Движение производственного процесса в пространстве. Производственная структура предприятия
Понятие производственных ресурсов и их классификация
Организационно-правовые формы предприятия
Движение производственного процесса во времени. Методы сочетания операций во времени
Материально-технические ресурсы, их классификация и виды оценки
Форма организации производства
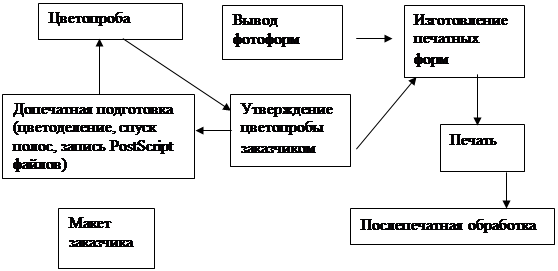
Состав и структура производственного цикла изготовления полиграфической продукции
Формирование трудовых ресурсов предприятия и определение потребностей в рабочей силе
Производственная мощность и производственная программа
Трудовые ресурсы предприятия и их стоимостная оценка
Система послеосмотрового ремонта. При использовании этой системы решение о проведении ремонта принимается после осмотра оборудования
Организация складского хозяйства на полиграфическом предприятии
Оборотные фонды и фонды обращения. Определение потребности в оборотных средствах предприятия
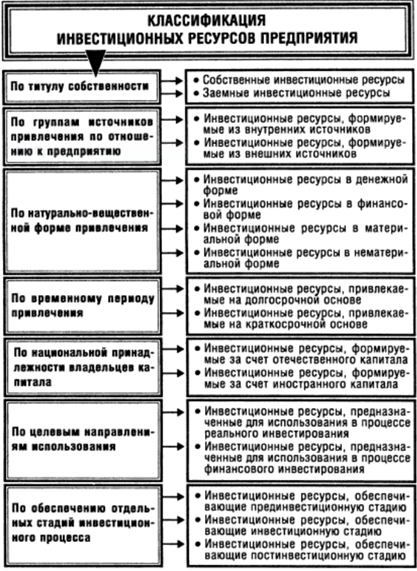
Понятие финансовых ресурсов предприятия и источников его формирования
Направление использования финансовых ресурсов предприятия
Затраты на изготовление продукции и их классификация
Форма и система организации ремонта и обслуж.полиг. оборуд
Калькулирование себестоимости продукции полиграфического предприятия
Улучшение условий труда, как важное направление организации труда
Модели оплаты труда
Особые условия оплаты труда
Методы расчета заработной платы
Инновационная деятельность полиграфического предприятия, содержание и направления
Организация транспортного хозяйства на полиграфическом предприятии
Организация контроля качества полиграфической продукции, измерители, показатели качества, виды и методы контроля
Навигация
Организация контроля качества полиграфической продукции, измерители, показатели качества, виды и методы контроля
Экономика полиграфических предприятий
216226
знаков
0
таблиц
6
изображений
42. Организация контроля качества полиграфической продукции, измерители, показатели качества, виды и методы контроля
Руководящая роль в организации системы качества принадлежит директору предприятия. Он формирует политику в области качества, устанавливает стратегические цели, принципиальные направления деятельности и определяет всю идеологию документов системы менеджмента качества на полиграфическом предприятии. Для анализа эффективности работы системы создается Совет по качеству — консультационный орган при директоре.
Объективно показатели измерения качества устанавливаются через государственную и отраслевую систему стандартизации. Наряду с государственными и отраслевыми стандартами используются и технические условия (ТУ) и технические требования к продукции, а также стандарты предприятий. В полиграфии качество оценивается с помощью показателей, разделяющихся на две категории:
• показатели, имеющие числовые значения (например, толщина бумаги, скоростные режимы работы машины и т.п.);
• показатели, не имеющие численной характеристики (например, отмарывание оттиска, неправильная комплектовка блока, перекос страниц и т.п.). В полиграфическом производстве контролируется не только качество готовой продукции и полуфабрикатов, а также и другие объекты, определяющие качество полиграфической продукции. В связи с этим объектами технического контроля могут быть: материалы — основные и вспомогательные; полуфабрикаты, получаемые со стороны; оригинал-макет; готовая продукция; полуфабрикаты, передаваемые из цеха в цех; технология изготовления продукции; техническая документация; режимы работы оборудования; состояние оборудования и инструментов; трудовые ресурсы предприятия.
