64-19,24=2,40% | ||||||||
Графічна ілюстрація залежностей відкритої пористості шамотних вогнетривів від тиску пресування і вологості мас представлена на рис 3.1
Аналіз одержаних даних свідчить про те, що незалежно від принципу укладки зерен, підвищення тиску пресування сприяє ущільненню маси і зниженню відкритої пористості виробів. Причому, для мас як з безперервним, так і з перервним зерновим складом збільшення вологості маси від 5% до 7,5% в інтервалі тиску пресування 20-100 Н/мм2 забезпечує зниження відкритої пористості виробів на 0,01% і 0,3% відповідно.
Слід також відмітити, що в області більш високого тиску пресування(вище 60Н/мм2) інтенсивність зменшення величини відкритої пористості знижується, що викликано збільшенням тертя частинок і підвищенням вмісту у масі дрібних фракцій матеріалу, внаслідок руйнування зерен опіснювача під дією значних пресових навантажень.
Розрахуємо величину тиску пресування для виробів, які виготовлені за різними технологіями, що забезпечує виробництво вогнетривів з відкритою пористістю – 21,7%
Для розрахунку тиску пресування, який забезпечить задане значення відкритої пористості шамотних вогнетривів – 21,7%, скористаємося одержаними рівняннями.
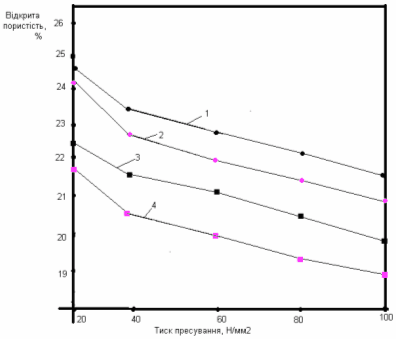
1,2 – безперервний зерновий склад маси;
3,4 - перервний зерновий склад маси;
1,3 – вологість маси 5%;
2,4 - вологість маси 7,5%
Рисунок 3.1 - Вплив тиску пресування і вологості маси на зміну відкритої пористості шамотних вогнетривів
для мас з безперервним типом укладки зерен:
- вологість маси 5%: П = 30,38-4,29lgP
21,7 = 30,38-4,29 lgP
lgP = (30,38-21,7)/4,29
lgP = 2,023
Р = 102,023 = 105,4 ≈ 105 Н/мм2
- вологість маси 7,5%: П = 30,16-4,58lgP
21,7 = 30,16-4,58 lgP
lgP = (30,16-21,7)/4,58
lgP = 1,847
Р = 101,847 = 70,3 ≈ 70 Н/мм2
для мас з перервним типом укладки зерен:
- вологість маси 5%: П = 26,4-3,00lgP
21,7 = 26,4-3,00 lgP
lgP = (26,4-21,7)/3,00
lgP = 1,566
Р = 101,566 = 36,8 ≈ 37 Н/мм2
- вологість маси 7,5%: П = 26,1-3,43lgP
21,7 = 26,1-3,43 lgP
lgP = (26,1-21,7)/3,43
lgP = 1,282
Р = 101,282 = 19,14 ≈ 19 Н/мм2
Результати розрахункових значень тиску пресування, який забезпечує одержання виробів з відкритою пористістю 21,7%, наведено в табл.3.4.
Таблиця 3.4 – Розрахункові значення тиску пресування,Н/мм2
| Принцип укладки Тиск пресування, | Вологість маси,% | |
| 5 | 7,5 | |
| Безперервний | 105 | 70 |
| Перервний | 37 | 19 |
Порівнюючи результати розрахунку пресових зусиль видно, що вологість вогнетривкої маси суттєво впливає на величину тиску пресування, і досягнення заданої пористості може бути реалізовано при менших зусиллях пресування маси. Для мас безперервного зернового складу таким тиском пресування є тиск 70 Н/мм2 при вологості маси 7,5%, а для мас з перервним принципом укладки зерен оптимальний тиск пресування - 19 Н/мм2 при вологості маси 7,5%.
