Навигация
3. Состав оборудования
В состав технологического оборудования, необходимого для выполнения сварочных работ при дуговой механизированной сварке в защитных газах входят:
· источник питания;
· сборочно-сварочные приспособления;
· газовая аппаратура;
· приборы газовой магистрали;
· сварочный аппарат (полуавтомат).
3.1 Источник питания
Источником питания (ИП) сварочной дуги называют устройство, которое обеспечивает необходимый род и силу тока дуги.
Источник питания и сварочная дуга образуют взаимосвязанную энергетическую систему, в которой ИП выполняет следующие основные функции: обеспечивает условия начального возбуждения (зажигания) дуги, ее устойчивое горение в процессе сварки и возможность производить настройку (регулирование) параметров режима.
Важной технической характеристикой ИП, которая обусловливает возможность его работы с той или иной разновидностью дуги, является зависимость напряжения на "сварочных" зажимах (клеммах) ИП от сварочного тока. Эту зависимость называют внешней вольт-амперной характеристикой (ВАХ) ИП. Наиболее характерные ВАХ для известных ИП: крутопадающая, пологопадающая и жесткая.
По роду тока в сварочной цепи различают:
1) источники переменного тока - сварочные однофазные и трехфазные трансформаторы, специализированные установки для сварки алюминиевых сплавов;
2) источники постоянного тока - сварочные выпрямители и генераторы с приводами различных типов.
По количеству обслуживаемых постов могут быть однопостовые и многопостовые, а по применению - общепромышленные и специализированные источники питания.
В данном случае мы используем современный мощный 400-амперный инверторный ИП для полуавтоматической сварки и наплавки в среде защитных или активных газов марки DC 400.33.
Данный ИП имеет:
· Дистанционное управление напряжением сварки.
· Цифровой индикатор тока и напряжения сварки.
· Функцию <<электронный дроссель>>.
· Питание как от стационарной сети так и от дизель-генератора.
Таблица 4
Технические характеристики инвертора DC 400.33
| Напряжение питания, В | 3 80,+10% -15 % |
| Потребляемая мощность, кВА, не более | 20 |
| Напряжение источника (пдавнорегулируемое), В | 16-36 |
| Сварочный ток (плавнорегулируемый), А | _ |
| Номинальный режим работы ПН, % (при +40 С) | 60 |
| Максимальный ток при ПН= 100%, А | 300 |
| Диапазон рабочих температур, С | От - 40 до + 40 |
| Масса, кг | 44 |
| Габаритные размеры, мм | 610x280x535 |
Для ИП марки DC 400.33 мы подобрали подающий механизм марки ПМ-4.33. Он предназначен для сплошной стальной, алюминиевой и порошковой проволокой от 0.6 до 2.4 мм при работе с аппаратом ДС400.33, ДС400.33УКП или любым другим источником имеющим <<жесткую>> вольтамперную характеристику.
Данный ПМ имеет:
· Исполнение с «открытой» и «закрытой катушкой»
· Цифровая индикация скорости подачи проволоки, сварочного тока и напряжения
