Навигация
Обоснование метода получения заготовки
39292
знака
11
таблиц
18
изображений
1.3 Обоснование метода получения заготовки
Выбор методов получения исходной заготовки оказывает большое значение на решение задачи экономии металла. Эта проблема стоит очень остро в массовом производстве, и поэтому необходимо снижать непроизводственные потери. При выборе методов получения исходных заготовок следует учитывать потери металла связанные с этими методами. При получении отливок из различных материалов потери составляют 35...54%, и при изготовлении методами поверхностно-пластического деформирования потери изменяются в пределах 5...37%.
Ковка на молотах и прессах, обладает довольно низким коэффициентом использования металла 9...22%. Для детали назначается большой припуск на сторону – 3,5 мм. Этот метод не требует дорогостоящих штампов, однако, от него придется отказаться, в связи с большим расходом металла (метод применяется в единичном и мелкосерийном производстве).
Штамповка на молотах является довольно производительным процессом. Детали (заготовки) получают несколькими ударами. Штампы позволяют назначать меньший припуск на обработку, а значит, процесс более точный, чем свободная ковка, а, следовательно, и более экономичный.
Процесс получения заготовки существенно облегчается и тем, что для заготовки назначают штамповочные уклоны, позволяющие легко извлекать заготовку из штампа. Но этот метод требует дорогостоящих штампов. Кроме этого, высота поковок может изменяться в довольно широком диапазоне, так как нет ограничения хода бабы молота по высоте. Припуск на обработку в плоскости разъёма обычно назначается на 15...25% больше, чем по высоте. Это делается с целью компенсации возможных неточностей движения бабы молота в направляющих. Также, допуски по высоте обозначаются несимметричными с положительными значениями, которые на 30...50% больше отрицательных, чтобы избежать дефектов по недоштамповке.
Все эти факторы не способствуют уменьшению количества металла, в заготовке.
Штамповка, на прессах (кривошипных горячештамповочных прессах) относится к числу наиболее прогрессивных производственных процессов, применяемых в современных кузнечных цехах. Заполнение ручья штампа, при штамповке на прессах, происходит за один нажим ползуна, а не за несколько ударов, как на молоте, поэтому штамповка на прессах производительнее штамповки на молотах в 1,5...2,5 раза. Благодаря постоянству хода ползуна в вертикальном направлении, точности движения ползуна в направляющих, жестокости конструкции пресса в целом и применению штампов с направляющими колонками, точность штамповки на прессах много выше точности на молотах. Штампы для штамповки на прессах обычно состоят из комплекта ручьевых вставок, объединённых в один пакет. Изготовление комплекта вставок обходится дешевле, изготовления соответствующего молотового штампа. Вставки служат дольше, так как работа совершается без ударов. Припуски на механическую обработку назначаются не более 2 мм, что меньше, чем на молотах. Кроме того, припуск постоянен по всей поверхности заготовки. При штамповке на прессах возможно применение выталкивателей, то есть отпадает необходимость назначать штамповочные уклоны. Без выталкивателя уклоны такие же, как при штамповке на молотах.
Из трёх рассмотренных методов обработки металлов давлением наиболее дорогим является штамповка на молотах, наиболее металлоемким – свободная ковка. Штамповка в прессах является наиболее точным, экономичным и производительным, а также, самым безопасным методом.
В данном проекте используем при изготовлении заготовки вторичного вала КП метод ковки.
1.4 Выбор и обоснование технологических баз
Наиболее часто используемыми чистовыми технологическими базами для деталей типа вал являются центровые отверстия, т.к. основным размером на вал является, как правило, его диаметр. Установка по центровым отверстиям позволяет «поймать» ось детали и при этом погрешность базирования на диаметр будет нулевой.
Заготовка, приходящая на производство не имеет центровых отверстий. Ввиду этого на первой операции деталь заживается в призмы, фрезеруются торцы и после этого засверливаются центровые отверстия, которые и используются почти на всех операциях, т.к. позволяют легко, быстро и надежно закрепить деталь и при этом не мешают обработке. На операции резьбонарезания центровые отверстия мешают обработке, и поэтому на данной операции деталь зажимается в призмы. При фрезеровании прорези на валу центра использовать центровые отверстия за базу нельзя ввиду недоступности обрабатываемой поверхности и деталь устанавливается в специальном приспособлении, используя в качестве технологических баз поверхности под подшипники, т.к. они являются наиболее точными.
