Навигация
И 740.30-1000128 - для двигателей 740.11-260 и 740.13-300
31246
знаков
1
таблица
10
изображений
740.13.1000128 и 740.30-1000128 - для двигателей 740.11-260 и 740.13-300.
В ремонтный комплект входят:
- поршень;
- поршневые кольца;
- поршневой палец;
- стопорные кольца поршневого пальца
- гильза цилиндра;
- уплотнительные кольца гильзы цилиндра.
Форсунки охлаждения устанавливаются в картерной части блока цилиндров и обеспечивают подачу масла из главной СГ) масляной магистрали при достижении в ней давления 0,8 - 1,2 кг/см2 (на такое давление отрегулирован клапан, расположенный в каждой из форсунок) во внутреннюю полость поршней.
При сборке двигателя необходимо контролировать правильность положения трубки форсунки относительно гильзы цилиндра и поршня. Контакт с поршнем недопустим [3, с.32].
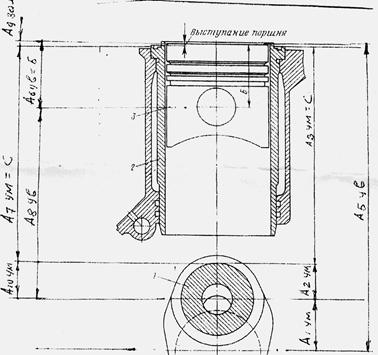
Поршень с шатуном (рис.10) соединены пальцем 3 плавающего типа, его осевое перемещение ограничено стопорными кольцами 6. Палец изготовлен из хромоникелевой стали, диаметр отверстия 22 мм. Применение пальцев с отверстием 25 мм недопустимо, так как это нарушает балансировку двигателя.
3. Разборка, ремонт и сборка шатунно-поршневой группыДо истечения гарантийного срока не разбирайте двигатель (не снимайте головки цилиндров, масляный картер, не нарушайте пломбы топливного насоса высокого давления и не разбирайте его), в противном случае утрачивается право на гарантийный ремонт двигателя. При необходимости допускается заменять топливопроводы высокого и низкого давления, шланги, фильтры очистки масла, топлива и воздуха, водяной насос, вентилятор, выключатель гидромуфты, внешние крепежные детали, впускные воздухопроводы и выпускные коллекторы, водосборные трубы, форсунки, штанги толкателей, турбокомпрессоры;
Для разборки рекомендуется использовать поворотный стенд Р-770, на котором двигатель имеет возможность поворачиваться вокруг вертикальной и горизонтальной оси.
Перед установкой двигателя на стенд снимите масляный фильтр с теплообменником, вентилятор, выпускные коллекторы, кронштейны передних опор, стартер. Трущиеся поверхности деталей, кроме оговоренных особо, при сборке смазывайте моторным маслом.
Неметаллические прокладки для удобства сборки, при необходимости, ставьте с нанесением на одну из сопрягаемых деталей консистентной смазки. Следите, чтобы прокладки равномерно прилегали к сопрягаемым поверхностям, были плотно зажаты и не выступали за контур сопряженных поверхностей [4, с.10].
При установке резиновые уплотнительные кольца и заходные фаски сопрягаемых деталей смазывайте консистентной смазкой;
Не подгибайте шпильки при надевании на них деталей.
Поршень с кольцами и шатуном в сборе устанавливают в тиски и с помощью съемника И-801.08.000 снимают с поршня кольцо компрессионное верхнее, кольцо компрессионное и кольцо маслосъемное в сборе. При необходимости замены поршня или шатуна вынимают стопорное кольцо поршневого пальца из бобышек поршня и вынимают поршень с шатуном в сборе из тисков.
Нагрев поршень в течение 10 мин в масляной ванне до температуры 80...100 °С, выпрессовывают с помощью выколотки поршневой палец. Детали шатунно-поршневой группы моют и дефектуют.
