Навигация
Единица мощности электродвигателя, приходящейся на единицу массы станка
24424
знака
4
таблицы
6
изображений
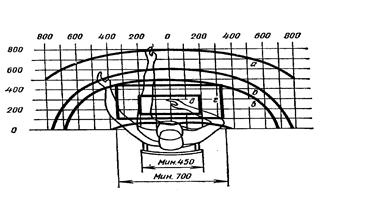
4. Единица мощности электродвигателя, приходящейся на единицу массы станка.
Таблица 2. Критерии развития.
| Год | Удельная материалоемкость, кг/мм | Удельная энергоемкость, кВт/м | Единица мощности на единицу массы, Вт/кг | Удельная занимаемая площадь, м2/м |
| 1969 | 120 | 66,9 | 0,72 | 80 |
| 1975 | 81,3 | 71,3 | 0,88 | 40,86 |
| 1980 | 108,8 | 66,5 | 0,6 | 44 |
| 1985 | 70,4 | 48 | 0,54 | 40,29 |
| 1989 | 136,7 | 89 | 4,47 | 87,3 |
| 1990 | 109,4 | 59 | 1,37 | 71,4 |
| 1994 | 100,7 | 70 | 0,79 | 54,6 |
| 1995 | 70,4 | 48 | 0,68 | 38,9 |
| 2005 | 90 | 60 | 1,9 | 53 |
По полученным данным критериев развития построим графики, благодаря которым можно проследить тенденцию изменения критериев и сделать прогноз на 2005год.
2.3 Определение изменения критериев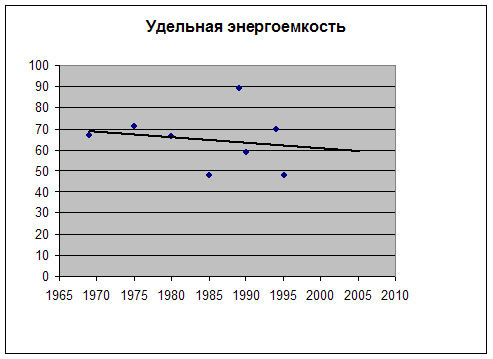
Учитывая изменение значений удельной энергоемкости станка, можно проследить тенденцию понижения данного параметра. С помощью метода аппроксимации можно сделать прогноз на 2005 год, значение параметра составит 60 кВт/м.
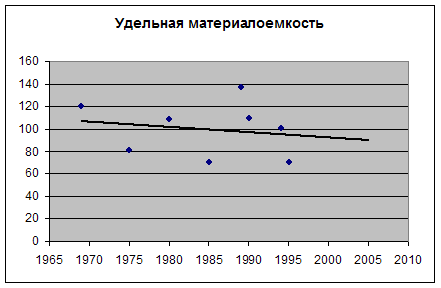
С помощью метода аппроксимации тенденций находим уровень критерия в 2005 году. С определенной долей вероятности мы можем утверждать, что значение критерия снизится и составит 90 кг/мм.
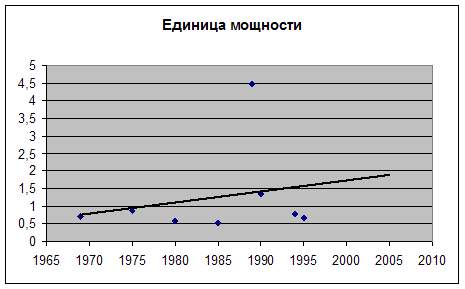
Полученная кривая свидетельствует об очевидном росте единицы мощности, приходящейся на единицу массы зубострогального станка. Прибегая к помощи метода аппроксимации, можно предположить возможное значение данного параметра в 2005 году, которое составит 1,9 Вт/кг.
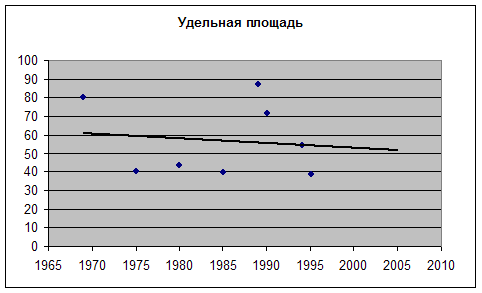
С помощью метода аппроксимации тенденций находим уровень критерия в 2005 году. С определенной долей вероятности мы можем утверждать, что значение критерия снизится и составит 53 м2/м.
3. Перспективы дальнейшего развития станочного оборудования
B последние годы большое внимание уделяется высокоскоростной обработке осуществляемой со скоростью резания примерно на порядок выше традиционно применяемой. При высокоскоростной обработке производительность на 40% выше, а трудоемкость на 30% ниже, чем при обычной обработке резанием. Кроме того, для высокоскоростной обработки характерны малые величины сил резания к степень нагрева обработанной поверхности, так как почти вся теплота отводится стружкой.
В настоящее время высокоскоростной обработке уже могут подвергаться заготовки из наиболее распространенных конструкционных материалов. Однако для широкого внедрения высокоскоростной обработки в машиностроительное производство необходимо решить достаточно сложные технические проблемы. Наряду с оптимизацией материала, геометрических параметров и конструкции режущего инструмента, а также режимов резания, к числу таких проблем, связанных собственно со станками, относятся следующие.
