Навигация
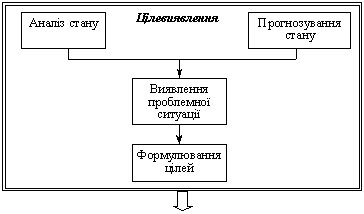
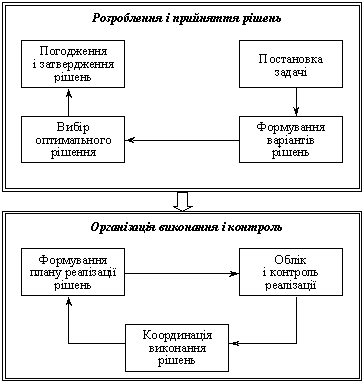
Проектування або реорганізація виробництва (пряме завдання) (рис. 1);
37537
знаков
0
таблиц
2
изображения
1. проектування або реорганізація виробництва (пряме завдання) (рис. 1);
2. експлуатація організованого виробництва (обернена задача проектування) (рис. 2).
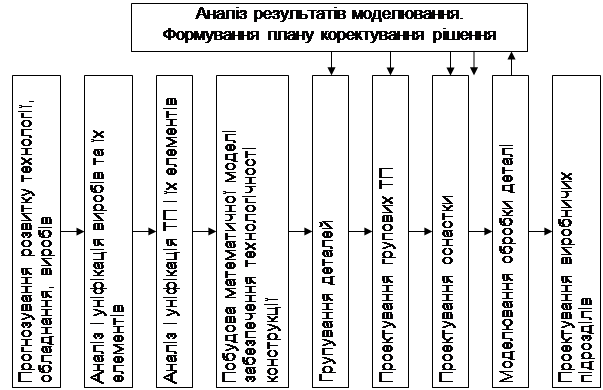
Рис. 1. Прямі завдання проектування
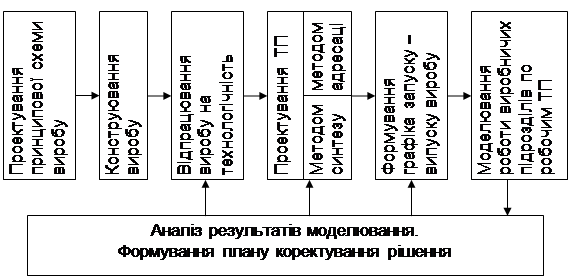
Рис. 2. Обернені завдання проектування
Метою проектування виробництва є побудова виробничої системи і створення таких умов, які забезпечували б протягом тривалого часу виготовлення запланованих і прогнозованих виробів в заданий термін, і з мінімальними затратами. При проектуванні багатономенклатурної виробничої системи формується одна з найважливіших їх властивостей виробництва – його перенастроюваність (гнучкість). Метою сучасного виробництва є максимальне використання технічного рівня виробничої системи при виготовленні запланованих виробів. Це припускає максимізацію термінів проектування і виготовлення виробів при мінімальних витратах на ТПВ.
Інтеграція двох видів робіт при сумісному їх розгляді полягає в створенні, при проектуванні виробництва, технічної, організаційної і інформаційної баз, на основі яких приймаються рішення при експлуатації виробництва і досягається необхідна гнучкість виробничої системи.
В наведених схемах (рис. 1, 2) передбачені оцінки рішень і вибір ефективних рішень, для чого організовуються складні образні зв'язки (на схемах вказані не всі). У схемі проектування виробничої системи оптимізація проводиться при уніфікації, а також при проектуванні технологічного оснащення і виробничих підрозділів. При рішенні задач уніфікації визначається оптимальний склад уніфікованих виробів. При проектуванні групових операційних технологічних процесів (ТП) оптимізуються план обробки, склад інструментальних переходів, поєднання в обробці, при проектуванні технологічного оснащення – склад комплектів базових поверхонь і маршрутних ТП, при проектуванні виробничих підрозділів – маршрутний ТП, склад допоміжного, транспортно-накопичувального і складського устаткування, розміщення устаткування. У схемі (рис. 2) оптимізація виконується в процесі проектування ТП і формування плану-графіка при оперативному управлінні виробничими підрозділами. Очевидно, для розробки оптимальних варіантів робочих ТП необхідно допустити, щоб деяка сукупність деталей могла бути віднесена не до однієї, а до декількох груп. За рахунок такого „перетину” груп спрощується вибір оптимального варіанту ТП і плану-графіка виконання робіт.
