Удаление окисной пленки с поверхности свариваемого металла
Конструктивные и технологические особенности сварки алюминия
Материалы для сварки алюминия и его сплавов
Обзор наиболее распространенных способов сварки алюминия и его сплавов
Аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки (ТIG)
Механизированная аргонодуговая сварка плавящимся электродом
Механизированная импульсно-дуговая сварка плавящимся электродом
Оценка способов дуговой сварки алюминия и его сплавов
Навигация
Особенности сварки алюминия
Особенности сварки алюминия
70335
знаков
12
таблиц
7
изображений
Введение
1. Особенности сварки алюминия и его сплавов, применяемые материалы
1.1 . Удаление окисной пленки с поверхности свариваемого металла
1.2. Конструктивные и технологические особенности сварки алюминия и его сплавов
1.3. Материалы для сварки алюминия и его сплавов
2. Обзор наиболее распространенных способов сварки алюминия и его сплавов
2.1. Ручная дуговая сварка покрытыми электродами алюминия и его сплавов
2.2. Аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки
2.2.1. Сварка вольфрамовым электродом переменным симметричным током
2.2.2. Сварка вольфрамовым электродом переменным асимметричным током
2.2.3. Импульсная сварка вольфрамовым электродом
2.3. Плазменная сварка алюминия и его сплавов
2.4. Механизированная аргонодуговая сварка плавящимся электродом
2.4.1. Механизированная сварка плавящимся электродом
2.4.2. Механизированная импульсно-дуговая сварка плавящимся электродом
3. Оценка способов дуговой сварки алюминия и его сплавов
4. Техника безопасности и пожарные мероприятия при выполнении сварочных работ
Список литературы
Введение.
Алюминий и его сплавы играют важную роль в современной промышленности. Это обусловлено тем, что большинство промышленных сплавов алюминия обладает рядом уникальных свойств: сочетание высоких механических свойств (высокая удельная прочность .В/.) и физических свойств (малая плотность ., высокая теплопроводность, которая в 3-3.5 раза выше, чем у стали).
В работе [1] приведены данные о потреблении алюминия и его сплавов в мире за 1998 год. 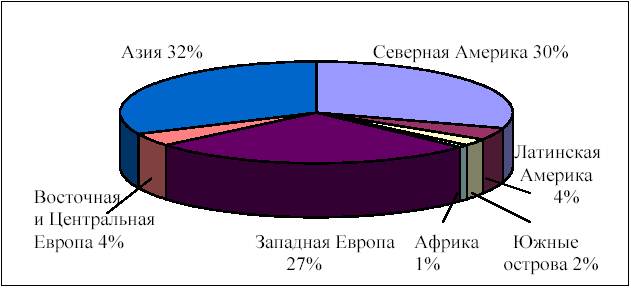
Рис.1. Применение алюминия и его сплавов в 1998 году в разных частях мира
Основными областями применения являются транспорт (авиационная промышленность, кораблестроение, вагоностроение), строительство (металлоконструкции общего назначения) и упаковочная промышленность. 
Рис.2. Применение алюминия и его сплавов в промышленности
Большинство промышленных сплавов представляют собой сложные металлургические системы. В качестве основных легирующих элементов для алюминия используют магний, марганец, медь, кремний, цинк, реже никель, титан, бериллий, цирконий. Большинство легирующих элементов образуют с алюминием твердые растворы ограниченной растворимости, а также промежуточные фазы с алюминием и между собой (например, Mg2Si, CuAl2). Суммарное содержание легирующих элементов, как правило, не превышает 15%. алюминия марганцем или магнием способствует повышению его прочности. Дополнительного упрочнения, как и для технического алюминия, можно достичь нагартовкой (наклепом). Однако применение нагартованного металла в сварных конструкциях менее удобно, чем использование ненагартованного или отожженного. Нагартованный металл, в особенности с повышенным содержанием легирующих примесей, труднее деформировать при изготовлении заготовок под сварку. Кроме того, эффект нагартовки легко снимается сварочным нагревом. Временное сопротивление сплава АМг6 в отожженном и нагартованном состояниях 320 и 380 МПа соответственно.
