Навигация
Газобаллонное оборудование
35166
знаков
8
таблиц
4
изображения
3.2 Газобаллонное оборудование
Газовая магистраль состоит из баллона с газом, подогревателя и осушителя, которые применяют только при использовании углекислого газа, а также из редуктора, расходомера, газоэлектрического клапана и шланга, соединяющего эти элементы со сварочной горелкой.
Электрический подогреватель устанавливают для того, чтобы предупредить замерзание влаги в каналах редуктора и закупорку их льдом, между вентилем баллона и редуктором.
Осушители предназначены для поглощения влаги, содержащейся в углекислом газе. Применяют два вида осушителей: высокого и низкого давления.
Редуктор служит для понижения сетевого давления или давления, под которым газ находится в баллоне, до рабочей величины и автоматического поддержания рабочего давления неизменным независимо от давления в баллоне или в сети. Расходомеры предназначены для измерения расхода защитного газа. Применяются расходомеры двух типов: поплавкового и дроссельного.
4. Сварочные материалы
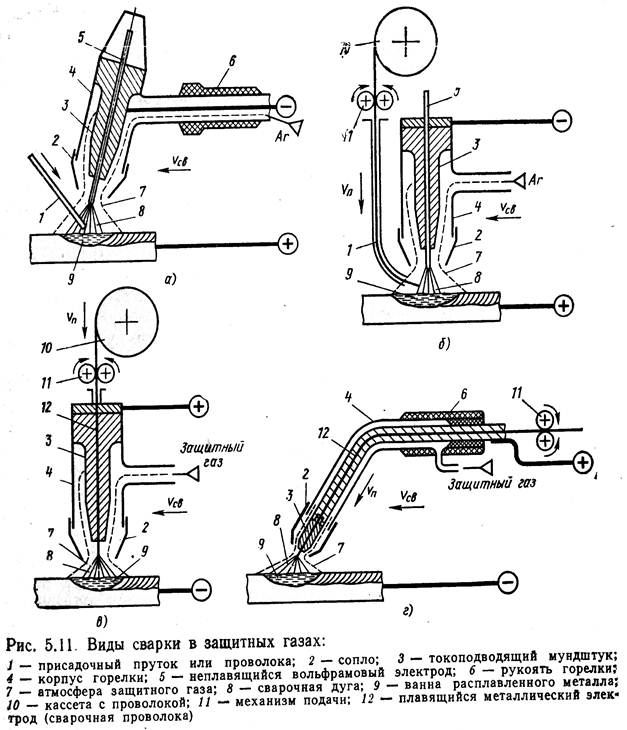
К сварочным материалам при п/автоматической сварке в защитных газах относятся защитные газы и сварочные проволоки.
Стальная сварочная проволока, предназначенная для сварки и наплавки, изготавливается по ГОСТ 2246-70.
Стандартом предусматривается 77 марок сварочной проволоки различного химического состава: 6 марок низкоуглеродистой проволоки, 30 марок легированной проволоки и 41 марка высоколегированной проволоки.
В легированной проволоке содержится от 2,5 до 10 % легирующих компонентов, в высоколегированной — свыше 10 %.
Так как выбранная конструкция изготовлена из низкоуглеродистой стали 09Г2С, сваривают её стандартной кремнемарганцевой проволокой марки Св08Г2С.
При этом способе сварки в зону дуги подается защитный газ, струя которого, обтекая электрическую дугу и сварочную ванну, предохраняет расплавленный металл от воздействия атмосферного воздуха, окисления и азотирования.
Сварка в углекислом газе, благодаря его дешевизне, получила большое применение при изготовлении и монтаже различных строительных конструкций из углеродистых и низколегированных сталей. Углекислый газ, подаваемый в зону дуги, не является нейтральным, так как под действием высокой температуры он диссоциируется на оксид углерода и свободный кислород (СО2→СО+О). При этом происходит частичное окисление расплавленного металла сварочной ванны и, как следствие, металл шва получается пористым с низкими механическими свойствами. Для уменьшения окислительного действия свободного кислорода применяют электродную проволоку с повышенным содержанием раскисляющих примесей (марганца, кремния). Шов получается беспористый, с хорошими механическими свойствами.
Углекислый газ С02 (ГОСТ 8050—85) не имеет цвета и запаха. Получают его из газообразных продуктов сгорания антрацита или кокса, при обжиге известняка и т. д. Поставляется в сжиженном (жидком) состоянии в баллоне типа А вместимостью 40 л, в который при максимальном давлении 7,5 МПа вмещается 25 кг углекислоты (при испарении образуется около 12 750 л газа). Для целей сварки используют сварочную углекислоту. Чистота углекислоты первого сорта должна быть не менее 99,5 %, а высшего сорта — 99,8 %. Баллоны с углекислотой окрашивают в черный цвет с желтой надписью «ССЬ сварочный». Применяется при сварке низкоуглеродистых и некоторых конструкционных и специальных сталей.