Оцінка і порівняння варіантів рішення в обох схемах може проводитися по логічних і аналітичних залежностях. Застосування ЕОМ при рішенні задач ТПВ дозволяє оперувати при оцінці досить складними схемами і формулами, але часто із-за недостатньої формалізації завдань ці залежності неадекватні реальним виробничим процесам. У зв'язку з цим основним методом оцінки рішень і вибору оптимального рішення є моделювання. При моделюванні рішень в даний час широко застосовують методи математичного та імітаційного моделювання. Для цього створюються спеціальні засоби. Методи математичного та імітаційного моделювання реалізуються на ЕОМ.
До моделювання рішень вдаються в обох схемах (рис. 1, 2). Але в схемі проектування виробництва моделювання і вибір оптимального рішення проводять на основі довгострокового прогнозу розвитку виробів і технології, а в схемі експлуатації виробництва використовують реальні схеми організації технологічних процесів, устаткування, інструменти, пристосування і т.д. У зв'язку з цим в схемі проектування особливу увагу слід приділяти роботам по коротко- і довгостроковому прогнозуванню розвитку технології, виробів, устаткування.
Таким чином ефективне розв’язання задач ТПВ можливе при наявності адекватних математичних та імітаційних моделей параметрів і показників технологічних процесів виготовлення виробів приладобудування.
3. Аналіз інформаційних зв’язків в технологічних системах виготовлення деталей та складання приладів
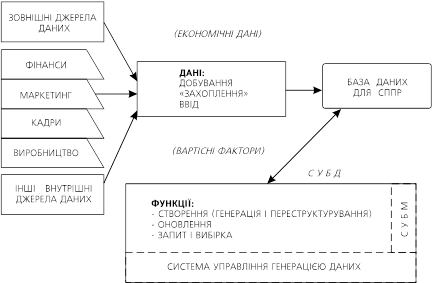
Основна задача системи інформації підприємства полягає у максимальному задоволенні потреб підприємства в інформації, що необхідна для його безвідмовного функціонування. Це відноситься до всіх господарчих одиниць підприємства і відповідних підсистем їх інформації. Таким чином, про задовільну систему інформації підприємства можна казати лише у тому випадку, якщо ця система є комплексною, приймаючи до уваги як структуру організації, так і характер та зміст самої інформації.
При розробці загальної системи інформації підприємства необхідно враховувати два фактори [4]: по-перше, у відповідності з двома основними видами інформації – економічною та технічною – на підприємстві повинні бути створені дві специфічні підсистеми інформації – економічна і технічна; по-друге, кожна окрема господарська одиниця підприємства у процесі своєї діяльності повинна користуватися як економічною, так і технічною інформацією.
Таким чином, структура систем інформації підприємства відповідає його організаційній структурі, а інформаційна діяльність підприємства нерозривно пов’язана з його господарчою діяльністю. З усього сказаного випливає, що розробка та удосконалення системи інформації не можуть виконуватися тільки шляхом простих організаційних змін, а лише завдяки забезпеченню комплексних зв’язків між системою інформації та управлінським, оперативним і контролюючим відділами підприємства, а також його виробничим сектором.
Управління виробничим процесом займає центральне місце в системі керування підприємством та в системі його інформації. У той же час при плануванні процесу управління виробництвом і в ході його здійснення виникає ряд спірних питань, пов’язаних з тим, що вимоги, які пред’являються до виробничого процесу, є надзвичайно широкими.
Система інформаційних зв’язків в технологічних процесах відіграє одну з найважливіших ролей у виробництві. Це стосується як конвеєрного засобу виробництва, так і інших форм виробничого процесу.
Зупинимося детально на аналізі деяких видів технологічних процесів та необхідності їх інформаційного забезпечення, яке може бути побудованим як на традиційній системі обліку руху матеріальних потоків та супроводжувальної технологічної документації, так і з застосуванням сучасних методів інформаційного забезпечення на базі обчислювальної техніки.
