Навигация
040 кругло-шлифовальная
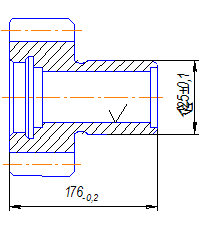
На этой операции шлифуется наружная поверхность. Деталь устанавливается на оправке и лишается 5ти степеней свободы.
045 зубошлифовальная
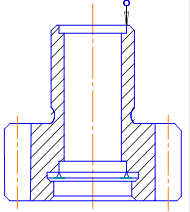
На этой операции шлифуются зубья. Деталь устанавливается в приспособлении и лишается 5ти степеней свободы.
Токарный многорезцовый полуавтомат 1А720.
Токарный многорезцовый полуавтомат 1А720 предназначен для черновой и чистовой токарной обработки деталей типа валов и фасонных деталей, деталей типа корпусов, подрезка концов, подрезка каналов.
Наибольшие размеры обрабатываемой заготовки, мм
Диаметр 410
Высота в патроне 200
Высота в центрах 360
Наибольшее перемещение суппорта, мм
Продольное или вертикальное 250
Поперечное или горизонтальное 200
Наибольшее перемещение поперечного суппорта, мм
Поперечное или горизонтальное (продольное установочное или вертикальное) 500(240)
Частота вращения шпинделя, 1/мин 50-330
Скорость быстрого перемещения суппорта, м/мин
Поперечного( в поперечном или горизонтальном направлении) 3,1
Мощность электродвигателя главного движения, кВт 7,0
Габаритные размеры, мм 2065х1490х2300
Масса, кг 6400
Токарно-револьверный станок 1Б365
Токарно-револьверный станок 1Б365 предназначен для токарной обработки деталей типа тел вращения, обработка ведется как наружних так и внутренних поверхностей.
Максимальный диаметр обработки заготовки, мм
Над станиной 500
Над суппортом 320
Число частот вращения шпинделя 12
Предел частот вращения шпинделя, 1/мин 34-1500
Диаметр шпинделя, номер корпуса Ø85,№8
Наибольший размер державки, мм 20х32
Подачи:
Продольная, мм/об 0,09-1,35
Поперечная 0,045-0,7
Наибольшая длина обтачивания, мм 3000
Расстояние от торца шпинделя до револьверной головки, мм
Наибольшее 1000
Наименьшее 275
Применяется в крупносерийном производстве, обрабатывает детали сложной формы с применением нескольких инструментов.
Внутришлифовальный станок 3К227Б
Наибольший диаметр:
Устанавливаемой заготовки 400
Устанавливаемой заготовки в кожухе 250
Наибольшая длина:
Устанавливаемой заготовки при наибольшем диаметре отверстия 125
Шлифования 125
Диаметр шлифуемых отверстий 5-150
Наибольший ход стола 450
Наибольшее наладочное перемещение поп:
Шлифовальной бабки: вперед( от рабочего) 50
назад ( на рабочего) 10
бабка заготовки: вперед 120
назад 30
наибольший угол поворота бабки, град 45
наибольший диаметр и высота шлифовального круга 180х63
скорость движения стола, м/мин:
при правке шлифовального круга 0,1-2
при шлифовании 1-7
при быстром продольном подводе и отводе 10
частота вращения, об/мин:
шпинделя внутришлифовального 9000, 12000, 18000, 22000
бабки заготовки 60-120
торцешлифовального приспособления 5600
Привод, габарит и вес станка
Мощность электродвигателей, кВт
Главного привода 1
Привода инструмента 1,7
Гидропривода 1
Насоса охлаждения 0,125
Габарит станка, мм
Длина 1862
Ширина 1940
Высота 1670
Вес станка, кг 2700
Зубозакругляющий станок 5580
Основные размеры:
Наименьшее и наибольшее расстояния от оси инструмента до плоскости стола в мм при угле поворота
0º 80-360
35º 155-200
Число оборотов шпинделя фрезы в минуту 1400, 1760
Обрабатываемые изделия
Наибольший диаметр в мм обрабатываемых зубчатых колес
С наружным зацеплением 320
С внутренним зацеплением 180
Наименьший и наибольший модуль обрабатываемых зубчатых
колес в мм 1-6
наименьшее и наибольшее число обрабатываемых зубьев колеса 10-100
Бабка изделия
Наибольшее перемещение стола вправо и влево, мм 265
Наибольший угол поворота стола, град ±35
Инструментальная бабка
Наибольшее перемещение суппорта, мм
Ручное 240
Гидравлическое 140
Наибольший угол поворота бабки, град
Вверх 20
Вниз 30
Мощность, кВт 4
Габаритные размеры 2815х1900х1750
Масса, кг 4300
Зубошлифовальный станок 5А841.
Зубошлифовальный станок 5А841.
Диаметр обрабатываемого зубчатого колеса 30-320
Обрабатываемый модуль 1,5-8
Наибольшая длина шлифуемого зуба прямозубого колеса 150
Наибольший угол наклона шлифуемого зубчатого колеса, град ±45
Число обрабатываемых зубьев колеса 10-200
Шлифовальный круг конический.
Наибольший размер шлифовального круга 350х32
Частота вращения шлифовального круга 1920
Вертикальная подача суппорта, мм/мин 60-800
Радиальная подача шпиндельной бабки за один ход суппорта 0,01-2,49
Мощность, кВт 1,5
Габаритные размеры 2850х2315х2085 мм
Масса, кг 80000
Токарный многошпиндельный станок 1Б240-6К.