Для снижения влажности углекислого газа рекомендуется установить баллон вентилем вниз и после отстаивания в течение 10... 15 мин осторожно открыть вентиль и выпустить из баллона влагу. Перед сваркой необходимо из нормально установленного баллона выпустить небольшое количество газа, чтобы удалить попавший в баллон воздух. Часть влаги задерживается в углекислоте в виде водяных паров, ухудшая при сварке качество шва. Кроме того, при выходе из баллона, от резкого расширения происходит снижение температуры углекислоты и влага, отлагаясь в редукторе, забивает каналы и даже полностью закрывает выход газа. Для предупреждения замерзания влаги между баллоном и редуктором устанавливают электрический подогреватель.
Окончательное удаление влаги после редуктора производится специальным осушителем, наполненным прокаленным медным купоросом, хромистым кальцием или другим осушительным веществом.
5. Технологический процесс
Техника и технология п/автоматической сварки плавящимся электродом имеет много общего при использовании обычной стальной, имеющей сплошное сечение, порошковой газозащитной и порошковой самозащитной электродной проволоки. Различия в основном касаются значений параметров режима, рекомендуемых для сварки различных классов сталей той или иной толщины, величины вылета электродной проволоки, длины дугового промежутка. Основные типы и конструктивные элементы выполняемых дуговой сваркой в защитном газе швов сварных соединений регламентированы ГОСТ 14771-76, которым предусмотрены четыре типа соединений: стыковые, угловые, тавровые и нахлесточные.
Металл, предназначенный для изготовления сварных конструкций, предварительно выпрямляют, размечают, разрезают на отдельные детали-заготовки и выполняют, если это необходимо, разделку кромок в соответствии с рекомендациями ГОСТа. Подготовка кромок под сварку состоит в тщательной очистке их от ржавчины, окалины, грязи, масла и других инородных включений. Очищают кромки стальными вращающимися щетками, гидропескоструйным и дробеметным способами, абразивными кругами, пламенем сварочной горелки травлением в растворах кислот или щелочей.
Подготовленные детали собирают под сварку, используя специальные сборочные приспособления. При сборке важно выдержать необходимые зазоры и совмещение кромок. Точность сборки проверяют шаблонами, измерительными линейками и различного рода щупами.
Сварку осуществляют на режимах, ориентируясь на справочную литературу, производственные инструкции, операционные технологические карты и личный производственный опыт. К основным параметрам режима дуговой сварки в защитных газах относят диаметр электродной проволоки и ее марку, силу сварочного тока, напряжение дуги, скорость подачи электродной проволоки, скорость сварки, вылет электрода, состав защитного газа и его расход, наклон электрода вдоль оси шва, род тока, а для постоянного тока - и его полярность.
При сварке в углекислом газе обратная полярность тока позволяет получать более высокое качество шва, чем сварка на прямой полярности.
Технологические особенности сварки различных сталей заключаются прежде всего в подборе марки сварочной проволоки в зависимости от химического состава свариваемой стали. Низкоуглеродистые и низколегированные стали обычно свариваются стандартной кремнемарганцевой проволокой марок Св 08Г2С, Св 08ГС, Св 12ГС и порошковыми проволоками.
П/автоматическая сварка в защитных газах может производиться во всех пространственных положениях шва, из которых наиболее удобным является нижнее. Сварка в нижнем положении производится с наклоном горелки вперед или назад. Предпочтительнее вести сварку углом назад, так как при этом обеспечивается более надежная защита расплавленного металла и лучший внешний вид шва. Горелку рекомендуется наклонять на 5...15° относительно вертикали. При сварке металла толщиной 1...2 мм поперечные колебания горелки не производят. Сварку ведут на максимально возможной длине дуги с максимальной скоростью сварки, при которой обеспечивается хорошее формирование сварного шва и удовлетворительная газовая защита.
Похожие работы
... при применении аргона оксидов и шлаковых включений; возможность ведения процесса во всех пространственных положениях; возможность визуального наблюдения за процессом формирования шва и его регулирования; более высокую производительность процесса, чем при ручной дуговой сварке; относительно низкую стоимость сварки в углекислом газе. Области применения сварки в защитных газах охватывают шир

... ток в такой цепи находится в фазе с выходным напряжением, поэтому напряжение нагрузочного сопротивления синусоидально. Применение реактивных фильтров предпочтительно для высокочастотных устройств. 2 Инверторные источники питания для дуговой сварки 2.1 Начало развития и внедрение в производство инверторных источников питания В наступившем веке бесспорным лидером в производстве сварочной техники ...
... сварки являются невысокая производительность при использовании ручного варианта. Применение же автоматической сварки не всегда возможно для коротких и разноориентированных швов. 5. Технология ручной сварки неплавящимся электродом в инертных газах Аргонная сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и ...

... элементов или конструкций из отожженного металла. Максимальная температура подогрева должна быть не выше температуры отжига для применяемого алюминиевого сплава. К числу технологических особенностей сварки алюминия необходимо отнести и предварительный подогрев. Он имеет важное значение в виду того, что окисная пленка на поверхности свариваемых алюминиевых металлоконструкций прекрасно адсорбирует ...
0 комментариев