Навигация
Дослідження напружено-деформованого стану елементів різця з поворотною робочою частиною
23702
знака
3
таблицы
1
изображение
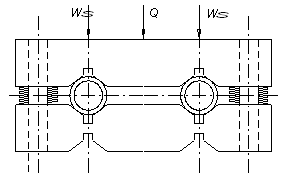
4. Дослідження напружено-деформованого стану елементів різця з поворотною робочою частиною
Для прогнозування жорсткості конструкцій різців з поворотною робочою частиною на стадії проектування зручно використовувати програму CosmosWorks. Вона дозволяє за допомогою методу кінцевих елементів з урахуванням коефіцієнта тертя між елементами різця й жорсткості стиків між ними визначати величини зміщення цих елементів і напруження, які виникають під дією навантаження.
Чисельне моделювання було виконано для випадків, коли різець представлений складеним тілом із заданими коефіцієнтами тертя між деталями; складеним тілом із заданими коефіцієнтами тертя й жорсткостями стиків між деталями.
Результати чисельного моделювання для випадку, коли різець розглядається як складене тіло із заданими коефіцієнтами тертя між деталями.
Для перевірки адекватності чисельного моделювання були виконані експерименти по визначенню статичної жорсткості конструкції різця. Встановлено, що величини зміщення вершини БНП відносно державки, отримані в результаті моделювання, знаходяться в 95%-му довірчому інтервалі на експериментально знайдені величини.
Точність обробки залежить не тільки від жорсткості різця, але й від жорсткості систем “різець - різцетримач” і “різець – супорт”. Встановлено, що жорсткість системи “різець - супорт” в 3,9 - 4,2 рази нижче, ніж жорсткість системи “різець - різцетримач”, відповідно для різців з поворотною робочою частиною й стандартних різців.
5. Математичний опис умов закріплення поворотної робочої частини на державці різця
Математичний опис умов закріплення робочої частини на державці в процесі складання й обробки виконано з використанням рівнянь рівноваги між активними й реактивними силами та технічних обмежень, що накладаються на режими обробки відсутністю повороту робочої частини відносно державки, міцністю елементів вузла кріплення, міцністю БНП, потужністю верстата, областю існування прямого поперечного перерізу стружки.
Визначення припустимих подач при різних сполученнях величин головного кута в плані й глибини різання виконувалося на ПЕОМ за допомогою розробленої програми. Результати розрахунку для різця наведені на і в таблиці 2.
Для перевірки результатів проведеного розрахунку обмежуючих подач відповідно до розробленої методики були проведені експериментальні дослідження з визначення припустимих подач (табл. 3).
Як видно з наведених даних (див. табл. 2 і 3), факторами, що обмежують режими обробки, є: міцність БНП, потужність двигуна привода головного руху верстата, вібростійкість технологічної системи. Порівняння величин експериментально отриманих припустимих подач при обробці різцями базової і вдосконаленої конструкції показали їхній практичний збіг, а також повну ідентичність обмежуючих факторів.
Таблиця 2 - Вплив глибини різання на розрахункові припустимі подачі при зовнішньому точінні сталі 45 зі швидкістю 120 м/хв різцем з поворотною робочою частиною з геометричними параметрами j = 45°, j1 = 44,7°, g = 10°, a = 10°, l = 3°
| Встановлений головний кут у плані, градуси | Глибина різання, мм | Розрахункова припустима подача, обмежена: | Прийнята припустима подача, мм/об | |||||
| наявністю проворота робочої частини, мм/об | міцністю штифта на розрив, мм/об | міцністю штифта на зріз, мм/об | міцністю гвинта на розрив, мм/об | міцністю БНП, мм/об | Потужністю двигуна верстата, мм/об | |||
| 45 | 1,5 | 1,5 | 1,5 | 1,5 | 1,5 | 1,3 | 1,5 | 1,3 |
| 2 | 2 | 2 | 2 | 2 | 1,31 | 1,3 | ||
| 2,5 | 2,5 | 2,5 | 2,5 | 2,5 | 0,97 | 0,97 | ||
| 3 | 3 | 3 | 3 | 3 | 0,76 | 0,76 | ||
| 3,5 | 0,98 | 3,5 | 3,5 | 3,5 | 0,62 | 0,62 | ||
