Навигация
Выбор оборудования для выполнения закрепок при изготовлении школьного жилета и проектирование механизма иглы
17569
знаков
1
таблица
8
изображений
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РФ
МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ДИЗАЙНА И ТЕХНОЛОГИИ
КУРСОВАЯ РАБОТА
Тема:
«Выбор оборудования для выполнения закрепок при изготовлении школьного жилета и проектирование механизма иглы»
Москва, 2010 г.
Введение
Швейная промышленность – одна из самых значительных отраслей легкой промышленности как по объему выпускаемой продукции, так и по номенклатуре промышленного оборудования. В отечественной легкой промышленности и за рубежом все большее распространение получают швейные машины-полуавтоматы. Для повышения эффективности производства и улучшения качества швейных изделий в машинах-полуавтоматах кроме механизмов, обеспечивающих выполнение процесса образования стежков, и как правило, мало отличающихся от аналогичных механизмов стачивающих машин, имеется ряд других, специальных механизмов. Полуавтоматы конструктивно-унифицированного ряда 1820 кл. АО «Орша» предназначены для выполнения строчек сложных конфигураций в поле 40х60 мм с числом проколов, не превышающем 64. Эти строчки используются при пошиве различных видов изделий и для выполнения различных технологических операций. В данной работе я буду рассматривать машину – полуавтомат, которая предназначена для выполнения строки в виде прямоугольника. Она может применяться для притачивания этикеток к изделиям на завершающем этапе производства.
1. Описание внешнего вида изделия

Рис. 1
Жилет детский, повседневный. Выполнен из костюмной, шерстяной, гладкоокрашенной ткани. Жилет однобортный приталенного силуэта.
Полочки и спинка – с рельефами. Застежка сквозная на 5 обметочных петель и 5 пуговиц. На полочках два горизонтально расположенных прорезных кармана «в рамку». Жилет изготовляется на подкладке.
2. Характеристика используемых материалов
Основная ткань – костюмная шерстяная.
Костюмные ткани для детей составляют значительную часть в ассортименте тонкосуконных полушерстяных тканей, они по структуре, поверхностной плотности, толщине во многом схожи с тканями для взрослых; они также имеют либо открытый рисунок переплетения, либо волокнистый застил поверхности (типа фланели); пестротканые рисунки имеют масштаб, соответствующий детской одежды. Детские тонкосуконные ткани вырабатываются из пряжи с небольшим содержанием шерсти, чаще всего от 25 до 45%, хотя встречаются отдельные виды фланели с содержанием шерсти до 70-г - 90%. Для повышения износостойкости и формоустойчивости используют полиэфирные и нитроновые волокна, составляющие 12 ч - 40%, остальные приходятся на долю вискозных волокон и нитей, которые в сочетании с шерстяными волокнами обеспечивают необходимый уровень гигроскопичности тканей, особенно предназначенных для детей младших возрастных групп. Эти ткани преимущественно обладают рыхлой, пластичной структурой, с повышенной сминаемостью (коэффициент порядка 0,4–0,60), поэтому требуют дополнительных прокладок, дублирования, отделок, обеспечивающих формоустойчивость изделий.
Подкладка в одежде играет важную роль, она улучшает эксплуатационные и эстетические показатели одежды, предохраняет ее от изнашивания и загрязнения. В качестве подкладки в одежде различного назначения используют шелковые, полушелковые, синтетические, хлопчатобумажные и искусственные подкладки. Подкладочные ткани – гладкие, тафтовые, саржевые и атласные, ткани с разнообразными рисунками. Цветовая гамма обширна.
Подкладочные ткани из капроновых комплексных нитей вырабатываются полотняным и саржевым переплетениями. На изделие выбираем подкладочную ткань саржевого переплетения. Лицевая сторона ткани гладкая блестящая с плоским диагональным рубчиком.
Прокладочные материалы применяют, во-первых, для придания деталям одежды определенной формы и ее сохранения и. во-вторых, для упрочнения участков одежды и предохранения их от растяжения.
