Навигация
1.3 Материал заготовки
Сталь 12ХН3А
Углерода – 0,12%
Хрома – до 1%
Никеля- 3%
А- высококачественная
Механические свойства:
Термообработка- закалка(860/780![]() )/отпуск(150
)/отпуск(150![]() )
)
Среда термообработки 2-вода или 3- масло.
Предел прочности при растяжении ![]()
Предел текучести ![]()
Удлинение ![]()
НВ=217 ![]()
Сужение ψ=55%
Ударная вязкость ![]()
1.4 Анализ технологичности детали
Под технологичностью конструкции понимают соответствие конструкции требованиям минимальной трудоемкости и материалоемкости.
Правила выбора показателей технологической конструкции изделия направлены на повышение производительности труда, снижение затрат и сокращение времени на проектирование, технологическую подготовку производства, ремонт изделия при обеспечении его необходимого качества.
Конфигурация детали должна быть такой, чтобы для ее изготовления можно использовать высокопроизводительные технологические методы и выбрать удобную базу для установки заготовки в процессе обработки. Заданные точность и шероховатость поверхностей заготовки или детали должны быть обоснованы ее служебным значением.
Требования предъявляемые к заготовительным процессам следующие: в крупносерийном и массовом производстве применение специального профильного и периодического проката сокращает, а часто и исключает обработку резанием. Форма обрабатываемых плоских плоскостей в плане должна обеспечивать съем стружки равномерно и без ударов. Ширину поверхностей нужно назначать с учетом нормального ряда диаметрально торцевых или длин цилиндрических фрез и предусматривает обработку поверхностей напроход.
Деталь зубчатое колесо технологично.
2 Технологическая часть
2.1 Выбор и обоснование метода получения заготовки
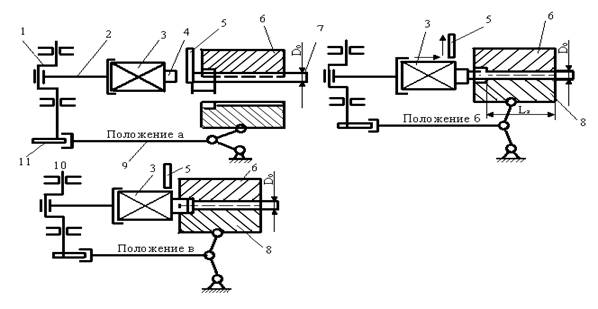
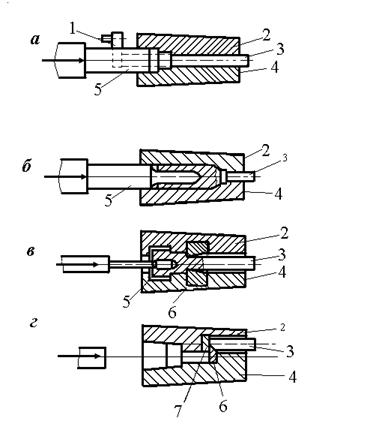
Горизонтально ковочная машина (ГКМ) предназначена для штамповки, поковки типа стержней, втулок, колец и т.п. Преимущество штамповки на ГКМ перед штамповкой на молоте и прессах более высокопроизводительное, возможность штамповок без заусенцев, получение поковок типа палец без отхода металла на образование отверстия при пробивке. Для штамповки используют сортовой прокат круглого сечения и трубы. Штамповка выполнена из штучных заготовок или прутка. В последнем случае каждую поковку отделяют от прутка в штамповке.
Штамповка имеет три части: неподвижную матрицу в гнезде станины, неподвижную матрицу в подвижной щеке, закрепление в главном ползуне машины.
Штампуемый пруток подается до упора и зажимается матрицами. Штампы имеют разъем по двум взаимоперпендикулярным плоскостям, благодаря чему напуски на поковок и штамповок уклоны малы или отсутствуют. При движении пуансона на встречу матрицам форма поковки получается благодаря заполнению металла сомкнутых матриц.
При обратном ходе машины пуансон и подвижная матрица возвращается в исходное положение и поковку извлекают из ручья.
Проектирование технологического процесса штамповки, поковки на ГКМ выполняется с учетом основных правил высадки исключающих возникновение продольного изгиба и брак по зажимам.
2.2 Расчет общих припусков, определение размеров заготовки
Исходные данные по детали:
Материал:
Сталь 12ХН3А
0,12% углерода,
3% никеля
До 1% хрома
А- высококачественная
Масса детали 15,5 кг.
