Основные технические характеристики серийного тепловоза ТЭП70
Дизель. Описание технологического процесса проведения ремонта
Муфту соединительную разобрать, отремонтировать, собрать
Сборка шатунно-поршневой группы
Номенклатура контролируемых показателей
Средства измерения износа и деформации деталей
Разработка рекомендаций по выполнению измерений, контроля и испытаний
Поверка средств измерений
Навигация
Муфту соединительную разобрать, отремонтировать, собрать
Метрологическое обеспечение ремонта дизель-генератора специализированного серийного тепловоза ТЭП70
67886
знаков
0
таблиц
8
изображений
4. Муфту соединительную разобрать, отремонтировать, собрать.
Перед разборкой соединительной муфты проверить наличие маркировки на ведущем диске, ведомом диске, болтах, штифтах муфты, при необходимости маркировку восстановить. Проверить наличие меток относительного положения на ведомом диске, пакете колец и ведущем диске при отсутствии метки восстановить. Муфту снять, разобрать, детали муфты промыть. Диски ведущий и ведомый при наличии трещин и изломов заменить. Допускается коробление пластин не более 0,1 мм. Болты и гайки, имеющие трещины, износ или смятие граней болта и гайки, срыва более двух ниток резьбы, заменить. Допускается восстановление изношенных поверхностей болтов хромированием, осталиванием с последующей обработкой до чертежных размеров. При ремонте допускается увеличивать размеры под болты и штифты.
Контрольная операция:
Произвести замеры отремонтированной муфты. В отремонтированной и собранной муфте, установленной по привалочным поверхностям, сопрягаемым с фланцем коленчатого вала биение ведущего диска относительно коленчатого вала должно быть не более 0,1 мм. Биение ведомого вала не более 0,15 мм, ширина муфты 116-2,2(132-1). Произвести магнитную дефектоскопию болтов муфты соединительной.
5. Антивибратор комбинированный разобрать, отремонтировать, собрать.
Произвести снятие антивибратора с коленчатого вала. Снять трубопроводы и сборочные единицы, препятствующие снятию антивибратора. Повернуть коленчатый вал так, чтобы отверстие в ступице под рым – болтом, расположенное между маятниками, находилось по вертикальной оси дизеля, ввернуть в отверстие рым – болт и застопорить антивибратор подъемным устройством, отвернуть болты, снять замочные пластины, вынуть штифты, подметить положение антивибратора относительно коленчатого вала. С помощью пенькового каната положить антивибратор в горизонтальное положение демпфером вверх. С помощью рым-болта снять демпфер с посадочного бурта ступицы антивибратора и уложить его на деревянную подставку. При разборке антивибратора проверить маркировку маятников, крышек и пальцев, при отсутствии маркировки нанести ее. С одной стороны ступицы отрыть и снять крышки, вынуть пальцы снять со ступицы маятники, открыть и снять крышки с другой стороны ступицы. Снятые детали антивибратора промыть в керосине, обдуть сжатым воздухом.
Контрольная операция:
Произвести магнитную дефектоскопию деталей.
6. Сборка коленчатого вала.
Установить шестерню на фланец и закрепить призонными болтами. Призонные болты поставить с сопряжением – зазор 0,006 мм, натяг 0,029 мм. Гайки зашплинтовать новыми шплинтами. Установить заглушку, закрепить ее при помощи болтов, подложив под них шайбы. Установить втулку, закрепить ее болтами, произвести стопорение стопорными пластинами. Перед установкой антивибратора проверить чистоту каналов для масла, отсутствие каналов для масла в ступице, отсутствие забоин и заусенцев на посадочных поверхностях антивибратора, демпфера и коленчатого вала. Установить крышки с одной стороны антивибратора и закрепить их болтами головки болтов обвязать проволокой попарно, установить на ступицу маятники и пальцы. Установить крышки с другой стороны ступицы и закрепить их болтами, головки обвязать проволокой попарно. Детали антивибратора перед сборкой смазать маслом, сборку производить согласно маркировке деталей. Антивибратор установить на фланец коленчатого вала по метке, проверить наличие резинового кольца на бурте. Штифт установить с натягом 0,006 – 0,02, допускается постановка штифтов увеличенного диаметра до 28+0,033. Прилегание диска антивибратора к фланцу коленчатого вала по краске должно быть не менее 15%. Установить демпфер на ступицу антивибратора, установить демпфер на посадочный бурт ступицы по метки, затянуть болтами и гайки моментом 22 ±2 кгс. м. Болты попарно обвязать проволокой.