1.5 Погрешность базирования
| № опер | Описание схемы установки и теоретическая схема базирования | Погрешность базирования |
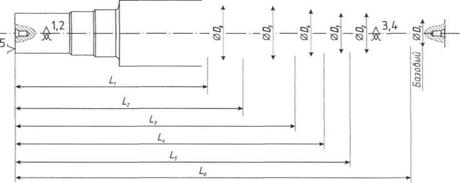
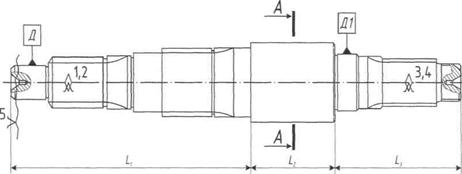
| 1.2 | Автоматно-линейная
Классификация баз: 1,2,3,4 – двойная направляющая база, 5 – опорная база, 6-я степень свободы не отнята для вращения детали. | ∆б (L1) = 0 ∆б (L2) = 0 ∆б (L3) = 0 ∆б (L4) = 0 ∆б (L5) = 0 ∆б (L6) = 0 ∆б (D1) = 0 ∆б (D2) = 0 ∆б (D3) = 0 ∆б (D4) = 0 ∆б (D5) = 0 ∆б (D6) = 0 т.к. технологическая база совпадает с измерительной. |
| 1.2 | Автоматно-линейная Схема установки
Деталь устанавливается в центра, при этом с левой стороны центр плавающий и деталь упирается в опору. Вращение детали осуществляется от поводкового патрона. |
№ опер | Описание схемы установки и теоретическая схема базирования | Погрешность базирования | |
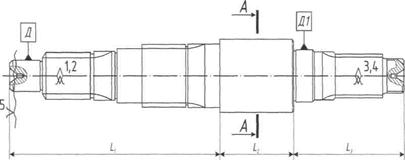
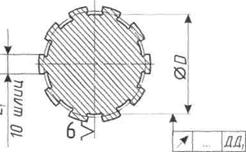
| 28 | Шлицешлифование
| ∆б (L1) = 0 ∆б (L2) = 0 ∆б (L3) = 0 т.к. они не зависят от базирования, т.к. обработка идёт напроход. ∆б (L) = 0 ∆б (D) = 0 ∆б (h) = 0 т.к. технологическая база совпадает с измерительной. | |
| Классификация баз: 1,2,3,4 – двойная направляющая база, 5 – опорная скрытая база, 6 – опорная база. | А-А
| ||
| 28 | Шлицешлифование. Схема установки:
Деталь устанавливается в центра, причём задний центр вращающийся. Вращение детали осуществляется от поводкового патрона. | ||
Похожие работы
... с пружинным нажимным механизмом. На тракторе ДЭТ-250 устанавливают сухое однодисковое непостоянно замкнутое сцепление с рычажным нажимным механизмом. 3.2. Коробка переключения передач Коробка передач автомобиля и трактора предназначена для изменения крут момента по величине и направлению на ведущих колесах или ведущих звездочках и для двигательного разъединения двигателя от трансмиссии во ...
... шарниров и подшипников ведущего вала главной передачи оказывает балансировка карданного вала. Поэтому, в целях сохранения заводской балансировки карданной передачи, после разборки собирать ее необходимо по установленным стрелкам. 3. Ремонт системы 3.1 Неисправности и способы устранения Причина неисправности Метод устранения Ослабление затяжки крепления заднего карданного вала к ...
... Полуось заднего моста – Nкр=10000 шт.; 4) Ведущая вал-шестерня – Nкр=10000 шт.; 2. Назначение и структура проектируемого предприятия Проектируемое предприятие специализированным предприятием по восстановлению шлицевых валов КПП, полуосей ведущих мостов, ведущих шестерён ГП, мощностью 10000 капитальных ремонтов каждой детали в год. При данной мощности целесообразно применять бесцеховую ...
... передач автомобиля ГАЗ. 2. Выбор автомобиля Для выполнения индивидуального задания выбраны агрегаты автомобиля ГАЗ-3110 с двигателем ЗМЗ-402: сцепление с периферийным расположением пружин и пятиступенчатая КПП. 3. Особенности устройства сцепления с периферийным расположением пружин Сцепление автомобиля однодисковое сухое, с периферийным расположением пружин, с ...
0 комментариев