1. Разработка узлов и механизмов станка, способных надежно обеспечивать высокие скорости рабочих движений. В первую очередь это относится к шпиндельным узлам.
2. Повышение динамических характеристик станков и исключение их тепловых деформаций. Высокие скорости рабочих движений станков приводят к тому, что многие узлы и механизмы способны стать мощными источниками вибраций и теплового излучения. Так, в шпиндельных узлах 30-40% мощности привода главного движения превращается в теплоту. Кроме того, при пуске и останове механизмы подач могут испытывать ускорение до 5 м/с3, что вызывает в приводах интенсивные переходные процессы.
3. Создание надежных средств контроля состояния режущего инструмента и
качества обработки с включением их в систему ЧПУ станка.
4. Оснащение станков устройствами для смены инструмента и заготовок, а также устройствами для удаления стружки.
5. Повышение требований по технике безопасности, исключающих травмирование обслуживающего персонала к повреждение станка летящей стружкой, осколками режущего инструмента и т.п.
Переход от традиционной обработки к высокоскоростной требует изменения конструкции многих углов, механизмов к систем станка.
Заключение
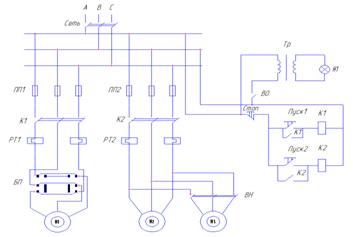
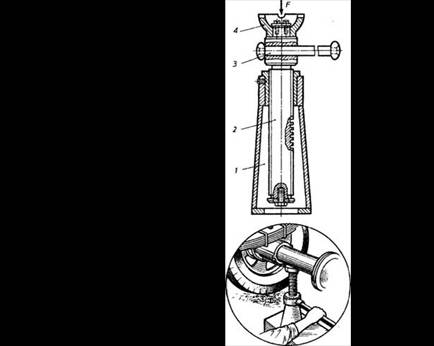
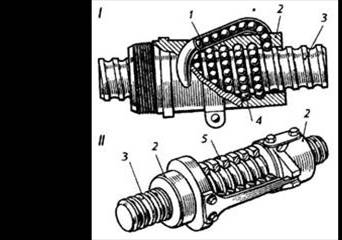
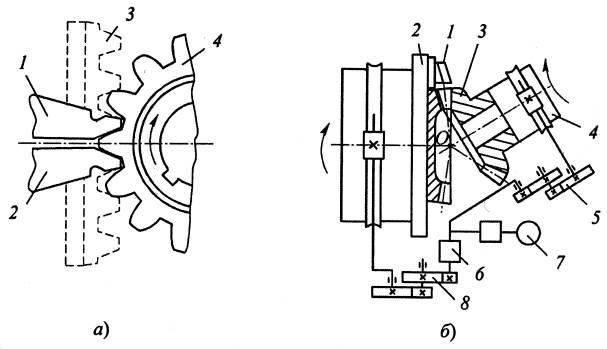
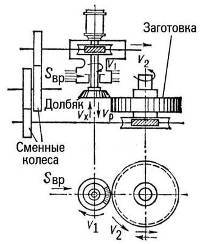
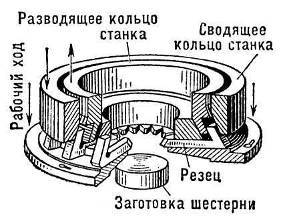
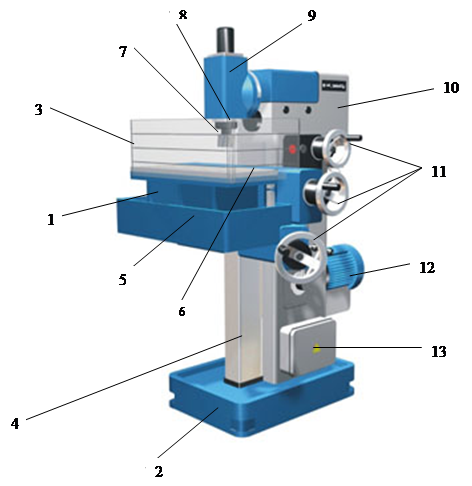
В своей курсовой работе я разработала номенклатуру критериев развития для зубострогальных станков для изготовления конических колес, взяв за основу какой-либо один предельный размер нарезаемого колеса. Проанализировала динамику этих критериев по годам выпуска станков. Выяснила, за счёт каких факторов произошло изменение значений критериев. Дала схему станка, описала его устройство, принцип работы. Проанализировала зависимость удельных показателей (удельной энергоемкости, материалоемкости) от размеров станка.
Дала прогноз значений критериев на 2005 год. Числовые значения показателей привела в табличной и графической форме. Работу я закончила описанием перспективы развития станочного оборудования.
Список литературы
1. Половинкин А.И. Основы инженерного творчества. - М: Машиностроение, 1988, - 368с.
2. Велик В.Г. Технический уровень машин и аппаратов: пути его повышения. - Киев, Техника, 1991. - 200с.