| 4 | 0,59 | 3,44 | 4 | 4 | 0,52 | 0,52 | ||
Таблиця 3 - Вплив глибини різання на припустимі подачі, визначені експериментально, при зовнішньому точінні сталі 45 зі швидкістю 120 м/хв різцем з поворотною робочою частиною з геометричними параметрами j = 45°, j1 = 44,7°, g = 10°, a = 10°, l = 3°
| Головний кут у плані | Глибина різання, мм | Обмежуючі подачі, визначені експериментально, мм/об | Прийнята припустима подача, мм/про | ||||||||
| УЗР №1 | УЗР № 2 | УЗР №3 | |||||||||
| 45 | 1,5 | 1,2**** | 1,2**** | 1,2**** | 1,2**** | 1,2**** | 1,2**** | 1,2**** | 1,2**** | 1,2**** | 1,2 |
| 2 | 1* | 1,2* | 1* | 1,2* | 1,2* | 1* | 1* | 1* | 1* | 0,8 | |
| 2,5 | 1* | 1** | 1* | 1* | 1* | 1* | 1* | 1* | 1** | 0,8 | |
| 3 | 0,8** | 0,8** | 0,8** | 0,8** | 0,8** | 0,8** | 0,8** | 0,8** | 0,8** | 0,7 | |
| 3,5 | 0,7** | 0,8** | 0,7** | 0,7** | 0,7** | 0,7** | 0,8** | 0,7** | 0,7** | 0,6 | |
| 4 | 0,25*** | 0,30*** | 0,25*** | 0,30*** | 0,30*** | 0,25*** | 0,25*** | 0,25*** | 0,25*** | 0,2 | |
Примітка
* - подача, обмежена міцністю БНП;
** - подача, обмежена потужністю двигуна привода головного руху верстата;
*** - подача, обмежена вібростійкістю технологічної системи;
**** - подача, обмежена можливістю установки на верстаті величини подачі в діапазоні від 1,2 до 1,4 мм/об.
Таким чином, встановлено, що:
- розроблений математичний опис умов закріплення робочої частини дозволяє прогнозувати величини припустимих подач при обробці різцями з поворотною робочою частиною без проведення трудомістких експериментів;
- зміна кутів у плані практично не впливає на величину припустимих подач при різних глибинах різання. При обробці з постійним головним кутом у плані збільшення глибини різання приводить до зменшення значення припустимих подач;
- міцність деталей вузла кріплення і умови закріплення поворотної робочої частини УЗР не накладають обмеження на величину припустимих подач;
- величини припустимих подач в умовах обробки на середніх верстатах обмежуються міцністю БНП, потужністю двигуна привода головного руху верстата й вібростійкістю технологічної системи;
- удосконалена конструкція УЗР із поворотною робочою частиною має такі ж технологічні можливості, що й базова конструкція, але меншу кількість деталей, в результаті чого знижується трудомісткість виготовлення інструмента.
Для визначення величини подач із метою одержання заданого параметра шорсткості Ra обробленої поверхні були запропоновані формули і умови їх застосування. Від загальноприйнятих залежностей, які зв'язують параметр Ra з геометричними параметрами робочої частини й подачею, вони відрізняються тим, що складаються із двох співмножників. Перший співмножник отриманий з умови, що у формуванні параметрів шорсткості обробленої поверхні домінує геометричний фактор. Другий співмножник ураховує зміну шорсткості пластичними деформаціями, жорсткістю технологічної системи, наявністю шорсткості на різальній кромці інструмента і являє собою коефіцієнт, знайдений експериментально.
Встановлено, що обробка різцями стандартної конструкції, універсальної базової конструкції й удосконаленої універсальної конструкції забезпечує практично ідентичну шорсткість і точність обробленої поверхні.
Застосування нових конструкцій універсально-збірних різців з поворотною робочою частиною в умовах НВП “Еталон” дозволило скоротити номенклатуру покупних токарних різців на 30% і металоємність систем токарного інструмента на 20 - 70%, що дало річний економічний ефект у розмірі восьми тисяч гривень.
Результати роботи впроваджені в навчальний процес у Донецькому національному технічному університеті при підготовці студентів спеціальності “Металорізальні верстати і системи” у рамках дисциплін “Теорія різання” і “Різальний інструмент”, а також використовуються при виконанні дипломних проектів і магістерських робіт.
