Навигация
Використання генетичних алгоритмів в САПР ТП
37537
знаков
0
таблиц
2
изображения
НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ УКРАЇНИ
«КИЇВСЬКИЙ ПОЛІТЕХНІЧНИЙ ІНСТИТУТ»
Курсова робота
На тему:
Використання генетичних алгоритмів в САПР ТП
факультет: Приладобудівний
кафедра: Виробництва приладів
Київ – 2009
План
Вступ
1. Класифікація інформаційних технологічних систем
2. Задачі технологічної підготовки виробництва, що розв’язуються за допомогою математичного моделювання
3. Аналіз інформаційних зв’язків в технологічних системах виготовлення деталей та складання приладів
4. Моделювання процесів з використанням методів лінійного і нелінійного програмування
5. Перспективи використання генетичних алгоритмів в САПР ТП
5.1 Теоретична частина
5.2 Застосування генетичних алгоритмів
5.3 Проблеми при використанні генетичних алгоритмів
Висновки
Summary
Список використаних джерел
Вступ
Інформаційні системи на базі сучасних комп’ютерів, оснащених відповідним програмним забезпеченням, відіграють важливу роль в організації, керуванні та плануванні виробництва, і технологічних процесів в ньому.
Застосування комп’ютерів при рішенні задач технологічного проектування дозволяє оперувати досить складними схемами і формулами, проте інколи, із-за недостатньої формалізації завдань, ці залежності неадекватні реальним виробничим процесам. В зв'язку з цим, одним з методів оцінки рішень і вибору оптимального рішення є моделювання. При моделюванні рішень широко використовують методи математичного та імітаційного моделювання. Для цього створюються спеціальні засоби. Методи математичного та імітаційного моделювання зазвичай реалізуються на комп’ютерах.
Виробнича система, як і більшість систем, являє собою сукупність підсистеми, що керується (об’єкт управління), та керованої підсистеми (суб’єкта управління, який має у своєму розпорядженні відповідні механізми управління). В системі управління формування управляючої дії здійснюється на базі прийняття управлінського рішення. Тому управління можна представити як процес підготовки, прийняття та реалізації рішень, що спрямовані на досягнення цілей, які були поставлені. Технологічний процес повинен здійснюватися на базі принципів системного підходу, тому що він являє собою сукупність багатьох взаємопов’язаних процесів.
Таким чином ефективне розв’язання задач технологічного проектування виробництва можливе при наявності адекватних математичних та імітаційних моделей параметрів і показників технологічних процесів виготовлення виробів приладобудування.
Коли управляюча підсистема належить виробничій системі, управління її діяльністю та розвитком здійснюється у замкненому контурі за допомогою зворотного зв’язку виходу системи (результатів діяльності) із входом до неї (факторами діяльності, у тому числі, факторами виробництва). Наявність зворотного зв’язку забезпечує вплив на виробничі фактори за рахунок власних ресурсів, завдяки чому й досягається самоорганізація виробничої системи.
1. Класифікація інформаційних технологічних систем
На основі опублікованих джерел [3], можна сказати, що ефективність для виробництва своєчасно отриманої інформації у 3 рази вища від ефективності освіти для цієї ж сфери діяльності, у 6 разів – від темпів розвитку науково-технічного прогресу, у 12 разів – від вкладеного капіталу, та у 18-25 разів – від нерухомості.
Для розв’язку проблем, які пов’язані з інформаційним забезпеченням технологічних процесів, сьогодні використовуються автоматичні системи управління технологічними процесами (АСУТП) типу SCADA (Supervisory Control and Data Acquisition) або DCS (Distributed Control Systems). Обидва вказаних типи систем належать класу MMI (Man-Machine Interface), що означає „людино-машинний інтерфейс” у контексті забезпечення двобічного зв’язку „оператор - технологічне обладнання”.
Проте головну увагу слід звернути на САПР (системи автоматизованого проектування), без яких не може обійтися жодне промислове підприємство, чия продукція потребує конструкторської та технологічної документації. Сучасні технології САПР для підприємств представлені системами CAD/CAM/CAE/PDM (Сomputer Aided Design, Manufacturing, Engineering, Product Data Management). Ці системи дозволяють обійтися без „паперової” документації, здійснюючи прямий зв’язок між процесами розробки виробу та його виробництвом, що дозволяє підвищити якість продукції та скоротити час розробки.
Поволі між ММІ та ERP утворилася проміжна група систем, що зветься MES (Manufacturing Execution Systems). Вона виникла внаслідок відокремлення задач, що не відносяться до жодної з раніше визначених груп. До системи MES прийнято відносити додатки, що відповідають:
· за управління виробничими та людськими резервами у межах технологічного процесу;
· планування та контроль послідовності операцій технологічного процесу;
· керування якістю продукції;
· зберігання вихідних матеріалів та виробничої продукції по технологічних підрозділах;
· технічне обслуговування виробничого обладнання;
· зв’язок систем ERP та SCADA/DCS.
Одна з причин виникнення таких систем – спроба виділити задачі управління виробництвом на рівні технологічного підрозділу. Але дуже швидко були виявлені недоліки розділення задач планування та управління виробництвом на два рівня. Досвід показав, що інформаційна база цих задач повинна бути єдиною.