По каждому из этих объектов устанавливается перечень контролируемых параметров. В качестве контролируемых параметров могут выступать: марка материала; геометрические размеры; физико-химические свойства; качественные и количественные характеристики технологического процесса и т.п. Виды технического контроля, используемые на полиграфических предприятиях, можно классифицировать по определенным признакам.
В зависимости от этапа производства технический контроль может быть входным, операционным и приемочным. Входной контроль включает проверку поступающих на предприятие материалов (бумаги, краски и т.д.), полуфабрикатов и комплектующих изделий на предмет их соответствия стандартам, техническим условиям и др. Операционный контроль проводится в процессе обработки продукции с целью проверки качества полуфабрикатов и выполнения технологических операций, выявления и устранения отклонений от нормального хода производственного процесса. Приемочный контроль проводится с целью определения соответствия показателя качества готовой продукции установленным стандартам, техническим условиям и др.
В зависимости от полноты охвата изделий контролем различается сплошной и выборочный контроль. При выборочном контроле решение о качестве контролируемого объекта принимается по результатам одной или нескольких выборок из партии. Этот вид контроля применяется при устойчивом технологическом процессе.При сплошном контроле решение о качестве принимается по результатам проверки всех изделий из партии. Этот вид контроля является достаточно трудоемким, но почти полностью исключает возможность попадания к потребителю недоброкачественной продукции. По назначению различают контроль годности изделий, качества продукции и устойчивости процесса. Контроль годности изделий предназначен для отделения из партии бракованных изделий.
При контроле качества продукции производится оценка уровня качества полуфабрикатов по установленным показателям операции. В задачу контроля устойчивости технологического процесса входит определение отклонения от заданных параметров техпроцесса и анализ факторов их вызывающих. Это позволяет проводить своевременную регулировку оборудования для обеспечения сохранения параметров качества.
По расположению контрольных пунктов различают скользящий и стационарный контроль. Скользящий контроль выполняется непосредственно на рабочих местах с применением простых контрольно-измерительных приборов и инструментов. При этом контролер одновременно обслуживает несколько рабочих мест. Стационарный контроль выполняется в стационарных контрольных пунктах, которые создаются при необходимости проверки большого числа одинаковых объектов производства. Эти пункты оснащаются сложной измерительной аппаратурой и требуют рациональной организации труда контролеров.
В зависимости от характера контроля различают активный и пассивный контроль. Активный (предупредительный) контроль изделий проводится для выявления отклонений от заданных параметров качества по мере выполнения операций. Этот контроль наиболее эффективен. Пассивный (заградительный) контроль проводится в основном после завершения операции и предназначен для выявления брака, чтобы не допустить бракованные изделия на последующие операции.
На полиграфических предприятиях 1 процессе технического контроля используются следующие методы оценки показателей качества: расчетный, измерительный, экспертный и социологический. При выборе методов измерения учитываются вид контролируемого параметра; применяемое оборудование; место расположения точки измерения параметра. Именно эти факторы определяют вид и средства измерений.
Расчетный метод основывается на использовании теоретических и эмпирических зависимостей показателей качества от факторов его определяющих.
Измерительный метод может проводиться с использованием технических средств измерения (инструментальный метод) или основываться на анализе восприятия органов чувств человека (ор-ганолептический метод). Измерения могут быть прямые и косвенные. Методы прямых измерений включают в себя метод непосредственной оценки контролируемых параметров и метод сравнения с мерой. При этом нельзя однозначно утверждать что точнее: прямые или косвенные измерения. Все зависит от средства измерения и его точности.
Инструментальный метод в полиграфическом производстве представлен геометрическим, физико-химическим, экспериментальным методами. При инструментальном методе контроля используются контрольно-измерительные приборы и инструменты соответствующего назначения. Физико-химический контроль применяется в основном в лабораторном анализе, например при поступлении на предприятие бумаги.