Поршень бракуют при наличии трещин, прогаров, разрушении днища, вкраплении инородных частиц, а также при износе:
- юбки поршня в плоскости, перпендикулярной оси пальца, на расстоянии 104 мм от днища - до размера менее 119,81 мм;
- отверстия под поршневой палец - до диаметра более 45,02 мм;
- канавки верхнего компрессионного кольца - до размера, измеряемого по вложенным в канавку роликам диаметром 2,96 мм, менее 120,25 мм;
- канавки нижнего компрессионного кольца - до размера, измеряемого аналогично, менее 120,7 мм;
- канавки маслосъемного кольца - до высоты более 5,1 мм;
- наружной поверхности - до диаметра менее 44,99 мм.
Поршневой палец бракуют при наличии сколов, трещин, рисок, забоин и следов коррозии на поверхности и торцах, а также при износе наружной поверхности до диаметра менее 44,99 мм, В последнем случае деталь следует направить на восстановление [4, с.10].
Шатун в сборе бракуют при наличии трещин или обломов, износе торцов нижней головки по ширине до размера менее 33,23 мм. Изгиб и скручивание шатуна определяют с помощью приспособления 30701. При непараллельности осей отверстий головок шатуна на длине 100 мм более 0,06 мм шатун бракуют или направляют на восстановление.
При износе отверстия во втулке верхней головки шатуна до диаметра более 45,04 мм втулку выпрессовывают и устанавливают новую бронзовую втулку таким образом, чтобы масляные отверстия во втулке и шатуне совпадали. Перед установкой втулку охлаждают до температуры минус 50 ° С. Запрессовка втулки не допускается. Отверстие в установленной втулке растачивают до диаметра 45+8; 4 мм при частоте вращения расточной головки 1600 мин и подаче 0,06 мм/ оборот. Восстановленный шатун промывают и обдувают сжатым воздухом. При износе отверстия в верхней головке шатуна под втулку до диаметра более 49,02 мм шатун бракуют или направляют на восстановление. При износе отверстия нижней головки шатуна до диаметра более 85,02 мм его обрабатывают до ремонтного размера 85,5 мм, а при диаметре более 85,535 мм - бракуют или направляют на восстановление.
Перед сборкой шатунно-поршневой группы поршневые пальцы подбирают к шатунам. Поршень нагревают в масле до температуры 80...100°С, помещают в приспособление для сборки и соединяют с шатуном поршневым пальцем, установив шатун так, чтобы выточки под клапаны в поршне и пазы под усы вкладышей на шатуне были расположены с одной стороны. Запрессовка поршневого пальца не допускается. Перед сборкой сопрягаемые поверхности поршневого пальца и отверстий в поршне смазывают тонким слоем чистого моторного масла М ЮГгк [4, с.11].
В канавки поршня устанавливают стопорные кольца поршневого пальца. На поршень с помощью приспособления для снятия и установки колец последовательно устанавливают маслосъемное и компрессионные кольца (рис.10). При монтаже маслосъемного кольца в канавку поршня устанавливают расширитель и затем надевают маслосъемное кольцо так, чтобы стык расширителя находился диаметрально противоположно замку кольца. Компрессионные кольца устанавливают на поршень скошенной стороной и клеймом "верх" к днищу поршня. Замки соседних колец располагают под углом 120 °С. Перед установкой колец удаляют нагар из канавок поршня, а после установки проверяют легкость перемещения колец в канавках.
Шатун также должен свободно перемещаться вокруг оси поршневого пальца. При соблюдении этих требований поршень в сборе с шатуном снимают с приспособления и передают на сборку двигателя.
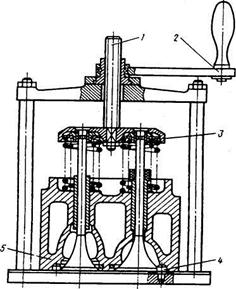
Рис.11. Разборка головки цилиндров в приспособлении И-801.06.000
1 - винт; 2 - рукоятка; 3 - тарелки клапанов; 4 - штифт; 5 - головка цилиндров.