Для остаточного вибору технологічних параметрів необхідно враховувати той факт, що важливою експлуатаційною вимогою до шамотних виробів для футеровки вагранок є висока границя міцності при стиску.
Як видно з даних результатів визначення границі міцності при стиску шамотних виробів (див. табл. 3.1), сформованих із мас безперервного зернового складу, з підвищенням тиску пресування границя міцності виробів при вологості 5% збільшується в 1,42 рази, а при вологості 7,5% - у 1,57 рази. Це зумовлено структурою вогнетриву, розмірами пор і їх розташуванням.
Для виробів, сформованих із мас перервного зернового складу, границя міцності при стиску з підвищенням тиску пресування підвищується при вологості маси 5% в 1,40 раз і для вологості 7,5% в 1,40 рази що також пояснюється особливостями структури виробу і розподілом пор за розмірами.
Відмічено, що незалежно від вологості маси і тиску пресування границя міцності при стиску для шамотних виробів вище у випадку їх виготовлення із мас перервного зернового складу.
Таким чином, враховуючи характер зміни границі міцності вогнетривів, можна стверджувати, що при однаковій пористості - 21,7% границя міцності виробів із мас перервного зернового складу буде вище границі міцності вогнетривів безперервного зернового складу.
Тому, для виготовлення шамотних вогнетривів для футеровки вагранок пропонуються наступні оптимальні технологічні параметри:
Для вогнетривів у зоні плавки та горіння треба використовувати речовинний склад шихти, який передбачає використання перервного типу укладки зерен:
- шамот фр. 3 - 0,5 мм - 55%, ССП фр. <0,088мм-45%;
- вологість маси – 7,5%; тиск пресування - 19 Н/мм2.
А для інших зон вагранок можна використовувати безперервний тип укладки зерен: - шамот фр. 3 - 0 мм - 85%,
- глина фр. 2-0 мм – 15%, - вологість маси – 7,5%;
- тиск пресування - 70 Н/мм2.
Висновки і рекомендації 1 З проведеного аналізу умов служби шамотних вогнетривів, встановлено, що вони повинні володіти високою границею міцності при стиску, що є визначальною їхньою властивістю
2 Був встановлений вплив хіміко-мінералогічного та речовинного складу на властивості вогнетривів, залежність щільності укладки при пресуванні від зернового складу вогнетривких порошків, вплив параметрів пресування на ущільнення вогнетривких мас, особливості процесів структурно-фазових перетворень при термічній обробці шамотних вогнетривів та теоретичні аспекти границі міцності при стиску шамотних вогнетривів для футеровки вагранок та шляхи ії поліпшення.
3 За рівнянням А.С. Бережного для одержання виробів з мінімальною пористістю величина відношення а:b повинна зменшуватися. Аналіз рівнянь свідчить про те, що підвищення тиску пресування сприяє ущільненню маси і зниженню відкритої пористості. З цього можна зробити висновок, що ми повинні використовувати вироби, сформрвані із мас перервного зернового складу,речовинний склад яких: шамот фр. 3 - 0,5 мм - 55%, ССП фр. < 0,088мм-45%; вологість маси – 7,5%; тиск пресування - 20 Н/мм2.
4 Для поліпшення визначального показника - границі міцності при стиску необхідно регулювати розмір пор: крупні пори більш різко зменшують міцність ніж дрібні; їх рівномірне розподілення та форму: зменшення розміру пор та регулювання їх розподілення збільшують міцність вогнетривів; підібрати оптимальний тиск пресування.
Література
1 Стрелов К.К., Мамыкин П.С. Технология огнеупоров. – М.: Металлургия, 1978. – 376с.
2 Іващенко Л.В. Взаємозв’язок основних властивостей вогнетривів з параметрами технології: Конспект лекцій. – Дніпропетровськ: НМетАУ, 2002. – 61 с.
3 Плотников Л.А. Огнупоры в черной металлургии. – М.: Металлургия, 1973. – 272с.
4 Огнеупорное производство: Справочник под ред. Д.И. Гавриша. – М.: Металлургия, 1965. – Том 2. – 578 с.
0 комментариев