На полиграфических предприятиях в качестве средств измерений широко применяются денситометры различных конструкций и другие приборы и технические средства, в том числе электронная техника, обеспечивающая контроль и регулирование технологического процесса в автоматическом режиме.
Органолептический метод в полиграфическом производстве представлен в основном визуальным контролем, состоящем в осмотре изделия, иногда с применением лупы или микроскопа. Особое место в средствах контроля занимают тест-объекты или тест-шкалы. Они предназначены для визуального контроля отпечатанных листов-оттисков.
43. Производственный потенциал предприятия и его использование
Производственный потенциал предприятия при имеющихся ресурсах определяется его производственной мощностью.
Под производственной мощностью предприятия понимается «расчетный максимально возможный в определенных условиях объем выпуска продукции в единицу времени». Производственная мощность определяется как максимально возможный годовой (суточный, сменный) выпуск продукции в номенклатуре и ассортименте, предусматриваемых планом, при условии полного использования производственного оборудования с учетом применения передовой технологии и организации труда в соответствии со сложившейся специализацией предприятия. Производственная мощность дает представление о резервах роста объема производства; позволяет выявлять наиболее загруженные («узкие») места производственного процесса, принимать решения по проведению организационно-технических мероприятий, связанных с обновлением основных производственных фондов, изменением их структуры, и т.п. Производственная мощность предприятия рассчитывается по мощности ведущего производственного подразделения (цеха, участка) . Ведущими подразделениями считаются те, на которых выполняются основные технологические операции по изготовлению готовой продукции. Выбор ведущих производственных подразделений может производиться также на основе таких критериев, как стоимость используемых основных производственных фондов и трудоемкость выпускаемой продукции. В качестве ведущих подразделений полиграфических предприятий принимаются печатные. Предприятия, специализирующиеся на выполнении допечатных процессов, определяют производственную мощность по подразделениям, осуществляющим электронный набор или цветоделение (в зависимости от характера специализации предприятия).
В качестве ведущих подразделений полиграфических предприятий принимаются печатные. Предприятия, специализирующиеся на выполнении допечатных процессов, определяют производственную мощность по подразделениям, осуществляющим электронный набор или цветоделение (в зависимости от характера специализации предприятия).
Производственная мощность ведущего подразделения предприятия определяется мощностью единичного оборудования. Если подразделение специализировано по технологическому принципу, то его мощность будет равна сумме мощностей однотипного оборудования.
В том случае, когда ведущим подразделением является многооперационное подразделение предметной специализации, внутри него приходится также выделять ведущее оборудование по установленным критериям. При этом в таких цехах, как брошюровочно-пере-плетный, мощность может быть определена по наименее производительному (лимитирующему оборудованию), от которого зависит пропускная способность подразделения.
Мощность оборудования (кроме печатного) рассчитывается по формуле
![]()
Производственная мощность предприятия рассчитывается в разрезе номенклатурных групп производства: по книжно-журнальной, изобразительной, бланочной, газетной и прочей продукции. Единицей измерения производственной мощности является тысяча приведенных краскооттисков. Годовая производственная программа формируется на основе заказов и представляет собой объем выпускаемой продукции в натуральном выражении. На основе заказов издательств и других организаций составляется сводный тематический план, включающий в себя перечень заказов с их технологическими параметрами (характер продукции, объем, тираж, красочность, способ печати и др.). Затем определяется объем производства в целом по предприятию и устанавливается производственное задание основным подразделениям в натуральном выражении: по печати (отдельно по ее видам), по формным и брошюровочно-переплетным процессам. Вначале устанавливается промзадание по брошюровочно-переплетным или другим подразделениям, завершающим производственный цикл и обеспечивающим сдачу готовой продукции. Затем производится увязка задания по брошюровочно-переплетным процессам с заданием по печати и окончательно формируется промзадание по печати. В свою очередь, задание по печати увязывается с заданием по до-печатным процессам и им устанавливается промзадание. Промзадание является основанием для разработки производственного плана соответствующего подразделения. В производственный план включается конкретный перечень выполняемых операций, установленное оборудование. По каждой операции (виду оборудования) рассчитывается загрузка в машиночасах (нормочасах), количество машин и уточненное значение сменности их работы.