· Плавная регулировка скорости подачи сварочной проволоки и напряжения на дуге
· Цифровое задание всех параметров сварки
· плавное зажигание дуги, благодаря установке замедления проволоки вначале сварки
· установка времени продува в начале сварки и обдува газа после ее окончания
· плавное гашение дуги, благодаря установке замедления проволоки при окончании сварки
· Четырехроликовый механизм подачи проволоки фирмы COOPTIM Ltd., (профиль ролика зависит от диаметра и вида сварочной проволоки)
· Зубчатое зацепление подающих и прижимных роликов
· Регулируемое усилие прижима
· Возможна эксплуатация на удалении до 50м от сварочного источника
· Отсекатель защитного газа
· «Тест газа» и «тест проволоки» на лицевой панели
· Дистанционное управление скоростью подачи проволоки
Таблица 5
Технические характеристики ПМ-4.33
| Напряжение питания, В | ~36В |
| Потребляемая мощность, кВА, не более | 0,2 |
| Скорость подачи проволоки, м/сек | 1-17 |
| Диаметр проволоки, мм | |
| -Сплошной | 0.6-1.6 |
| - Алюминевой | 1.0-2.4 |
| - Порошковая | 0.9-2.4 |
| Диапазон рабочих температур, °С | От -40 до +40 |
| Масса, кг | 14 |
| Габаритные размеры, мм | 580x202x423 |
Похожие работы
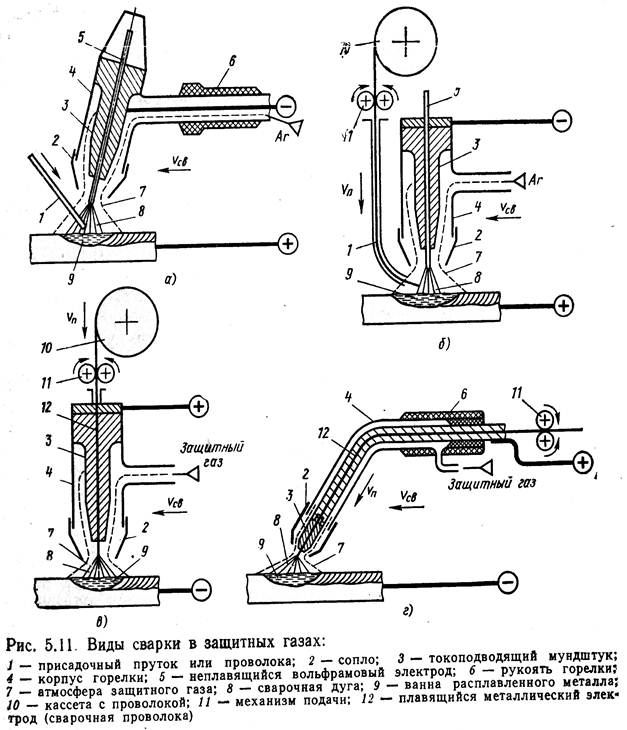
... при применении аргона оксидов и шлаковых включений; возможность ведения процесса во всех пространственных положениях; возможность визуального наблюдения за процессом формирования шва и его регулирования; более высокую производительность процесса, чем при ручной дуговой сварке; относительно низкую стоимость сварки в углекислом газе. Области применения сварки в защитных газах охватывают шир
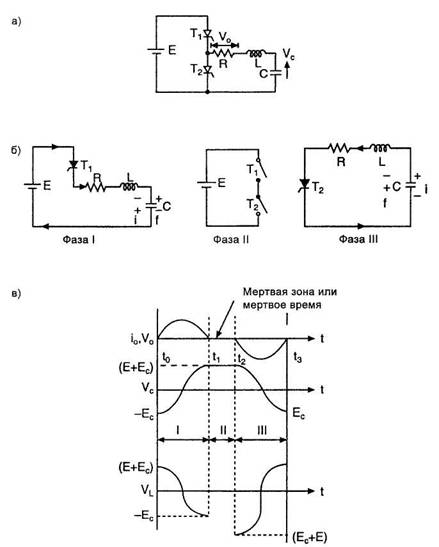

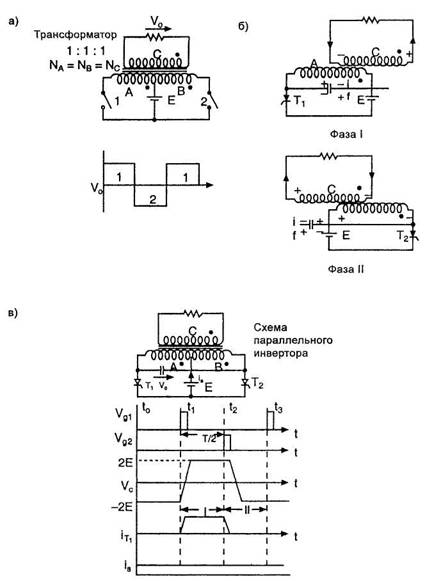
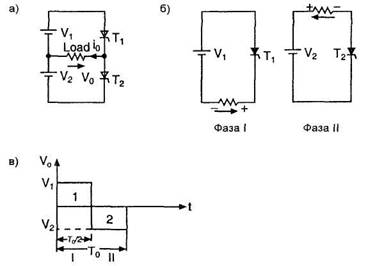
... ток в такой цепи находится в фазе с выходным напряжением, поэтому напряжение нагрузочного сопротивления синусоидально. Применение реактивных фильтров предпочтительно для высокочастотных устройств. 2 Инверторные источники питания для дуговой сварки 2.1 Начало развития и внедрение в производство инверторных источников питания В наступившем веке бесспорным лидером в производстве сварочной техники ...
... сварки являются невысокая производительность при использовании ручного варианта. Применение же автоматической сварки не всегда возможно для коротких и разноориентированных швов. 5. Технология ручной сварки неплавящимся электродом в инертных газах Аргонная сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и ...

... элементов или конструкций из отожженного металла. Максимальная температура подогрева должна быть не выше температуры отжига для применяемого алюминиевого сплава. К числу технологических особенностей сварки алюминия необходимо отнести и предварительный подогрев. Он имеет важное значение в виду того, что окисная пленка на поверхности свариваемых алюминиевых металлоконструкций прекрасно адсорбирует ...
0 комментариев