Розрахунок та конструювання ріжучого інструмента
Обґрунтування вибору геометричних параметрів ріжучої частини і конструктивних елементів
Розрахунок та конструювання вимірювального інструмента
Схема базування заготовки в пристрої
Силовий розрахунок пристрою
Гарантійний строк експлуатації - 12 місяців
Навигация
Проектування технологічного оснащення та вимірювального інструменту
Проектування технологічного оснащення та вимірювального інструменту
33495
знаков
2
таблицы
7
изображений
МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ
Черкаський політехнічний технікум
ПРОЕКТУВАННЯ ТЕХНОЛОГІЧНОГО ОСНАЩЕННЯ ТА ВИМІРЮВАЛЬНОГО ІНСТРУМЕНТУ ДЛЯ ДЕТАЛІ «Вал»
ЧПТ 0227.09.002
Проект курсовий
5090227 ПК ТО 002 ЗП
Записка пояснювальна
Керівники проекту
«__»________2009 р.
________ В.М.Пірковська
_____________ О.О.Різник
Розробив студент
«__»________2009 р.
________ О.Р.Березій
Черкаси – 2009
ЗМІСТ
Вступ.
1.Проектування металорізального інструменту
1.1.Призначення та область застосування інструменту.
1.2.Обґрунтування вибору геометричних параметрів ріжучої частини і конструктивних елементів.
1.3.Повний конструкторський розрахунок з оформленням необхідних ескізів.
2.Проектування контрольно-вимірювального інструменту або пристрою.
2.1. Описати призначення та область застосування контрольно-вимірювального інструменту (пристрою).
2.2. Повний конструкторський розрахунок параметрів контрольно-вимірювального інструменту.
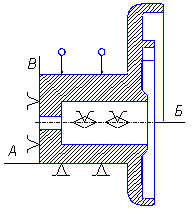
3.Проектування спеціального верстатного пристрою.
3.1.Службове призначення пристрою: габарити заготовки; на який верстат ставиться пристрій; відомості про поверхні, які обробляються в даному пристрої (шорсткість, точність розмірів припуску на обробку); кількість заготовок, що встановлені в пристрої та зручність установки.
3.2.Принципова схема пристрою.
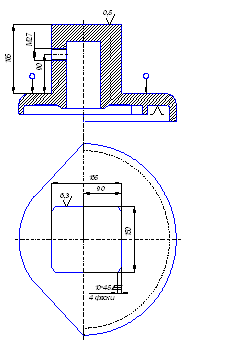
Схема базування та стан поверхонь заготовки, що прийняті за базові.
Схема розміщення установчих елементів.
Схема стиску заготовки.
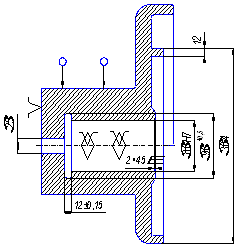
Схема кінематики передачі зусилля від приводу до затискних елементів.
Загальний вигляд принципової схеми пристрою.
3.3.Точнісний розрахунок пристрою, що проектується: визначення максимальної похибки обробки для даної деталі; уточнення встановлення заготовки в пристрої та визначення основних установчих елементів; призначення додаткового налагодження пристрою при установці; визначення основних розмірів пристрою; призначення допусків на основні розміри пристрою; виконання перевірних розрахунків пристрою на точність, висновок.
3.4.Силовий розрахунок пристрою: визначення сили і моменту різання, що діють на заготовку та напрямок їх дії (побудова розрахункової схеми та складання рівняння рівноваги заготовки); вирахування необхідної сили закріплення W заготовки в пристрої; уточнення конструкції затискачів, їх розміщення; розрахунок початкової сили Q на приводі затискачів, визначення його місцезнаходження в пристрої.
3.5.Силовий розрахунок пристрою.
3.6.Технічні вимоги до даного пристрою.
Література.
Додатки
Вступ
Основні параметри економічного розвитку країни залежать від збільшення продуктивності праці в машинобудуванні, яке досягається в тому числі і за рахунок впровадження нових сучасних технологічних процесів обробки деталі та оснащення виробництва ефективними високопродуктивними економічно вигідними пристроями та інструментами.
Ступінь оснащення різних етапів виробництва такими пристроями та інструментами неоднакова.
В крупносерійному і масовому виробництві трудомісткість виготовлення деталі менша ніж в одиничному та дрібносерійному. За рахунок застосування високопродуктивного оснащення найбільш доцільно в дрібносерійному та одиничному виробництві застосовувати переналагоджувальне оснащення, яке можна використовувати багато разів для обробки різних деталей. Таке оснащення має високу точність і продуктивність, достатню універсальність і це дозволяє значно скоротити металоємність і собівартість за рахунок зменшення затрат на їх проектування. Обробка матеріалів різанням на верстатах займає відповідне місце в технологічному процесі виготовлення деталей, тому дуже важливим є забезпечення технологічного процесу великою кількістю високопродуктивних металорізальних інструментів з сучасних високотехнологічних матеріалів, які можна використовувати як для звичайних універсальних верстатів, так і для верстатів з ЧПК і автоматичних лініях.
На заміну традиційного технологічного контролю прийшла систематична підготовка контролю виробництва у відповідності з ЄСТПВ (єдиної системи технологічної підготовки виробництва). Тому при проектуванні технологічного оснащення особлива увага може приділятися мінімізації процесів контролю за рахунок підвищення точності виготовлення та продуктивності і надійності застосування.
При виконанні курсового проектування необхідно користуватися сучасними методами конструювання та розрахунку технологічного оснащення, спираючись на великий досвід вітчизняного та зарубіжного виробництв. Широко використовуються державні стандарти України та галузеві нормативні акти, і процес проектування повинен відповідати таким вимогам: висока працездатність; простота конструкції; забезпечення високої точності розмірів та форми оброблюваної поверхні.
Похожие работы



... технологи НДІ постійно працюють з технологами КБ (більш детально питання розробки будуть розглянуті нижче). Технологи КБ повинні знати основи економіки даного виробництва і ціноутворення вироби для того, щоб розроблювальний технологічний процес дозволяв випускати продукцію більш низькою собівартістю, ніж аналоги. Розроблена технологічна документація з КБ надходить до служби головного технолога, ...
... сної технологічної документації на основі широкого ви- користання стандартних технологічних вирішень. Мета даного курсового проекту з технології машинобудування - розробка технологічного процесу механічної обробки деталі „диск 07.02.00” в умовах дрібносерійного виробництва. Особливістю автоматизації в дрібносерійному виробництві є потреба у створенні гнучких виробничих систем, які здатні ...





... і використання технологічної оснастки. Відповідно до цих вказівок рекомендується використовувати два показники: · Коефіцієнт завантаження одиниці технологічної оснастки (Кз); · Затрати на обладнання технологічних операцій виготовлення виробів (Р). Кз визначається за формулою: де: Тшт – штучно-калькуляційний час виконаннятехнологічної операції ; N – планова місячна програма ...





... 8721; 5,82 7,98 Загальний номінальний припуск: (мм) - відповідно верхні відхилення заготовки та деталі Номінальний діаметр заготовки: (мм) Перевірка правильності розрахунків: Можна судити про правильність виконання розрахунків. 2.4 Розробка технологічного процесу Всі заповнені відповідні технологічні карти приведені в додатку до курсового проекту. 2.5 ...
0 комментариев