Максимальную прочность термически упрочняемых сплавов получают в результате закалки и последующего старения. В закаленном и состаренном сплаве упрочнение обеспечивается образованием зон Гинье – Престона (зонное упрочнение) или мелкодисперсных фаз (фазовое упрочнение). Закалку сплава осуществляют погружением его в воду. При этом создается пересыщенный твердый раствор алюминия. При последующей выдержке на воздухе и комнатной температуре (естественное старение) или при температуре 100 – 190°С (искусственное старение) прочность полуфабрикатов повышается в 2 2,5 раза. Временное сопротивление термически упрочняемых сплавов достигает 400 – 500 МПа и более.
Чем меньше примесей в алюминиевом сплаве, тем, как правило, выше его пластичность. Технический алюминий, алюминиево-марганцевый и низколегированные сплавы с магнием вплоть до АМг5 легко деформируются в холодном состоянии. Образцы сплава АМг6 в зависимости от толщины, содержания сопутствующих примесей могут быть изогнуты на 100—180°. Термически упрочняемые сплавы допускают деформацию только в закаленном состоянии, а в состаренном состоянии изгибу не подлежат. Их можно деформировать после небольшого нагрева (150 – 200°С).
В связи с тенденцией замены черных металлов алюминием и его сплавами во многих отраслях техники, строительства и транспорта эту замену следует осуществлять с учетом технико-экономических преимуществ того или иного сплава перед сталью. При использовании алюминиевых сплавов необходимо также учитывать их коррозионную стойкость и свариваемость.
Коррозионная стойкость алюминия и его сплавов определяется наличием на поверхности изделий плотной окисной пленки. Алюминий совершенно нетоксичен, чем определяется широкое применение его в пищевой промышленности. Он весьма стоек в окислительных средах. В связи с этим его используют в сосудах для транспортировки и получения азотной кислоты и т.п. Как правило, чем меньше примесей в техническом металле, тем выше его коррозионная стойкость. Алюминий и его сплавы совершенно непригодны для работы в щелочной среде.
Под свариваемостью понимают совокупность свойств, определяющих возможность получения сварных соединений определенного качества при данном способе сварки. Чем легче получаются качественные соединения, тем выше свариваемость сплава. Многогранное понятие «свариваемость» включает склонность сплавов к образованию трещин, пористости, механические свойства сварных соединений, коррозионную стойкость и пр. При сварке плавлением свариваемость зависит от химического состава сплава и его структуры, которая создается в результате металлургического передела слитка. Среди физико-химических характеристик металла наибольшее влияние на свариваемость оказывают наличие окисной пленки, химический состав, теплопроводность, температура плавления, плотность, коэффициенты теплопроводности и линейного расширения. Последнее приводит к тому, что уровень деформации алюминиевых сварных конструкций в 1.5-2 раза выше, чем у аналогичных стальных конструкций.
Чтобы обеспечить алюминиевым сварным конструкциям требуемую форму и размеры, используют конструктивные и технологические методы уменьшения сварочных деформаций. К числу этих методов относят правильный выбор толщины свариваемых деталей, соответствующее конструирование сварного соединения при сварке разнотолщинных деталей, предварительный подогрев свариваемых поверхностей.
При сварке алюминия и его сплавов также существует такое понятие, как критический сварочный ток. Этот ток определяется рядом факторов, которые недостаточно изучены. Увеличение сварочного тока выше критического значения нарушает процесс формирования сварочного шва, его поверхность покрывается морщинистыми складками, а глубина проплавления резко уменьшается. Величина критического тока зависит от вида сварки, качества защиты поверхности сварочной ванны инертным газом, состава этого газа, толщины свариваемых элементов.
В настоящее время в Украине наиболее распространена аргонодуговая сварка неплавящимся электродом алюминия и его сплавов на переменном токе. Этот метод не является оптимальным для всех видов сварных соединений, т.к. имеет недостаточно высокую производительность. Механизированная сварка плавящимся электродом в среде аргона, например, обеспечивает в 4-5 раз большую производительность, но худшее удаление окисных пленок. Это должно отрицательно сказываться на механических свойствах сварных соединений. Механизированная импульсно-дуговая сварка плавящимся электродом, которая мало применяется в Украине, устраняет этот недостаток, однако свойства сварных соединений изучены недостаточно. Появившиеся в последнее время современные источники питания, например, ВД-306ДК, использующие комбинированную вольтамперную характеристику (ВАХ имеет ряд участков, каждый из которых отвечает за определенную стадию массопереноса, включая формирование капли, ее отрыв от электрода и перенос в сварочную ванну), вообще не исследованы в области технологических свойств при сварке алюминия и его сплавов. Инверторные источники питания ввиду минимального распространения в Украине, также не имеют практического опыта промышленного применения в области сварки указанных соединений. Метод плазменной сварки алюминия известен более широко, но имеет распространение в основном за рубежом.