Головку цилиндров устанавливают на приспособление для разборки-сборки 7831-4044 или верстак. Разогнув усики стопорной шайбы крепления стойки коромысел, отвертывают гайки крепления стоек оси коромысел и снимают стойку коромысел, стопорные шайбы и фиксатор коромысел, а затем - коромысла клапанов со стойки коромысел. Отвернув и сняв гайку 10 регулировочного винта, ввертывают регулировочный винт 8 коромысла, снимают головку цилиндров с приспособления для разборки-сборки и устанавливают на приспособление для снятия-установки клапанов (рис.11) так, чтобы штифты 4 вошли в отверстия под болты крепления головки.
Вращением рукоятки приспособления отжимают тарелки пружин клапанов вместе с втулками и снимают сухари клапанов, тарелки с втулками, наружные и внутренние пружины и шайбы пружин клапанов. С направляющей втулки впускного клапана снимают уплотнительную манжету в сборе, после чего из головки цилиндров извлекают впускные и выпускные клапаны [4, с.13].
При необходимости замены вывертывают следующие детали: ввертыш крепления впускного коллектора, ввертыш крепления водяной трубы, шпильки крепления патрубка выпускного коллектора, шпильки крепления стоек коромысел и шпильки крепления скобы форсунки. Головку цилиндров снимают с приспособления.
Головку цилиндров и снятые детали моют, клапаны, седла и направляющие втулки клапанов очищают от нагара, обдувают детали сжатым воздухом и дефектуют.
Головку цилиндров устанавливают на стенд для опрессовки 470.085 и проверяют под давлением воздуха 0,3 МПа (3 кгс/см) в течение 2 мин герметичность рубашки охлаждения и под давлением 0,6...0,65 МПа (6...6,5 кгс/см) - герметичность масляных каналов. При утечке воздуха головку цилиндров бракуют. Она также подлежит выбраковке при наличии трещин, захватывающих внутренние каналы, полости отверстий под форсунку, направляющие втулки и поверхность сопряжения с блоком цилиндров, при разрушении посадочных мест под седла клапанов и перемычек между ними, при повреждении или гравитационном разрушении поверхности сопряжения с блоком цилиндров [4, с.14].
При наличии выработки или раковин на рабочей поверхности седел клапанов их обрабатывают до выведения дефекта притиркой, не допуская увеличения диаметра седла выпускного клапана более 43 мм, а впускного - 48 мм. При невозможности устранения дефекта седла заменяют.
При наличии трещин, сколов, механических повреждений на поверхности направляющих втулок клапанов, а также при износе отверстия в направляющей втулке до диаметра более 10,04 мм втулку заменяют. Также подлежит замене при прогорании или механическом повреждении уплотнительное кольцо газового стыка.
Крышку головки цилиндров бракуют при наличии обломов и трещин. Неплоскостность поверхности прилегания к головке цилиндров проверяют щупом на поверочной плите. Она должна составлять не более 0,15 мм. В противном случае поверхность обрабатывают до устранения дефекта, снимая слой металла не более 0,5 мм. При невозможности устранения дефекта деталь бракуют.
Коромысло клапана с втулкой в сборе бракуют при наличии обломов или трещин, а также при износе носка коромысла по высоте. Расстояние от горизонтали, проходящей через центр отверстия во втулке коромысла, до носка коромысла, должно быть не более 6,0 мм. При износе отверстия во втулке ее заменяют и обрабатывают под ремонтный размер в соответствии с ремонтным размером стойки коромысел.
Стойку коромысел бракуют при наличии обломов или трещин. При износе опорных поверхностей их обрабатывают до ремонтного размера, при диаметре более 24,66 мм - бракуют.