Токарный многошпиндельный горизонтальный полуавтомат 1Б240-6К.
Наибольший диаметр обрабатываемой детали 200мм
Наибольшая длина подачи 200мм
Число шпинделей 6
Наибольший ход продольного суппорта 200мм
Число скоростей шпинделя 39
Частота вращения шпинделя, об/мин 130-1600
Число ступеней подач 30
Наибольшая подача, мм/об
Продольного суппорта 6,6
Поперечных суппортов 3,3
Мощность главного привода, кВт 15
Габаритные размеры 6170х1750х1985мм
Масса, кг 10000
Зубофрезерный полуавтомат 53А20
Зубофрезерный полуавтомат 53А20.
Наибольший диаметр обрабатываемой детали 200мм
Наибольшие размеры нарезаемых колес:
Модуль 6
Длина зуба прямозубых колес 180
Угол наклона зубьев, град ±60
Наибольший диаметр устанавливаемых фрез 125
Расстояние от торца стола до оси фрезы 160-410
Расстояние от оси инструмента до оси шпинделя заготовки 25-200
Наибольшие осевые перемещения фрезы 170
Частота вращения шпинделя инструмента, об/мин 75500
Подача заготовки, мм/об
Вертикальная или продольная 0,45-120мм/мин
Радиальная 0,1-1,6
Мощность электродвигателя привода главного движения, кВт 75,85
Габаритные размеры 3150х1815х2300 мм
Масса, кг 6800
Похожие работы
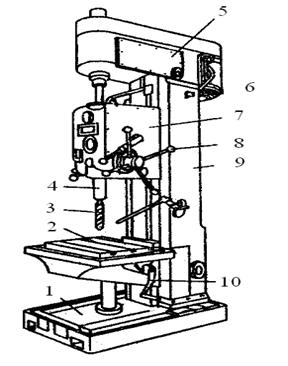
... ), либо стреловой лебедкой (краны МКА-10М). По исполнению подвески стрелового оборудования различают краны с гибкими (стрела удерживается с помощью стальных канатов) и жесткими (стрела удерживается с помощью гидроцилиндров) подвесками 3. Назначение и устройство вертикально-сверлильного станка Станки сверлильной группы имеют несколько моделей: одношпиндельный вертикально-сверлильные ...
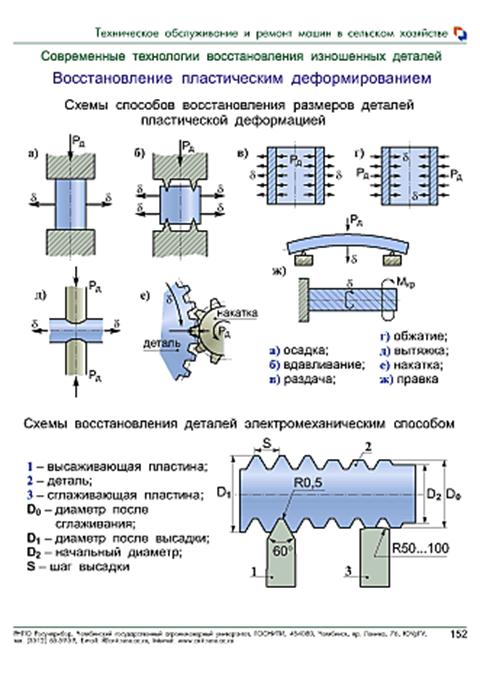
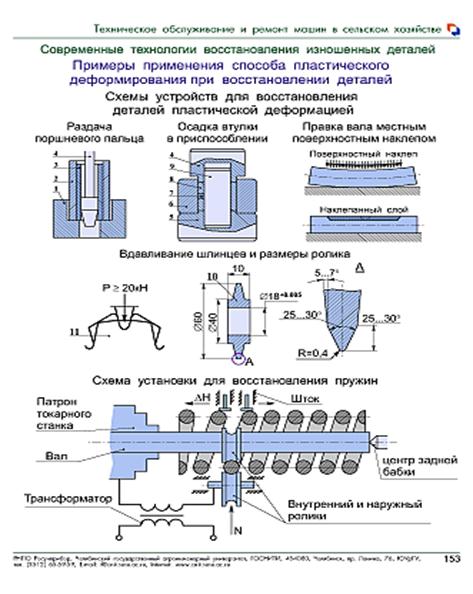
... в легких условиях, так как износостойкость соединений, отремонтированных таким путем, значительно ниже износостойкости нового соединения. 3. Схемы способов восстановления деталей пластической деформацией 4. Особенности ремонта пластической деформацией При горячей обработке важен интервал температуры обработки, что зависит от химического состава металла. Наивысшая температура ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...





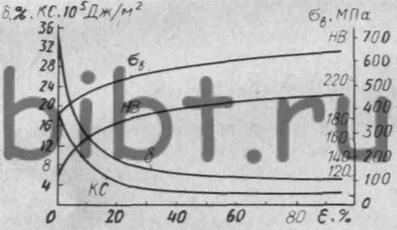
... ;в=6 кг/мм2 – предел прочности деформируемого материала при температуре окончания штамповки. Мм=1781,9 кг=1,8 т. В соответствии с расчетом для штамповки заготовки зубчатого колеса по ОСТ 2КП12 – 1 – 87 выбираем паровоздушный молот с массой падающих частей 2 тонны. 2. Обработка металлов резанием 2.1 Введение Обработка металлов резанием – технологические процессы обработки металлов путем ...
0 комментариев