Навигация
Аналіз існуючих систем токарного інструменту
23702
знака
3
таблицы
1
изображение
1. Аналіз існуючих систем токарного інструменту
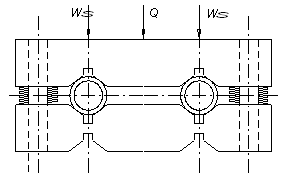
Сьогодні системи токарного інструмента розробляються на основі модульних, багатофункціональних і стандартних конструкцій. У системах токарних різців на базі стандартних конструкцій необхідний діапазон головних кутів у плані перекривається окремими конструкціями різальних пластин, які закріплюються на державках, що відповідають пластинам. Це приводить до того, що номенклатура різців обчислюється сотнями типорозмірів, а рідко застосовувані різці більшу частку часу зберігаються в інструментальній коморі, займаючи складські приміщення і збільшуючи витрати підприємства.
Зменшити номенклатуру токарного інструмента можливо за рахунок створення систем на основі конструкцій різців підвищеної універсальності, в яких підвищення універсальності досягається відокремленням робочої частини від державки, при чому робоча частина може здійснювати поворот і переміщення відносно трьох взаємноперпендикулярних осей. Підвищення універсальності також може бути досягнуто заміною робочої частини інструменту.
В основу класифікації різців підвищеної універсальності покладемо наступні основні ознаки: вид різальної частини; спосіб досягнення універсальності; конструктивне рішення; вид переналагодження геометричних і конструктивних параметрів; кількість осей, навколо яких здійснюється поворот робочої частини відносно державки; спосіб налагодження.
Як показав аналіз, найбільш раціональним способом підвищення універсальності токарних різців є плавний поворот робочої частини навколо осі, яка перпендикулярна опорній поверхні БНП, що дозволяє змінювати головний кут у плані. У цьому випадку досягається максимальне перекриття існуючих стандартних конструкцій інструмента і, у результаті, - максимальне скорочення номенклатури необхідних різців і різальних пластин, що входять до системи інструменту. Крім цього, зміна головного кута в плані дозволяє регулювати завантаженість ділянок різальної кромки, умови тепловідведення із зони різання, перерозподіляти значення величин складових сили різання при обробці заготовок різної жорсткості, створювати сприятливі умови для стружкоподрібнення.
Вважаючи, що етапи проектування різців підвищеної універсальності будуть містити в собі і етапи проектування стандартного збірного інструмента, зупинимося на них більш детально. Етапи проектування стандартного інструмента, у розробку яких внесли значний внесок Бобров В.Ф., Вульф А.М., Гречишников В.А., Грановський Г.І., Лашнєв С.І., Перепелиця Б.А., Петрухін С.С., Равська Н.С., Родін П.Р., Семенченко І.І., Сахаров Г.Н., Юліков М.І. і ін., включають: аналіз умов експлуатації різального інструменту; вибір відповідного інструментального матеріалу; вибір або визначення геометричних і конструктивних параметрів робочої частини, а також параметрів опорної поверхні під пластину на державці; визначення габаритів державки різця та розрахунок елементів вузла кріплення різальної пластини з метою перевірки.
Як видно з наведеного переліку, при проектуванні різців з поворотною робочою частиною, що повертається навколо осі, яка перпендикулярна опорній поверхні багатогранної непереточуваної пластини, необхідно включити додаткові етапи. До них відносяться: оптимізація геометричних параметрів робочої частини; визначення технічних обмежень, що накладаються на режими обробки умовами закріплення поворотної робочої частини на державці різця; дослідження напружено-деформованого стану елементів різця.
У зв'язку із цим поставлені задачі досліджень, які наведені в загальній характеристиці роботи.
2. Вибір методики досліджень статичної жорсткості конструкцій різців, визначення припустимих подач, опис використовуваних пристроїв, методики статистичної обробки експериментальних даних
У роботі при виконанні різних етапів проектування використовували вербальну модель, методи векторної алгебри, математичні й чисельні моделі.
Експерименти проводили на токарних верстатах моделей 16К20 і 16А20Ф3. При дослідженні жорсткості робочої частини різців використовували фрезерний верстат 6С12Ц.
Оброблюваний матеріал - Сталь 45 із твердістю НВ 186...192. Зразки мали циліндричну форму з діаметрами 32 мм, 35 мм і 80 мм, довжиною 200 мм, 200 мм і 600 мм, відповідно. Вид обробки - зовнішнє точіння.
Для порівняння застосовували комплекти різців стандартних конструкцій MSDNR 25 150 16 і PWLNR 32 25 200 10.
Сили різання вимірювали за допомогою динамометра УДМ 600 у комплекті з підсилювачем УТ-4-1 і комп'ютером РС 486, оснащеним аналогово-цифровим перетворювачем NVL 0,8.