Клапаны впускной и выпускной бракуют при наличии трещин, обломов, износе или выгорании рабочей фаски клапана. При износе стержня впускного клапана до диаметра менее 9,94 мм, а выпускного - 9,90 мм клапан бракуют или направляют на восстановление. При неравномерном износе торца стержня клапана его обрабатывают до устранения дефекта, не допуская
уменьшения высоты от торца до кольцевой проточки сверх 6,3 мм. При невозможности устранения дефекта клапан бракуют.
После устранения дефектов головку цилиндров в сборе с направляющими втулками клапанов помещают на приспособление для разборки-сборки 7831-4044 или верстак и устанавливают на место, если они были сняты, следующие детали: шпильки крепления патрубка выпускного коллектора (высота выступания шпилек 52±1 мм), шпильки крепления скоб форсунки, шпильки крепления стоек коромысел, ввертыш крепления впускного коллектора и ввертыш крепления водяной трубы. Головку цилиндров снимают с приспособления для сборки и устанавливают на стенд для притирки клапанов седлами клапанов вверх [4, с.15].
Приготовив притирочную пасту из 81% электрокорунда зернистого и 13% парафина, разведенных в моторном масле МЮГгк до сметанообразного состояния, наносят пасту на рабочую поверхность седел клапанов. Установив впускной и выпускной клапаны в головку цилиндров, выполняют их притирку до тех пор, пока на фасках клапана и седла не появится непрерывный матовый поясок шириной не менее 1,5 мм без рисок и разрывов на поверхности пояска. При правильной притирке матовый поясок на седле должен начинаться у основания большого конуса седла.
Головку цилиндров и клапаны укладывают в тару, ячейки которой пронумерованы и обеспечивают сохранение принадлежности клапанов и седел, к которым они притерты. Детали промывают в моющем растворе КМ-1 с пеногасителем ЭАП-40. Концентрация КМ-1 - 5 г/л, ЭАП-40 - 0.2...0.3%. Состав моющего раствора: карбонат натрия - 22,5%, тринатрийфосфат - 18,9%, триполифосфат натрия - 50,6%, сульфонал - 2,3%, синтанол ДТ-7 - 5,7%. Температура моющего раствора 70...80 °С, время выдержки 2 мин.
После мойки головку цилиндров устанавливают на приспособление для снятия-установки клапанов (см. рис.11), смазывают стержни клапанов и рабочие поверхности направляющих втулок чистым моторным маслом и устанавливают клапаны на свои места согласно нумерации после притирки.
На направляющую втулку впускного клапана устанавливают уплотнительную манжету в сборе, устанавливают шайбы пружин клапанов, внутренние и наружные пружины, тарелки пружин клапанов с втулками и вращением рукоятки приспособления сжимают пружины с тарелками и втулками. Установив сухари клапанов, отпускают пружины следя за тем, чтобы сухари вошли во втулку.
Сняв головку цилиндров с приспособления, проверяют герметичность клапанов. Для этого головку цилиндров устанавливают поочередно впускными и выпускными окнами вверх и заливают в них дизельное топливо. Хорошо притертые клапаны не должны пропускать топливо в местах уплотнения в течение 30 с. При подтекании топлива следует постучать резиновым молотком по торцу клапана. Если подтекание не устраняется, клапаны необходимо притереть повторно. Качество притирки можно проверить на карандаш, для чего поперек фаски клапана на равном расстоянии наносят шесть-восемь черточек. Клапан вставляют в седло и, сильно нажав на него, поворачивают на 1/4 оборота. При хорошей притирке все черточки должны быть стерты.
ЗАКЛЮЧЕНИЕ
Кривошипно-шатунный механизм является основным механизмом поршневого двигателя. Он служит для восприятия давления газов в такте рабочего хода и преобразования возвратно-поступательного движения поршней во вращательное движение коленчатого вала. Он состоит из блок-картера, гильз и головок цилиндров, поршней с кольцами и поршневыми пальцами, шатунов, коленчатого вала, коренных и шатунных подшипников и маховика.