Майже усі виробництва, у тому числі й приладобудівне, мають справу з власним виготовленням деяких деталей та вузлів з матеріалів та сировини, а також з напівфабрикатів або комплектуючих. В цьому виробництві використовуються потужності механічних цехів. Механічні цехи різних виробництв мають як традиційне обладнання, так і станки та установки з числовим програмним керуванням (ЧПК), які входять до складу обладнання цеху як окремі одиниці, так і у складі технологічних ліній. В обох цих випадках комплектації обладнання цеху установками або станками виникає потреба в інформаційному забезпеченні їх роботи відповідними програмами, за якими здійснюється технологічний процес з виготовлення деталей.
При цьому послідовність операцій технологічного процесу в такому підрозділі загального виробництва виглядає таким чином:
- надходження програмного забезпечення для виготовлення деталей певного виду;
- надходження сировини, матеріалів або напівфабрикатів для виготовлення цих деталей, його облік в автоматизованій інформаційній системі поетапного супроводження всього заводського виробничого циклу;
- встановлення (інсталяція) цього програмного забезпечення в обладнання та тестові виготовлення виробів за допомогою цих програмних пакетів;
- серійне (потокове) виготовлення деталей на обладнанні з ЧПК та проведення контролю параметрів технологічного процесу;
- вибірковий контроль якості виготовлених деталей із застосуванням автоматизованих методів технічного тестування;
- облік результатів виготовлення продукції на цьому етапі технологічного процесу та передача відповідних даних про проходження продукції на наступний етап виробничого процесу.
Процес виготовлення або деяких вузлів чи агрегатів продукції, або загальної збірки готового виробу може здійснюватися конвеєрним або звичайним засобами. При цьому послідовність операцій технологічного процесу в такому підрозділі загального виробництва виглядає таким чином:
- надходження програмного забезпечення для виконання технологічних операцій в умовах автоматизованого обладнання складального виробництва (наприклад, автоматизована система компанії Philips для збирання друкованих плат на базі товстошарової клеєної технології; автомати чи напівавтомати технології мікрозварки тощо);
- надходження комплектуючих, напівфабрикатів або вузлів для виготовлення цих агрегатів, блоків чи готових виробів; облік продукції, що надходить, в автоматизованій інформаційній системі по-етапного супроводження всього заводського виробничого циклу;
- встановлення (інсталяція) цього програмного забезпечення в обладнання та тестові виготовлення виробів за допомогою цих програмних пакетів;
- серійне (потокове) виготовлення деталей на автоматизованому чи працюючому в ручному режимі керування обладнанні та проведення контролю параметрів технологічного процесу;
- вибірковий, на базі методів статистичного аналізу, контроль якості виготовлених вузлів, агрегатів або готових виробів із застосуванням автоматизованих методів технічного тестування;
- облік результатів виготовлення продукції на цьому етапі технологічного процесу та передача відповідних даних про проходження продукції на наступний етап виробничого процесу, склад готової продукції та до АСУ виробництвом.
Управління виробничим процесом будується у відповідності з річним планом підприємства, якій ділиться на місячні завдання. Місячний
план-завдання (програма) містить інформацію про об’єм та асортимент накресленого випуску окремих видів продукції, про терміни і виробничі витрати.
Для визначення термінів випуску продукції необхідно мати інформацію про:
- робочий час, необхідний для виробництва продукції на окремих виробничих одиницях та агрегатах і машинах та який розраховується на основі норм витрат часу;
- тривалість і фази повного виробничого циклу;
- виробничі потужності;
- фондомісткість та потреби в інструментах для виконання виробничої програми;
- наявний парк машин і стан машинного обладнання і т.д.
Служба керування виробництвом (диспетчерська служба) повинна мати правильно розроблену та побудовану інформаційну систему, тому що це необхідно для безперебійного здійснення процесу виробництва. Диспетчерська служба повинна бути інформованою про всі суттєві моменти виробничого процесу з тим, щоб вона могла попередити можливі або несподівано виникаючі складності.
В системі управління виробничим процесом диспетчерська служба займає центральне місце і виступає у ролі оперативного інформаційного центру, куди надходить інформація про виробництво і пов’язані з ним проблеми. Диспетчерська служба цю інформацію групує та своєчасно передає органам, що приймають рішення. Управління виробничим процесом на заводах має у своєму розпорядженні у більшості випадків добре розроблену мережу диспетчерської служби. У центральної диспетчерської служби є цехові диспетчерські служби, у функцію яких входить отримання та передача інформації.