В качестве прокладочных бортовых материалов используют льняные, полушерстяные, хлопчатобумажные ткани и нетканые полотна. Льняные бортовки вырабатывают из льняной суровой пряжи, льняной химически обработанной и полульняной с вложением химических волокон пряжи, из льняной пряжи в сочетании с хлопчатобумажной Поверхностная плотность этих тканей не должна превышать 370 г/м2.
3. Определение предполагаемой мощности потока
Так как планируется малое производство по изготовлению школьного жилета, то для выполнения данного вида изделия потребуются:
1) Машины двух- и трехниточная цепного стежка для обметывания срезов деталей жилета типа 51 – А кл. ПМЗ – 6 шт.;
4. Машина челночного переплетения ниток типа 1022-М кл. – 3 шт.;
5. Полуавтомат для подшивания края изделия с одинарной или двойной подгибкой типа 261–10–2МА-19 кл. фирмы «Римольди Некки» – 2 шт.;
6. Машина однониточного цепного стежка для выметывания бортов типа 222 кл. ОЗЛМ» 1 шт.
7. Машина-полуавтомат для обметывания прямых петель типа 25–1» -2 шт.;
8. Машина-полуавтомат для пришивания пуговиц 1095 кл. – 2 шт.
9. Машина для выполнения закрепок на карманах и на петлях, а также для настрачивания этикетки типа 1820 кл.
4. Описание технологических требований к выбранной технологической операции
Для этой цели используются машины-полуавтоматы для выполнения закрепок. Наибольшее распространение получили полуавтоматы конструктивно-унифицированного ряда 1820 кл.
АО «Орша» предназначенные для выполнения строчек сложных конфигураций в поле 40х60 мм с числом проколов, не превышающем 64.
В машинах-полуавтоматах с качающимся механизмом челнока стежок челночного переплетения образуется следующим образом.
Этап I. Игла находится в крайнем нижнем положении, а носик челнока в крайнем левом положении на расстоянии 3,5–6 мм от оси иглы.
Этап II. Игла поднялась на высоту 2–2,5 мм, а челнок под действием бойка М двигателя челнока начал поворачиваться по часовой стрелке и его носик захватил петлю-напуск игольной нитки.
Этап III. Челнок продолжает движение по часовой стрелке и своим носиком расширяет петлю, которая, скользя по носику, попадает в зазор между бойком М двигателя челнока и челноком. Величина зазора обычно равна 0,6–0,8 мм.
Этапы IV, V. Челнок продолжает рабочий ход. Петля игольной нитки переходит с основания носика челнока на крылышко Г и скользит по поверхности шпульного колпачка и задней стенке челнока.
Челнок вместе со шпульным колпачком проходит в петлю игольной нитки.
Этап VI. Челнок, повернувшись на угол 206–210°, начинает движение против часовой стрелки под действием бойка М двигателя челнока. Нитепритягиватель, двигаясь вверх, начинает сбрасывание петли с челнока. Петля скользит по крылышку Г челнока.
Этап VII. При дальнейшем повороте челнока против часовой стрелки петля под действием нитепритягивателя проходит в зазоре между челноком и бойком М двигателя челнока, а затем через окно в корпусе челнока выходит из челночного устройства. Челночная нитка при этом втягивается в материал, а нитепритягиватель затягивает стежок.
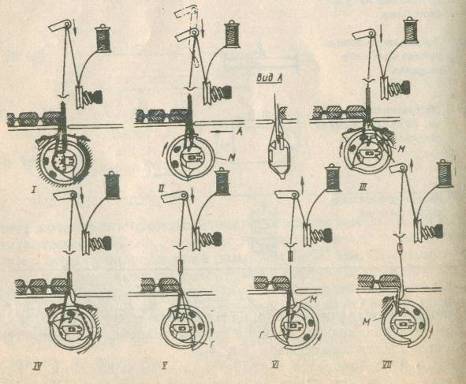
Рис. 2. Процесс образования стежка на машине-полуавтомате 1820 кл.
Похожие работы

... творческой деятельности + - Как видно из таблицы, в экспериментальном классе учащихся зарегистрированы положительные тенденции в развитии всех исследуемых способностей по всем уровням значимости. Это свидетельствует об эффективности использования проблемной ситуации на уроках технологии швейного производства. Что касается контрольного класса учащихся, то в некоторых из блоков ...
0 комментариев