Маховик изготовлен из специального серого чугуна. Зубчатый венец напрессован на маховик с предварительным нагревом. Маховик закреплен на заднем торце коленчатого вала болтами и зафиксирован двумя штифтами и установочной втулкой.
Шатуны - стальные, двутаврового сечения. Соединение нижней головки шатуна с крышкой выполнено с прямым плоским разъемом.
Поршни отлиты из высококремнистого алюминиевого сплава и оснащены чугунной упрочняющей вставкой под верхнее компрессионное кольцо и коллоидно-графитным приработочным покрытием юбки. На поршне установлены два компрессионных и одно маслосъемное кольца. Компрессионные кольца изготовлены из чугуна специального химического состава, сечение кольца представляет собой одностороннюю трапецию. Боковая рабочая поверхность верхнего компрессионного кольца покрыта хромом, нижнего - молибденом. Маслосъемное кольцо имеет прямоугольное сечение, витой пружинный расширитель и хромированную рабочую поверхность. При сборке двигателя обеспечивается выступание поршня над уплотнительным торцом гильзы цилиндра.
Поршневые пальцы изготовлены из хромоникелевой стали в виде пустотелых цилиндрических стержней и упрочнены цементацией и закалкой. Осевое перемещение пальца в поршне ограничено стопорными кольцами.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Аймасов Н.У., Гатауллин Н.И. Двигатели автомобилей КамАЗ. – Набережные Челны, 2002 г.
2. Барун В.Н., Азаматов Р.А. Техническое обслуживание и ремонт Автомобилей КамАЗ. – 2-е изд. перераб и допол. – М.: Транспорт, 1987.
3. Карагодин В.И., Карагодин Д.В. Автомобили КамАЗ: устройство, техническое обслуживание и ремонт. - М.: Транспорт, 2001. - 342 с.
4. Медведков В.И., Билык С.Т. Автомобили КамАЗ – 5320: Учебное пособие. – М.: Издательство ДОСААФ, 1999.
5. Руководство по эксплуатации и техническому обслуживанию двигателей КамАЗ серии В: Бюллетень, 1996.
Похожие работы
вала. Кривошипно-шатунный механизм многоцилиндрового двигателя состоит из блока цилиндров, головок цилиндров, поршней с кольцами, поршневых пальцев, шатунов, коленчатого вала, вкладышей, маховика и поддона картера. Цилиндр с головкой образует пространство, в котором осуществляется рабочий цикл двигателя. Стенки цилиндра направляют движение поршня. Цилиндры многоцилиндровых двигателей отливают ...
... и повторяют измерение. Если усилие сжатия пружины окажется меньше предельного, пружину необходимо заменить или подложить под нее прокладку. Работы, выполняемые при ТО кривошипно-шатунного механизма и механизма газораспределения. При ЕО двигатель очищают от грязи, проверяют его состояние визуально и прослушивают работу в разных режимах. При Т 0-1 проверяют крепление опор двигателя к раме ...
... 85,000 мм (мм), Сопряжения: мм; мм. Вывод: у двигателя Honda Accord в лучшем случае зазор между поршнем и гильзой равен +0,010 мм, в худшем случае – +0,040 мм. 2. Сопряжение «поршень – поршневой палец – шатун» Автомобиль ЗИЛ 130–76 Двигатель ЗИЛ 130 Отверстие в бобышке (группа 3) 27,9900 – 27,9875 мм Диаметр пальца (группа 3) 27,9950 – 27,9925 мм Диаметр отверстия в малой головке шатуна ...
... и закреплена скобой. Торец гайки распылителя уплотнен от прорыва газов гофрированной шайбой. Уплотнительное кольцо предохраняет полость между форсункой и головкой цилиндров от попадания пыли и воды. На двигателе КамАЗ-7403.10 установлена форсунка мод. 271 с повышенной пропускной способностью и диаметром сопловых отверстий 0,32 мм. Рис. 24. Форсунка: 1 – корпус распылителя; 2 – гайка ...
0 комментариев