Похожие работы
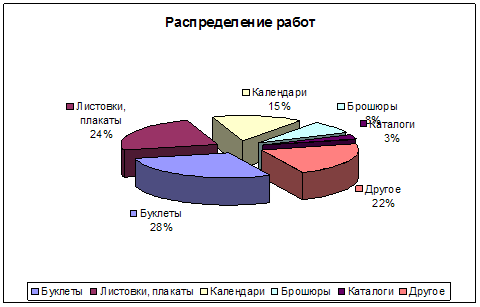
... : конъюнктура рынка склоняется не в пользу брошюр в мягкой обложке, скрепленных по клеевой технологии. Претерпевает изменения и структура выпуска печатной продукции (листаж) в целом. Те потери, которые несет журнальное производство федеральных полиграфических предприятий, не только уменьшают долю журнальной продукции в общем объеме произведенного листажа, но и приводят к росту удельного веса ...
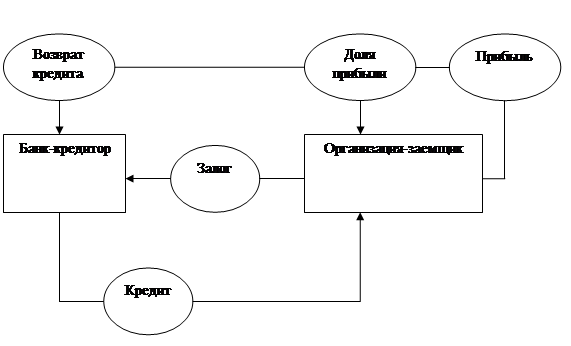
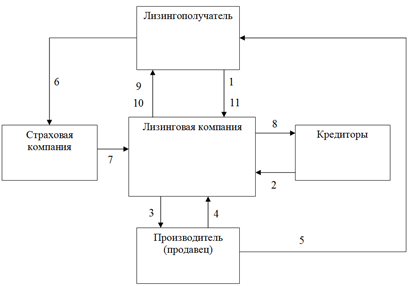
... ОПЕРАЦИОННОЙ ДЕЯТЕЛЬНОСТИ С ПОМОЩЬЮ РАЗЛИЧНЫХ ФОРМ ФИНАНСИРОВАНИЯ ИНВЕСТИЦИОННОЙ ДЕЯТЕЛЬНОСТИ 3.1 Сравнение эффективности различных форм финансирования инвестиционной деятельности Наиболее популярными формами финансирования инвестиционной деятельности малых и средних полиграфических организаций на сегодняшний день являются банковский кредит и лизинг. Это объясняется относительной легкостью ...


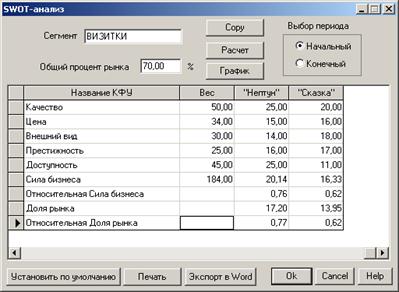
... конкурентной карты рынка и расчета "силы бизнеса" (SWOT - анализа). В данном курсовом проекте были разработаны методики исследования конкурентоспособности полиграфического предприятия на рынке печатной рекламной продукции (выпуска и продажи визиток) Санкт-Петербурга с использованием конкурентной карты рынка и методики проведения SWOT-анализа. При изучении конкурентов были выявлены четыре основные ...

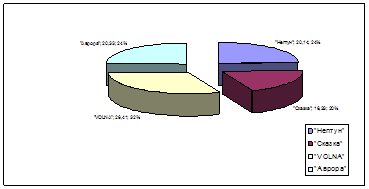
... в рассматриваемом периоде характеризуется устойчивой тенденцией роста. Потребление прочей полиграфической продукции увеличилось в 2003 году на 11%, а в 2004 на 0,73%. Сейчас в России насчитывается около 6,5 тыс. полиграфических предприятий. Следует отметить, что в силу небольших порогов на вход в этот вид бизнеса реальных типографий намного больше – бюджетный вариант цифровой типографии ...
0 комментариев