Заготовка- штамповка
1 класс точности Т3
2 группа стали М1
3 масса заготовки
3 степень сложности заготовки
![]()
![]()
![]()
ρ=0,0000000266
![]()
![]()
Степень сложности 1
4 исходный индекс 6
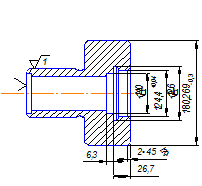
5 припуски:
2,4-Ø180 и чистота поверхности 3,6
2,4-176 и чистота поверхности 6,3
2,1- Ø125 и чистота поверхности 3,6
1,9-70 и чистота поверхности 6,3
1,9- Ø90 и чистота поверхности 6,3
2,1- Ø110 и чистота поверхности 6,3
2.2- Ø125 и чистота поверхности 1,6
| размер детали | вид поверхности | Rz | z0 | припуск | размер заготовки |
| Ø180 | Н | 3,6 | 1,3 | 2,4 | 184,8 |
| 176 | Н | 6,3 | 1,3 | 2,4 | 180,8 |
| Ø125 | Н | 3,6 | 1,1 | 2,1 | 129,2 |
| 70 | Н | 6,3 | 1 | 1,9 | 73,8 |
| Ø90 | В | 6,3 | 1 | 1,9 | 86,2 |
| Ø110 | В | 6,3 | 1,1 | 2,1 | 105,8 |
| Ø125 | В | 1,6 | 1,1 | 2,1 | 120,8 |
Размер заготовки
180+2,4*2=184,8
176+2,4*2=180,8
125+2,1*2=129,2
70+1,9*2=73,8
90-1,9*2=86,2
110-2,1*2=105,8
125-2,1*2=120,8
2.3 Анализ заводского технологического процесса
000 заготовительная (штамповка)
005 токарно-револьверная 1к36
010 токарно-револьверная 1к36
015 токарно-револьверная 1к36
020 токарно-винторезная 1к62
025 токарно-винторезная 1к62
030 зубофрезерная 5к32А
035 зубочасочная 5525
040 термическая
045 внутришлифовальная 3А288
050 кругло-шлифовальная 35161
055 зубошлифовальная найльс 500с
060 контрольная (контрольный стоп)
2.4 Выбор окончательных методов обработки элементарных
поверхностей
Наружные цилиндрические поверхности
| № | эскиз элементарной поверхности | маршрут обработки поверхности | квалитет | Ra, мкм | припуск на мм | операционный размер, мм |
| 1 |
| 0 загот. | 16 | 2,5 | 6,2 |
|
| 1черн точ | 14 | 12,5 | 2,5 |
| ||
| 2получист точ. | 12 | 6,3 | 1,7 |
| ||
| 3чистов. точ. | 10 | 3,2 | 1,2 |
| ||
| 4шлиф. | 8 | 1,6 | 0,8 |
|
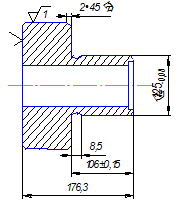
Внутренние цилиндрические поверхности
| 1 |
| 0 загот. | 16 | 12,5 | 6 |
| |
| 1черн точ | 12 | 6,3 | 3,2 |
| |||
| 2чистов. точ. | 10 | 3,2 | 2 |
| |||
| 3шлиф. | 8 | 1,6 | 0,8 |
| |||
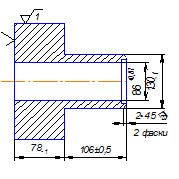
| 2 |
| 0 загот. | 16 | 25 | 9,2 |
| |
| 1черн точ | 14 | 12,5 | 3 |
| |||
| 2получерн точ. | 12 | 6,3 | 2,8 |
| |||
| 3чистов. точ. | 10 | 3,2 | 2,8 |
| |||
| 4шлиф. | 8 | 1,6 | 0,6 |
|
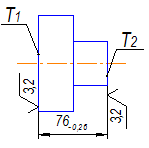
Торцевые плоские поверхности и пазы.
|
| 0 загот. | 16 | 12,5 | 6,2 |
| |
| Т1 | ||||||
| 1черн точ | 12 | 6,3 | 2,4 |
| ||
| 2чистов. точ. | 9 | 3,2 | 1,5 |
| ||
| Т2 | ||||||
| 1черн точ | 12 | 6,3 | 2 |
| ||
| 2чистов. точ. | 9 | 3,2 | 0,3 |
|
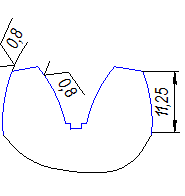
Зубчатые цилиндрические и фасонные поверхности.
| эскиз зубчатой поверхности | маршрут обработки | операционный размер |
|
| зубофрезерная | |
| зубошлифовальная |
Поверхности, требующие однократной обработки.
Наружные цилиндрические поверхности:
![]() - однократное точение.
- однократное точение.
Такой однократной токарной обработке не подлежат: протачивание наружной и внутренней канавок, снятие фасок.
2.5 Разработка маршрута обработки детали, выбор оборудования и
обоснование способов базирования заготовки
005 Токарно-многорезцовая 1А720
На данной операции происходит обработка внутренней цилиндрической поверхности, наружного диаметра, подрезка торца и снятие фасок. При подрезке торца необходимо выдержать осевые размеры согласно допуску. На этой операции деталь устанавливается в 3-х кулачковом патроне с упором в торец и лишается 5ти степеней свободы.