Інший шлях виникнення систем MES – знизу, від АСУТП. Так здійснилося відділення тактичних задач оперативного управління технологічними процесами від стратегічних задач ведення процесу у цілому. Так, зокрема, у хімічній, металургійній, харчовій та деяких інших галузях промисловості можна виділити задачі управління технологічними послідовностями (batch control). Їх суть – забезпечення випуску продукції у потрібному об’ємі із заданими технологічними характеристиками за наявністю можливого переходу на новий вид продукції. Були відокремлені також й задачі ведення архіву значень технологічних змінних з можливістю відновлення виробничих ситуацій попередніх періодів та аналізу нештатних ситуацій. З’явилися програми навчання технологічного персоналу та оптимізація ведення технологічних процесів.
Аналіз існуючих в даний час на підприємствах України автоматизованих інформаційних систем свідчить про їх незначну кількість та велику застарілість. Вони, з різних причин, обмежують розвиток технології виробництв, особливо якщо це стосується таких виробництв, які характеризуються високими технологіями, а саме підприємств приладобудівного профілю. Тому нагальною потребою є створення автоматизованих систем збирання, обробки технологічної інформації та проектування технології виробництва, особливо для приладобудівної галузі.
Широкий спектр задач, що вирішується технологами, пред’являє високі вимоги до таких систем. Відомі складності останніх років призвели до того, що на підприємствах приладобудівного профілю залишилися фахівці з великим досвідом та знаннями виробництва, але без достатніх навичок роботи на персональних комп’ютерах, а поповнення технологічних кадрів випускниками вузів виявилося явно недостатнім. Тому вимоги, що ставляться до розроблюваних систем такого роду, повинні бути такими, щоб системі були притаманні:
· простота освоєння;
· розвинені функціональні можливості;
· зручність у роботі;
· гнучкість у надбудові.
Все це дозволить розробленій автоматизованій системі зайняти достойне місце в приладобудівному виробництві, а також дасть можливість не тільки забезпечити технологічний цикл всім необхідним для його нормального функціонування, але й надасть змогу виробництву до саморозвитку, удосконалення та опанування нових технологічних розробок.
2. Задачі технологічної підготовки виробництва, що розв’язуються за допомогою математичного моделювання
Автоматизація виробництва вимагає інтеграції і автоматизації всіх робіт з технологічної підготовки виробництва (ТПВ). Інтеграція конструкторської, технологічної, організаційної і економічної підготовки виробництва полягає в забезпеченні достовірних своєчасних прямих і зворотних зв'язків між завданнями в цілях вибору оптимальних рішень на всіх етапах підготовки виробництва. Забезпечити безперервний ефективний зв'язок між завданнями зазвичай можливо лише в умовах автоматизації підготовки виробництва на основі єдиної інформаційної бази, яка включає постійну (нормативно-довідкову) і змінну інформацію, що формується в процесі рішення задачі.
Але, не дивлячись на інтеграцію робіт, в підготовці виробництва можна виділити два самостійні види робіт, що відрізняються за складом і метою:
Похожие работы
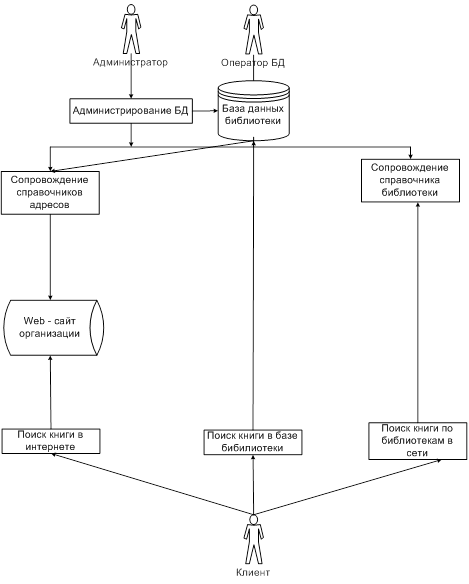
... адміністратор локальної мережі, який є у штатному розкладі і займається усіма проблемами, зв’язаними з комп’ютерами. Рисунок 1.2 – Функціональна схема автоматизованого робочого місця науково-технічної бібліотеки Метою розробки АРМ є - скорочення часу обробки оперативних даних, зменшення кількості помилок при обробці інформації. Основні функціональні вимоги до розроблюваного автоматизованого ...
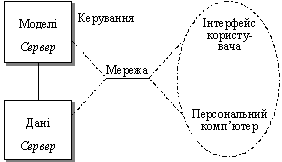
... інші території. На додаток до цього моделі прогнозування в СППР та основані на реальних знаннях системи часто використовуються як настільні, розраховані на одного користувача системи. Системи підтримки прийняття рішень набули широкого застосування в економіках передових країн світу, причому їхня кількість постійно зростає. На рівні стратегічного управління використовується ряд СППР, зокрема для ...
... ічного університету, доктором технічних наук, професором М-П.Зборщиком. Висновок установи, в якій виконано дисертацію, с першою і дуже важливою її експертизою з точки зору відповідності дисертації вимогам “Порядку”. Висновок затверджується ректором (директором) або проректором (заступником директора) з наукової роботи, які несуть персональну відповідальність за якість, об'єктивність і строки пі ...
... видів риб та водоплавних та навколоводних птахів. З птахів домінують гусеподібні, сивкоподібні, а також зустрічаються норцеподібні, лелекоподібні, журавлеподібні і горобцеподібні. Розділ 4. Проектування екологічних мереж Ратнівського району 4.1 Загальні поняття Сучасна стратегія охорони природи полягає у забезпеченні динамічної екологічної рівноваги окремих регіонів, пошуку різноманітних ...
0 комментариев