Однією з найважливіших умов ефективного керівництва виробничим процесом є обробка даних, що забезпечує отримання інформації у необхідному об’ємі та потрібної якості.
Для того, щоб виробництво могло враховувати всі тонкощі технологічного процесу, необхідно максимально механізувати обробку даних, використовуючи при цьому комп’ютерну техніку.
У процесі керівництва виробничим процесом постійно приходиться вивчати зворотні зв’язки, оскільки вони характеризуються системою взаємопов’язаних та взаємозалежних задач. Тому організацію та управління виробництвом доцільно розглядати як кібернетичну систему, що має свої особливості у приладобудівному виробництві [4].
Слід зауважити, що серед факторів виробництва надзвичайно важливе значення мають робоча сила та виробничі потужності, тому отримання інформації, що відноситься до них, вельми необхідно.
Інформація, що відноситься до наявності робочої сили, повинна бути різнобічною. Потреба у робочій силі, співвідношення жіночої та чоловічої праці, кваліфікованої, навченої або ненавченої робочої сили визначаються характером виробничого процесу, його технології. Характер виробництва висуває до працівника підвищені вимоги, які в умовах серійного виробництва зводяться до здатності працюючих здійснювати технологічний процес з використанням монотонної та важкої фізичної праці. Робота персоналу виробництва в умовах граничного напруження не може не впливати на якість
технологічних операцій, які виконують у процесі виробництва працюючі, та забезпечення стабільності якості промислової продукції.
Проведений аналіз інформаційних зв’язків в технологічних схемах промислових виробництв дозволяє переходити до подальших кроків у дослідженні технологічних систем у приладобудуванні.
Похожие работы
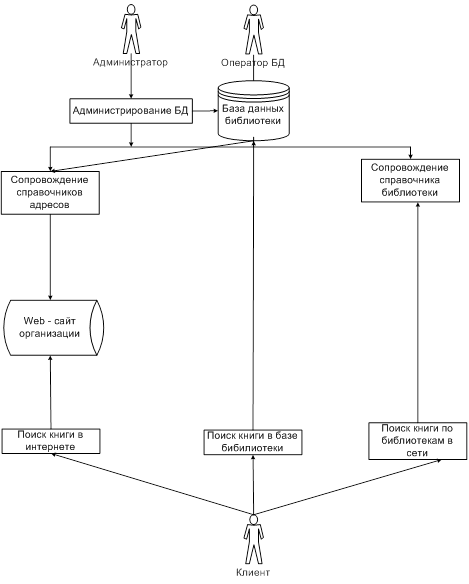
... адміністратор локальної мережі, який є у штатному розкладі і займається усіма проблемами, зв’язаними з комп’ютерами. Рисунок 1.2 – Функціональна схема автоматизованого робочого місця науково-технічної бібліотеки Метою розробки АРМ є - скорочення часу обробки оперативних даних, зменшення кількості помилок при обробці інформації. Основні функціональні вимоги до розроблюваного автоматизованого ...
... інші території. На додаток до цього моделі прогнозування в СППР та основані на реальних знаннях системи часто використовуються як настільні, розраховані на одного користувача системи. Системи підтримки прийняття рішень набули широкого застосування в економіках передових країн світу, причому їхня кількість постійно зростає. На рівні стратегічного управління використовується ряд СППР, зокрема для ...
... ічного університету, доктором технічних наук, професором М-П.Зборщиком. Висновок установи, в якій виконано дисертацію, с першою і дуже важливою її експертизою з точки зору відповідності дисертації вимогам “Порядку”. Висновок затверджується ректором (директором) або проректором (заступником директора) з наукової роботи, які несуть персональну відповідальність за якість, об'єктивність і строки пі ...
... видів риб та водоплавних та навколоводних птахів. З птахів домінують гусеподібні, сивкоподібні, а також зустрічаються норцеподібні, лелекоподібні, журавлеподібні і горобцеподібні. Розділ 4. Проектування екологічних мереж Ратнівського району 4.1 Загальні поняття Сучасна стратегія охорони природи полягає у забезпеченні динамічної екологічної рівноваги окремих регіонів, пошуку різноманітних ...
0 комментариев