Шатунно-поршневая группа (Рисунок 5) вместе с коленчатым валом являются основным рабочим механизмом поршневого двигателя внутреннего сгорания. Поступательное движение поршня преобразуется во вращательное движение коленчатого вала при помощи шатуна, сочлененного шарнирно с верхней головкой поршневым пальцем и нижней головкой с шейкой колена вала. Рабочая полость располагается над поршнем в цилиндре, закрытом крышкой.
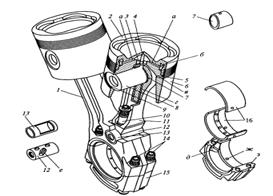
Рисунок 5 – Шатунно-поршневая группа дизеля.
1 – главный шатун, 2 – поршень; 3 – пружина; 4 – стакан; 5 – маслосъемноё с эспандером; 6 – тронк; 7 – втулка верней головки шатуна; 8 – палец; 9 – стопорное кольцо; 10 – болт прицепного шатуна; 11 – прицепной шатун; 12 – палец прицепного шатуна; 13 – втулка-подшипник; 14 – шатунные болты; 15 – крышка; 16 – вкладыши; а, в, г, д, е – каналы; б – полость охлаждения; ж – отверстие под штифт; з – зубчатый стык.
Технологический процесс осуществления ремонта шатунно-поршневой группы состоит из следующих этапов:
1. Разборка цилиндрового комплекта.
Слить охлаждающую жидкость и топливо из дизеля, разобрать и снять трубы, препятствующие выемке снимаемого комплекта. Открепить и снять индикаторный кран, форсунку и топливный насос. Открепить выпускной коллектор у снимаемого комплекта. Установить поршень прицепного шатуна в ВМТ, установить на втулку цилиндра приспособление для удержания поршня и прицепного шатуна во втулке цилиндра, отвернуть болты прицепного шатуна и снять втулки. До отсоединения прицепного шатуна от пальца коленчатый вал дизеля не вращать. При демонтаже болтов необходимо поддерживать стержень шатуна во избежание его удара о втулку цилиндра. Сборку комплекта произвести в следующем порядке: вывернуть монтажный болт из нижнего пояса втулки цилиндра, снять приспособление, удерживающее поршень с шатуном во втулке цилиндра и вынуть поршень с шатуном из втулки цилиндра.
Щипцами снять кольца, стопорящие поршневой палец, вынуть палец и отделить шатун от поршня. У вынутого из дизеля цилиндрового комплекта с главным шатуном, снять палец прицепного шатуна. Разобранную шатунно-поршневую группу очистить от грязи, нагара и масла. Проверить состояние маркировки, неясную и забитую маркировку восстановить. Обезличивание деталей шатунно-поршневой группы не допускается. Стержень главного шатуна, крышка нижней головки шатуна и шатун прицепной при разборке не разукомплектовывать.
Пальцы, имеющие овальность или износ выше допустимых норм восстанавливается хромированием. Стакан поршня, имеющий трещины любого размера и расположения, заменить новыми. Прилегание стакана к сфере головки шатуна должно быть не менее 85%. Пружину при потере упругости заменить новой. Детали шатунно-поршневой группы подготовить к дефектоскопии.
Контрольная операция:
Произвести магнитную дефектоскопию главного и прицепного шатуна, крышки нижней головки, пальцы, шпильки головки поршня, шатунные болты, стержень шатуна. При обнаружении трещин детали заменить.
0 комментариев