3. Могунов В.И. Металлорежущие станки. Краткий справочник. - М.: Госинти, 1964. - 505с.
4. Номенклатурный справочник. Универсальные металлорежущие станки, выпускаемые предприятиями Минстанкопрома в 1975-1976 г. - М.: НИИМАШ, 1975. - 219с.
5. Номенклатурный справочник. Универсальные металлорежущие станки, выпускаемые предприятиями Минстанкопрома в 1979 г. - М.: НИИМАШ, 1978. - 204с.
6. Металлорежущие станки. Каталог справочник. Ч.6 - Станки зубообрабатывающей группы. - М.: НИИМАШ. 1971. - 302с.
7. Металлорежущие станки. Каталог справочник. Ч.6 - Станки зубообрабатывающей группы. - М.: НИИМАШ, 1973. - 302с.
8. Металлорежущие станки. Каталог справочник. Ч.4 - Станки зубообрабатывающей и фрезерной группы. - М.: НИИМАШ, 1965.
9. Металлорежущие станки. Под ред.В.Э. Пуша. - М.: Машиностроение, 1986. - 571с.
10. СССР Минстанкопром. Универсальные металлообрабатывающие станки, выпускаемые предприятиями Минстанкопрома в 1973-1974 г. Номенклатурный справочник. - М.: НИИМАШ, 1973. - 173с.
11. СССР Минстанкопром. Универсальные металлообрабатывающие станки, выпускаемые предприятиями Минстанкопрома в 1970 г. Номенклатурный справочник. - М.: НИИМАШ, 1970. - 123с.
12. СССР Минстанкопром. Универсальные металлообрабатывающие
13. станки, выпускаемые предприятиями Минстанкопрома в 1971-1972 г. Номенклатурный справочник. - М.: НИИМАШ, 1971. - 173с.
14. Сборник характеристик металлорежущих станков гр.5 - Зубообрабатывающие, резьбонарезные, гайконарезные станки. - М.: Оргстанкинпром, 1962. - 383с.
15. Лоскутов В.В., Ничков А.Г. Зубообрабатывающие станки. - М.: Машиностроение, 1978. - 192с.
16. Налчан А.Г. Металлорежущие станки. - М.: Машгиз, 1956. - 667с.
17. Металлорежущие станки и автоматы. Под ред. А.С. Проникова. - М.: Машиностроение, 1981. - 480с.
18. Ачеркан Н.С. Расчет и конструирование металлорежущих станков. Т.1,2. - М.: ОНТИ, 1973; М.: Машгиз, 1949.;
19. М.: Машгиз, 1952.;
20. М.: Машиностроение, 1965.
21. Металлорежущие станки. Номенклатурный каталог. Ч.1.1992-1993 г. - М.: ЭНИМС, ВНИИТЭМР, 1991.
22. Металлорежущие станки. Номенклатурный каталог. Ч.1.1991-1992 г. - М.: ВНИИТЭМР, 199!.
23. Металлорежущие станки. Номенклатурный каталог. Ч.1.1990-1991 г. - М.: ВНИИТЭМР, 1990.
24. Смирнов А.И. Перспективы технологии машиностроения. - М.: 1992 г.
Похожие работы

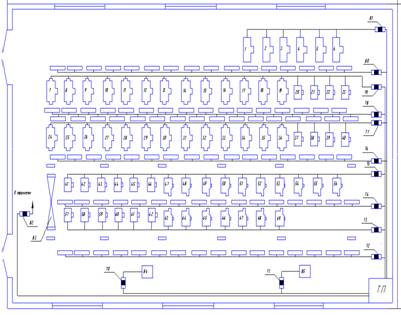
... вращательное и возвратно-поступательное движения; последнее - аналогично воображаемой производящей рейке. Рисунок 2 - Планировка участка зубофрезерных станков 2. Расчет годового объема ремонта и обслуживания электрооборудования Система планово-предупредительного ремонта (ППР) предназначена для содержания обобщенных данных по нормам трудоемкостей, рекомендуемых для использования при ...
... относительно друг друга различают сборку поточную и не поточную. При подвижной поточной сборке рабочие места располагаются в последовательности выполнения операций технологического процесса сборки, а весь процесс расчленяется на отдельные операции, примерно равные или кратные по времени выполнения. Собранные изделия сходят с поточной линии через определенные промежутки времени, называемые тактом. ...
... прикатывание зубьев Холодное прикатывание зубьев, так же как и шевингование, предназначено для чистовой обработки зубьев цилиндрических колес внешнего зацепления с модулем до 4 мм и диаметром до 150 мм. В отличие от шевингования, окончательная обработка профиля зубьев осуществляется без снятия стружки путем пластического деформирования металла в холодном состоянии. В процессе прикатывания, ...

... ее к человеку. Исходя из определения организации труда, она призвана решать следующие задачи: • технико-технологические, которые выражают влияние, оказываемое организацией и нормированием труда на совершенствование структуры предприятия, специализацию производств, выбор оптимальных вариантов технологических процессов. Все решения, принимаемые по перечисленным направлениям (проектирование цехов, ...
0 комментариев