Токарно-револьверная 1П365.
На этой операции обрабатывается наружная цилиндрическая поверхность, подрезка торцов, прорезается канавка и снимаются фаски. Заготовка устанавливается в 3-х кулачковом патроне с упором в торец и лишается 5ти степеней свободы.
015 токарно-многошпиндельная 1Б240
На этой операции обрабатываются внутренние цилиндрические поверхности, прорезается канавка, снимаются фаски, подрезается торец. Заготовка устанавливается в 3-х кулачковом патроне с упором в торец и лишается 5ти степеней свободы.
020 зубофрезерная 53А20
На данной операции происходит нарезание зубьев. На этой операции деталь устанавливается в зубофрезерное приспособление с упором в торец и лишается 5ти степеней свободы.
025 зубофасочная
На этой операции снимаются фаски зубьев. Деталь устанавливается в зубофрезерное приспособление с упором в торец и лишается 5ти степеней свободы.
030 внутришлифовальная
На этой операции шлифуется внутренняя поверхность. Деталь устанавливается в 3-х кулачковом патроне с упором в торец и лишается 5ти степеней свободы.
Похожие работы
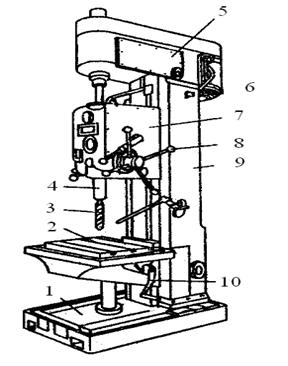
... ), либо стреловой лебедкой (краны МКА-10М). По исполнению подвески стрелового оборудования различают краны с гибкими (стрела удерживается с помощью стальных канатов) и жесткими (стрела удерживается с помощью гидроцилиндров) подвесками 3. Назначение и устройство вертикально-сверлильного станка Станки сверлильной группы имеют несколько моделей: одношпиндельный вертикально-сверлильные ...
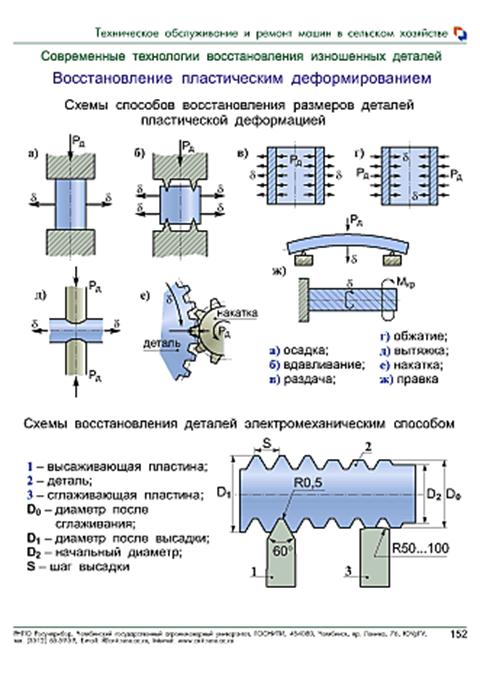
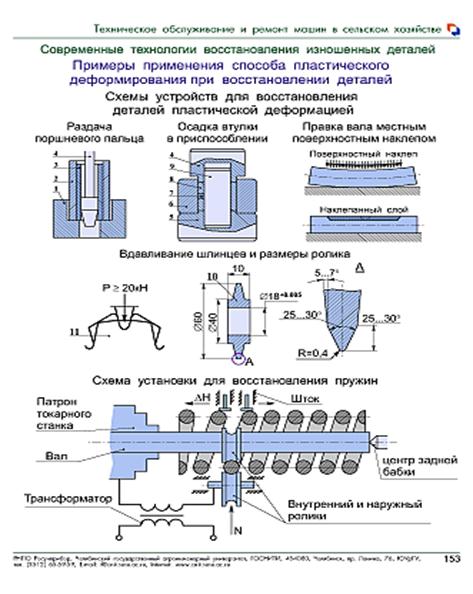
... в легких условиях, так как износостойкость соединений, отремонтированных таким путем, значительно ниже износостойкости нового соединения. 3. Схемы способов восстановления деталей пластической деформацией 4. Особенности ремонта пластической деформацией При горячей обработке важен интервал температуры обработки, что зависит от химического состава металла. Наивысшая температура ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...





... ;в=6 кг/мм2 – предел прочности деформируемого материала при температуре окончания штамповки. Мм=1781,9 кг=1,8 т. В соответствии с расчетом для штамповки заготовки зубчатого колеса по ОСТ 2КП12 – 1 – 87 выбираем паровоздушный молот с массой падающих частей 2 тонны. 2. Обработка металлов резанием 2.1 Введение Обработка металлов резанием – технологические процессы обработки металлов путем ...
0 комментариев