Навигация
Об. Расп. Барабана 66/2 64/60 60/44 23/2375/60 26/26 26/26 26/26 a1/b1 c1/d1 30/30 30/30 * 1/120 = zi / z об. Заготовки
24424
знака
4
таблицы
6
изображений
1 об. Расп. Барабана 66/2 64/60 60/44 23/2375/60 26/26 26/26 26/26 a1/b1 c1/d1 30/30 30/30 * 1/120 = zi / z об. Заготовки
Откуда
a1/b1 c1/d1 = 2 zi/z
При методе копирования, когда в делительной цепи участвует пара колес 27/108, сменные колеса гитары деления подбирают по формуле
a1/b1 c1/d1 = 10 zi/z
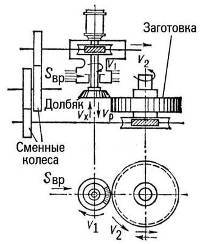
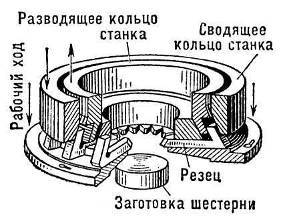
Цепь обкатки. Эта кинематическая цепь связывает вращение люльки с вращением нарезаемого колеса. Расчетные перемещения следует записать следующим образом. Когда люлька повернется на величину - , нарезаемое колесо должно повернуться на величину. Другими словами, когда производящее колесо г0 - повернется на один зуб, то и нарезаемое колесо также должно повернуться на один зуб. Запишем расчетное уравнение для люльки и нарезаемого колеса:
1/z0 135/2 28/30 1/102 21/252 224/14 32/16 75/60 26/26 26/26 26/26 i дел 30/30 30/30* 1/120 = 1/z,
откуда
z0/z= 7/4 i дел / i or
где i or - передаточное отношение сменных колес гитары огибания, равное a2/b2 c2/d2; i дел - передаточное отношение сменных колес гитары деления. Подставляя в формулу z0/z= 7/4 i дел / i or вместо i дел = 2 zi/z, получим формулу для подбора сменных колес гитары обкатки
a2/b2 c2/d2 = 7/2 z1/z sin q
где z0= z/ sin q; q - половина угла при. вершине начального конуса нарезаемого колеса.
Пример. Необходимо нарезать коническое зубчатое колесо с числом зубьев z= 53. Примем z=9, тогда нарезание зубьев будет происходить в следующей последовательности:
10, 19, 28, 37, 46 - 1-й оборот заготовки;
11, 20, 29, 38, 47 - 2-й. То же 3, 12, 21, 30, 39, 48 - 3-й"
13, 22, 31, 40, 49 - 4-й", 14, 23, 32, 41, 50 - 5-й", 15, 24, 33, 42, 51 - 6-й"
16, 25, 34, 43, 52 - 7-й", 17, 26, 35, 44, 53 - 8-й", 9, 18, 27, 36, 45 - 9-й
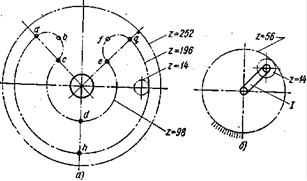
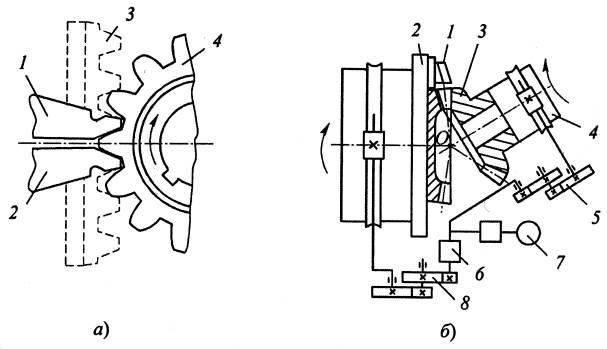
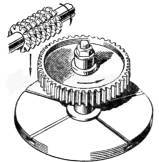
Реверсивный механизм. Роль реверсивного механизма люльки выполняет составное зубчатое колесо (рис.4, а). Он состоит из нескольких частей: зубчатого сектора внутреннего зацепления a hq, имеющего 196 зубьев; зубчатого сектора наружного зацепления cde, имеющего 98 зубьев; полуокружностей аbс и еfq, имеющих по 28 зубьев. Замкнутый зубчатый контур abcdefqha приводится во вращение зубчатым колесом, имеющим 14 зубьев. Благодаря такому устройству при вращении колеса с числом зубьев 14 в одну сторону замкнутый зубчатый контур abcdefqha будет сообщать составному зубчатому колесу возвратное движение то в одну, то в другую сторону и тем самым реверсирование люльки, несущей режущий инструмент (резцы). Частота вращения колеса, имеющего 14 зубьев, за время цикла обработки одного зуба нарезаемого колеса может быть найдена из уравнения:
n14= (Zs/14) - 1
n14 - частота вращения колеса, имеющего 14 зубьев, за время одного качания составного зубчатого контура; Zs - число зубьев замкнутого контура:
Zs=196+98+2*28=350
Рис.4. Составное зубчатое колесо
Подставляя в последнюю формулу данные, будем иметь
n14 = (350/ 14) - 1= 24 об /цикл.