Висновки
У роботі вирішена важлива наукова і народногосподарська задача, яка полягає в зниженні номенклатури державок різців і різальних пластин, що входять у систему токарного інструмента, а, разом з тим, і зниження металоємності систем на 20 – 70% у порівнянні із системами на базі стандартних різців, за рахунок створення універсальних токарних різців з оптимальними геометричними параметрами поворотної робочої частини, які оснащені БНП.
1. Вперше розроблені класифікації переналагоджуваних і регульованих універсально-збірних різців і способів підвищення універсальності токарних різців.
2. Оптимізовані геометричні параметри робочої частини за критерієм максимальної величини діапазону зміни головного кута в плані з використанням запропонованої системи математичних залежностей для розрахунку статичних геометричних і конструктивних параметрів поворотної робочої частини.
3. Оптимальне базове положення опорної поверхні на державці різця, що забезпечує можливість установки набору поворотних підкладок, оснащених БНП різної форми, характеризується наступними геометричними параметрами: gпов = – 10,5°, gпоп = – 6,0° і забезпечує такі базові геометричні параметри робочої частини: jб= 30°; aNб = 12°; lб = 0°. При цьому максимальний припустимий діапазон установлюваних кутів у плані досягається при установці пластин з кутами при вершині від 80° до 108°.
4. Визначені на стадії проектування технічні обмеження, що накладаються на режими обробки умовами закріплення поворотної робочої частини на державці різця. Установлено, що міцність деталей вузла кріплення й умови закріплення поворотної робочої частини на державці не накладають обмеження на величину припустимих подач, а величини припустимих подач при точінні обмежуються міцністю БНП, потужністю двигуна привода головного руху верстата та вібростійкістю технологічної системи.
5. Точність обробки залежить не стільки від жорсткості різця, скільки від жорсткості систем “різець - різцетримач” і “різець - супорт”. Встановлено, що жорсткість системи “різець - супорт” в 3,9 - 4,2 рази нижче, ніж жорсткість системи “різець - різцетримач”, відповідно для різців з поворотною робочою частиною й стандартних різців.
Література
1. Матюха П.Г., Гринёв Ю.А. Исследование условий закрепления поворотной подкладки с режущей пластиной на державке универсально-сборного резца //Прогрессивные технологии и системы машиностроения: Международный сб. научных трудов. – Донецк: ДонГТУ. – 2000. – Вып. 10. – С. 131-137.
2. Матюха П.Г., Гринёв Ю.А. Определение моментов сил трения между поворотной режущей частью и державкой универсально-сборного резца //Надійність інструменту та оптимізація технологічних систем. Збірник наукових праць. Голова редакційної ради Г.Л. Хаєт. – Краматорськ: ДДМА, 2000. – Вип. 10 – С. 162 - 166.
3. Матюха П.Г., Гринёв Ю.А., Скрынников В.С. Определение моментов сил трения в статике, возникающих при закреплении поворотной подкладки с керамической режущей пластиной на державке универсально-сборного резца //Прогрессивные технологии и системы машиностроения: Международный сб. научных трудов. – Донецк: ДонГТУ, 2001. – Вып. 15. – С. 176 – 182.
4. Гринёв Ю.А. Анализ конструкций узла крепления поворотной режущей части на державке универсально-сборного резца //Труды Одесского политехнического университета: Научный и производственно-практический сборник по техническим и естественным наукам. – Одесса, 2001. – Вып. 5. – С. 104 – 107.
5. Матюха П.Г., Гринёв Ю.А. Определение геометрических и конструктивных параметров режущей части универсально-сборного резца //Прогрессивные технологии и системы машиностроения: Международный сб. научных трудов. – Донецк: ДонГТУ, 2001. – Вып. 17 – С. 85 – 89.
Похожие работы
... ів з ЧПК і автоматичних лініях. На заміну традиційного технологічного контролю прийшла систематична підготовка контролю виробництва у відповідності з ЄСТПВ (єдиної системи технологічної підготовки виробництва). Тому при проектуванні технологічного оснащення особлива увага може приділятися мінімізації процесів контролю за рахунок підвищення точності виготовлення та продуктивності і надійності ...
... . Загалом чим вище соціально-економічне становище людини, тим менше у неї розвинута жестикуляція й бідніші рухи тіла для передавання інформації. 2.3 Основні типи помилок в мовленнєвій комунікації майбутніх вчителів початкових класів 1. Порушення принципу милозвучності - Я народився у Одесі. - Я народився в Одесі. 2. Зіставлення непорівнянних понять (алогізм) - Вартість цього довідника ...
0 комментариев