Параметри шорсткості вимірювали на профілометрі моделі 296.
3. Розроблення система залежностей для визначення геометричних і конструктивних параметрів робочої частини при її повороті навколо осі
Формули для визначення геометричних і конструктивних параметрів робочої частини різця, оснащеної БНП різної форми, при її повороті відносно державки одержали з використанням методів векторної алгебри.
Отримані залежності дозволяють визначити геометричні параметри на головній (g, a, l, j) і допоміжній (g1, a1, l1, j1) різальних кромках, а також величини зміщення вершини БНП по координатних осях при повороті робочої частини відносно базового положення. За базове положення прийняте положення БНП на державці, для якого розраховуються параметри опорної поверхні під підкладку.
Запропоновані формули дозволяють описати технічні обмеження, що накладаються на діапазон зміни головного кута в плані при повороті робочої частини. Наприклад, для різця, оснащеного квадратною БНП, система технічних обмежень має вигляд:
 ,(1)
,(1)
де j, aN, l0 – відповідно базові головний кут у плані, задній нормальний кут і кут нахилу головної різальної кромки; n, n1 - допоміжні кути (верхні знаки використовуються при повороті робочої частини за годинниковою стрілкою, нижні – проти годинникової стрілки).
Критерієм оптимізації є діапазон зміни головного кута в плані
jmax - jmin ® max.(2)
Цей критерій оптимізації був обраний при допущенні, згідно з яким продуктивність і якість обробки універсальними різцями, у порівнянні з обробкою різцями стандартної конструкції з аналогічними геометричними параметрами, не зміняться.
Систему рівнянь (1) вирішували на ПЕОМ методом перебору при задоволенні критерію оптимізації (2). У результаті були отримані такі оптимальні значення базових геометричних параметрів робочої частини різця (табл. 1).
Таблиця 1 - Оптимальні значення базових геометричних параметрів при установці різних БНП
| Форма пластини | Оптимальні базові геометричні параметри | Припустимий діапазон установлення кутів у плані | |||
| jб, градуси | aNб, градуси | lб, градуси | мінімальне значення, градуси | максимальне значення, градуси | |
| Тригранна | 30 | 12 | 0 | 60 | 100 |
| Квадратна | 30 | 12 | 0 | 30 | 85 |
| П'ятигранна | 20 | 12 | 0 | 10 | 65 |
| Шестигранна з кутом при вершині 120° | 30 | 12 | 0 | 10 | 55 |
| Шестигранна або ромбічна з кутом при вершині 80° | 30 | 12 | 0 | 40 | 95 |
При повороті робочої частини відбувається зміщення вершини БНП відносно осі заготовки, що викликає зміну геометричних параметрів робочої частини.
Отримані формули для визначення геометричних параметрів робочої частини при її повороті з урахуванням зсуву вершини БНП. У залежності від форми пластини, зміни радіуса оброблюваної поверхні від 100 до 10 мм і встановлюваного головного кута в плані j, зміна геометричні параметри за рахунок вертикального зміщення вершини БНП змінюються в межах 1 – 25%. Причому, величина зміни зростає зі зменшенням радіуса обробленої поверхні.
Базове положення пластини повинне відповідати мінімальному значенню головного кута в плані j з діапазону регулювання, тому що в цьому випадку при повороті робочої частини проти годинникової стрілки відбувається збільшення кута j і задніх кутів у результаті зміщення вершини БНП вниз відносно осі заготовки.
Оптимальне базове положення опорної поверхні на державці універсально-збірного різця (УЗР), яке забезпечує можливість установки набору поворотних підкладок, оснащених БНП різної форми, характеризується наступними геометричними параметрами: gпов= – 10,5° і gпоп= – 6,0° і забезпечує наступні базові геометричні параметри робочої частини: jб = 30°; aNб = 12°; lб = 0°. При цьому максимальний припустимий діапазон установлюваних кутів у плані досягається при установці пластин з кутами при вершині від 80° до 108°.
Похожие работы
... ів з ЧПК і автоматичних лініях. На заміну традиційного технологічного контролю прийшла систематична підготовка контролю виробництва у відповідності з ЄСТПВ (єдиної системи технологічної підготовки виробництва). Тому при проектуванні технологічного оснащення особлива увага може приділятися мінімізації процесів контролю за рахунок підвищення точності виготовлення та продуктивності і надійності ...
... . Загалом чим вище соціально-економічне становище людини, тим менше у неї розвинута жестикуляція й бідніші рухи тіла для передавання інформації. 2.3 Основні типи помилок в мовленнєвій комунікації майбутніх вчителів початкових класів 1. Порушення принципу милозвучності - Я народився у Одесі. - Я народився в Одесі. 2. Зіставлення непорівнянних понять (алогізм) - Вартість цього довідника ...
0 комментариев