Это означает, что за 24 частоты вращения колеса, имеющего 14 зубьев, происходит нарезание одного зуба на заготовке. Найдем число оборотов распределительного барабана Б, когда шестерня с 14 зубьями совершит 24 об/цикл:
(32/16 44/60 60/64 2/66) - 1 оборот
Таким образом, за время одного качания составного колеса распределительный барабан совершит один оборот.
Найти необходимую частоту вращения колеса с числом зубьев, равным 14, за время цикла нарезания одного зуба можно следующим образом: при внутреннем зацеплении частота вращения ее равна (196/14) - 14, при наружном зацеплении 98/14= 7. Когда происходит переход от внутреннего зацепления к наружному и наоборот, зубчатое колесо z = 14, контактируя с зубчатым колесом z = 56 (сложены две полушестерни), работает как планетарная передача, что схематично показано на рис.4б, где I - ведущее звено (водило); колеса с числом зубьев 56 - неподвижное, а колесо с 14 зубьями - ведомое. Для нахождения передаточного отношения колеса с 14 зубьями составим табл.2.
Таблица 2
Определение передаточного отношения планетарной передачи
| Движение | Звенья системы | ||
| 1 | 56 | 14 | |
| е частное частное Суммарное | +1 0 1 | +1 1 0 | +1 56/14 3 |
Следовательно, когда колесо с числом зубьев 14 полностью обежит колесо с числом зубьев 56, оно совершит три оборота. При сложении знак минус не учитывают. Тогда частота вращения колеса с числом зубьев z = 14 будет 14 + 7 + 3 = 24 об/цикл.
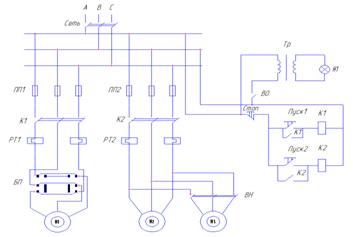
Гидропривод станка. Станок мод.5А250 гидрофицирован для выполнения следующих работ: зажима нарезаемого колеса на оправке, переключения фрикционной муфты, рабочего и холостого ходов, подвода и отвода стола и счета циклов для выключения станка после нарезания всех зубьев колеса. Гидропривод состоит из нормализованных узлов и работает на минеральном масле марки Турбинное 22.
Технологические возможности станка характеризуются следующими данными:
Наибольший модуль нарезаемых колес в мм 8
Наибольшая длина образующей нарезаемого зубчатого колеса в мм 57
Угол делительного конуса нарезаемых зубчатых колес 14°2/ _ 75С 58°
Наибольшее передаточное отношение нарезаемых ортогональных передач 4: 1
Наибольший диаметр начальной окружности нарезаемого зубчатого колеса при наибольшем передаточном отношении в мм 500
Наибольшая длина нарезаемого зуба в мм 22
Числа зубьев нарезаемых колес 10-80
Габариты станка в мм:
в плане 1100*1540
высота 1310.
2. Расчет критериев
2.1 Критерии развития технических объектов
Среди параметров и показателей, характеризующих любой технический объект, всегда имеются такие, которые на протяжении длительного времени имеют тенденцию монотонного изменения или тенденцию поддержания на определенном уровне при достижении своего предела. Эти показатели всеми осознаются как мера совершенства и прогрессивности, и они оказывают сильное влияние на развитие отдельных классов технических объектов и техники в целом.
Такие параметры и показатели называют критериями развития технических объектов. Об их важности можно судить по тому факту, что технический прогресс в области любых технических объектов обычно заключается в улучшении одних критериев без ухудшения (во всяком случае без значительного ухудшения) других. При формировании системы критериев развития должен удовлетворяться ряд условий:
измеримости: за критерий развития может быть принят только такой параметр технического объекта, который допускает возможность количественной оценки по одной из шкал измерений;
сопоставимости: критерий развития должен иметь такую размерность, которая позволяет сопоставлять технические объекты разных времен и стран;
исключения: за критерии развития могут быть приняты только такие параметры технического объекта, которые в первую очередь характеризуют его эффективность и оказывают определяющее влияние;
минимальности и независимости: вся совокупность критериев развития должна содержать только такие критерии, которые не могут быть логически выведены из других критериев и не могут быть их прямым следствием.
Оценка технического уровня и качества изделия осуществляется путем сопоставительного (сравнительного) анализа в следующем порядке:
выбирается базовое изделие (идеальный вариант, аналог или прототип);
выявляются численные значения основных технико-экологических показателей оцениваемого и базового изделий:
рассчитываются уровни относительных показателей технического уровня и качества;
рассчитывается величина обобщенных показателей технического уровня и качества изделий.
Следует отметить, что главное условие сравнения оцениваемого и базового изделия - сопоставимость элементов изделий, идентичность функционального назначения.