Поэтому, тема настоящего обзора определена необходимостью систематизации и обобщения основных технологических параметров сварки алюминия и его сплавов в свете достижений техники за последние годы, рассмотрения влияния различных видов аппаратурного оформления процесса сварки алюминия и его сплавов на свойства сварных соединений, экономической целесообразностью применения тех или иных методов сварки.
1. Особенности сварки алюминия и его сплавов, применяемые материалы.
Технология сварки алюминия и его сплавов достаточно многообразна, виды сварки перечислены выше и имеют ряд особенностей. К числу основных особенностей сварки алюминия и его сплавов любым из перечисленных методов относятся: необходимость удаления окисной пленки с поверхности свариваемых изделий, тщательная подготовка под сварку, предварительный подогрев и др. В работе [2] приведены основные трудности сварки алюминия и его сплавов. К ним относятся:
1. Наличие и возможность образования тугоплавкого окисла Al2O3 (Tпл = 2050ºС) с плотностью больше, чем у алюминия, затрудняет сплавление кромок соединения и способствует загрязнению металла шва частичками этой пленки.
2. Резкое падение прочности при высоких температурах может привести к разрушению (проваливанию) твердого металла нерасплавившейся части кромок под действием веса сварочной ванны. В связи с высокой жидкотекучестью, алюминий может вытекать через корень шва.
3. В связи с большой величиной коэффициента линейного расширения [. = (21 . 24.7)10-6 . С-1] и низким модулем упругости сплав имеет повышенную склонность к короблению. Уровень сварочных деформаций в 1.5-2 раза выше, чем у аналогичных стальных конструкций.
4. Необходима самая тщательная химическая очистка сварочной проволоки и механическая очистка и обезжиривание свариваемых кромок. В связи с резким повышением растворимости газов в нагретом металле и задержкой их в металле при его остывании возникает интенсивная пористость, обусловленная водородом, приводящая к снижению прочности и пластичности металла. Предварительный и сопутствующий подогрев замедляет кристаллизацию металла сварочной ванны, что способствует более полному удалению газов и снижению пористости.
5. Вследствие высокой теплопроводности алюминия необходимо применение мощных источников теплоты. С этой точки зрения в ряде случаев желательны подогрев начальных участков шва до температуры 120-1500С или применение предварительного и сопутствующего подогрева.
6. Металл шва склонен к возникновению трещин в связи с грубой столбчатой структурой металла шва и выделением по границам зерен легкосплавных эвтектик, а также развитием значительных усадочных напряжений в результате высокой литейной усадки алюминия (7%).
В настоящем разделе приводятся основы технологии сварки алюминия и его сплавов и применяемые сварочные материалы.
Похожие работы
... фактора хmax Интегральная оценка, баллы Категория тяжести до 1,8 1 1,8...3,3 2 3,4...4.5 3 4, б. ..5,3 4 5,4...5,9 5 более 5,9 6 Таким образом получаем, что категория тяжести труда на рабочем месте сварщика при ручной электродуговой сварке с подогревом изделия равна 5. Мероприятия по снижению влияния вредных факторов при ручной дуговой сварке 1. Местная вытяжная ...
... сварки являются невысокая производительность при использовании ручного варианта. Применение же автоматической сварки не всегда возможно для коротких и разноориентированных швов. 5. Технология ручной сварки неплавящимся электродом в инертных газах Аргонная сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и ...



... . Душевые поддоны выглядят следующим образом: 1) 2) 1) поддон квадратной формы 2) поддон закругленной формы 3) 3) глубокий поддон Душевые кабины: MIG, MAG, TIG – сварка. MIG – это полуавтоматическая сварка в среде инертных газов (аргон и гелий). MAG – это полуавтоматическая сварка в ...
... . Для дуговой сварки теплоустойчивых легированных сталей ГОСТ 9467-75 предусматриваются девять типов электродов / Э-0,9 М Э-0,9 МХ, Э-0,9 XI, Э-0,5 Х2М, Э-0,9 Х2МI, Э-0,9 MIМФ, Э-10 XIMIHФБ, Э-10 ХЗMIБФ, Э-10 Х5МФ/. Технологией сварки сталей любой марки предусматривает предварительный или сопутствующий местный или общий подогрев свариваемого изделия, обеспечивающий по возможности и структурной ...
0 комментариев