В качестве базового изделия для сопоставления выбирают наилучший, реальный образец данного вида и типоразмера изделий, имеющийся в мировой практике. Он может быть как отечественным, так и зарубежным и именуется аналогом. Иногда при решении задач по модернизации изделий данного вида в качестве базового изделия принимают изделия-прототип, которое совершенствуется путем устранения имеющихся недостатков.
В отдельных случаях в качестве базового изделия может быть принято оборудование будущего - идеальный вариант. Показатели, характеризующие идеальный вариант по техническому уровню и качеству, рассчитываются, исходя из законов развития техники данного вида по критериям развития.
При оценке технического уровня и качества изделий значения основного размерного параметра (производительность, рабочая поверхность, полезный объем и т.д.) не должны отличаться от такового для базового изделия более чем на 20%.
2.2 Расчет
Таблица 1. Технические характеристики.
| Год | Наибольшее число зубьев | Наибольшая ширина зубчатого венца, мм | Наибольший модуль нарезаемых колес, мм | Число двойных ходов ползуна (резца, суппорта) в минуту |
| 1969 | 200 | 80 | 8 | 76-450 |
| 1975 | 100 | 150 | 16 | 30-307 |
| 1980 | 200 | 80 | 10 | 76-450 |
| 1985 | 300 | 270 | 30 | 17-127 |
| 1989 | 100 | 18 | 2.5 | 100-810 |
| 1990 | 200 | 80 | 10 | 48-400 |
| 1994 | 100 | 150 | 16 | 34-167 |
| 1995 | 300 | 270 | 30 | 17-127 |
Таблица 2.
| Год | Мощность электродвигателя, кВт | Вес, кг | Габаритные размеры, мм | ||
| Длина | ширина | Высота | |||
| 1969 | 5,35 | 7400 | 2200 | 1600 | 1600 |
| 1975 | 6 | 12200 | 2700 | 2270 | 1950 |
| 1980 | 5,9 | 8700 | 2200 | 1600 | 1600 |
| 1985 | 5,35 | 19000 | 3725 | 2920 | 2405 |
| 1989 | 7,5 | 2460 | 1690 | 930 | 1200 |
| 1990 | 12 | 8750 | 2885 | 1980 | 2570 |
| 1994 | 12 | 15100 | 3235 | 2530 | 2200 |
| 1995 | 13 | 19000 | 3785 | 2780 | 2405 |
Анализируя представленные данные, можно составить номенклатуру критериев развития зубострогальных станков. Произведем расчет исследуемых критериев, результаты вычислений которых представлены в таблице 2.
1. Удельная материалоёмкость.
Км = М / N
где: Км - удельная материалоёмкость. (кг / мм)
М - масса (кг)
N - величина главного параметра (мм).
2. Удельная энергоемкость.
Еу = P / N
где: Еу - удельная энергоемкость (кВт/м);
P - мощность (кВт);
N - величина главного параметра (м).
3. Удельная площадь, занимаемая станком.
Sy= S / En![]()
где: Sy - удельная площадь занимаемая Т.о. (м2/ м)
S - площадь занимаемая станком (м2)
En - единица главного параметра (м)
Похожие работы

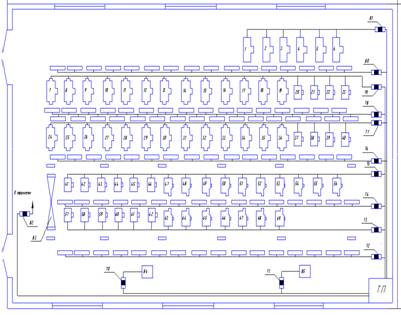
... вращательное и возвратно-поступательное движения; последнее - аналогично воображаемой производящей рейке. Рисунок 2 - Планировка участка зубофрезерных станков 2. Расчет годового объема ремонта и обслуживания электрооборудования Система планово-предупредительного ремонта (ППР) предназначена для содержания обобщенных данных по нормам трудоемкостей, рекомендуемых для использования при ...
... относительно друг друга различают сборку поточную и не поточную. При подвижной поточной сборке рабочие места располагаются в последовательности выполнения операций технологического процесса сборки, а весь процесс расчленяется на отдельные операции, примерно равные или кратные по времени выполнения. Собранные изделия сходят с поточной линии через определенные промежутки времени, называемые тактом. ...
... прикатывание зубьев Холодное прикатывание зубьев, так же как и шевингование, предназначено для чистовой обработки зубьев цилиндрических колес внешнего зацепления с модулем до 4 мм и диаметром до 150 мм. В отличие от шевингования, окончательная обработка профиля зубьев осуществляется без снятия стружки путем пластического деформирования металла в холодном состоянии. В процессе прикатывания, ...

... ее к человеку. Исходя из определения организации труда, она призвана решать следующие задачи: • технико-технологические, которые выражают влияние, оказываемое организацией и нормированием труда на совершенствование структуры предприятия, специализацию производств, выбор оптимальных вариантов технологических процессов. Все решения, принимаемые по перечисленным направлениям (проектирование цехов, ...
0 комментариев