Навигация
Расчет припусков и операционных размеров
39292
знака
11
таблиц
18
изображений
2. Расчет припусков и операционных размеров
Припуск – слой материала, удаляемый с поверхности заготовки в целях достижения заданных свойств обрабатываемой поверхности детали.
Расчетной величиной является минимальный припуск на обработку, достаточный для устранения на выполняемом переходе погрешностей обработки и дефектов поверхностного слоя, полученных на предшествующем переходе, и компенсации погрешностей, возникающих на выполняемом переходе.
Промежуточные размеры, определяющие положение обрабатываемой поверхности, и размеры заготовки рассчитывают с использованием минимального припуска.
Для определения минимального припуска используются следующие формулы:
► при последовательной обработке противолежащих поверхностей (односторонний припуск):
![]() (1)
(1)
► при параллельной обработке противолежащих поверхностей (двусторонний припуск):
![]() (2)
(2)
► при обработке наружных и внутренних поверхностей (двусторонний припуск):
![]() (3)
(3)
где: ![]() – высота неровностей профиля на предшествующем переходе,
– высота неровностей профиля на предшествующем переходе,
![]() – глубина дефектного поверхностного слоя на предшествующем переходе,
– глубина дефектного поверхностного слоя на предшествующем переходе,
![]() – суммарные отклонения расположения поверхности,
– суммарные отклонения расположения поверхности,
![]() – погрешность установки заготовки на выполняемом переходе
– погрешность установки заготовки на выполняемом переходе
Расчетные и максимальные значения припусков определяются по формулам:
![]() (4)
(4)
![]() (5)
(5)
Общие припуски определяются как сумма межоперационных (расчетных).
![]() (6)
(6)
Если расчет выполнен правильно, должны выполняться условия:
![]() (7)
(7)
![]() (8)
(8)
2.1 Расчет припусков на размер Ø29,96-0,021 Ra = 0,63
1) Обработку указанной поверхности следует производить в 5 этапов:
I Точение предварительное;
II Точение окончательное;
III Шлифование черновое;
IV Шлифование чистовое;
V Полирование.
2) Для обработки целесообразно выбрать в качестве технологической базы ось заготовки, которая является двойной направляющей базой.
3) Определим значения шероховатости и дефектного слоя заготовки, зная, что масса заготовки составляет 9,550 кг по таблице №3 [1]:
![]()
![]()
Определяем значения шероховатости и дефектного слоя на каждой операции по таблице №5 [1].
► Точение предварительное: Rz = 80, П = 50
► Точение окончательное: Rz = 20, П = 25
► Шлифование черновое: Rz = 10, П = 20
► Шлифование чистовое: Rz = 2,5, П = 15
► Полирование: Rz = 0,63, П = 5
4) Определяем значение допусков Т для соответствующих операций по таблице №10 [1]. Для окончательной операции значение допуска берется с чертежа детали.
► Точение предварительное: Т = 390 мкм;
► Точение окончательное: Т = 100 мкм;
► Шлифование черновое: Т = 62 мкм;
► Шлифование чистовое: Т = 39 мкм;
► Полирование: Т = 21 мкм.
5) Определяем допуск на заготовку по таблице №23 [1] – 2-ая и 3-я графы: Тзаг = 1,10 + 0,55 = 1,65 мм = 1650 мкм.
6) Определим пространственные отклонения:
Для заготовки (рзаг) по таблице №4 (для установки вала по центровым отверстиям) [1]:
![]() (9)
(9)
![]() (10)
(10)
где: ∆к – допускаемая удельная кривизна поковок типа валов;
L – общая длина заготовки;
Т – допуск на базовой поверхности заготовки при зацентровке.
![]()
 (11)
(11)
 (12)
(12)
Пространственные отклонения при предварительном точении:
![]()
Пространственные отклонения при окончательном точении:
![]()
На операциях шлифования и полирования пространственные отклонения малы и не учитываются.
7) Определяем погрешность установки. На всех операциях деталь устанавливается по центровым отверстиям, ввиду чего погрешность установки ![]()
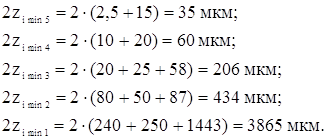
8) Определение расчетных значений минимальных припусков:
![]() (13)
(13)
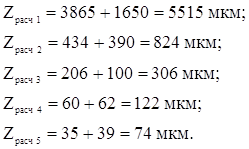
9) Расчётные пропуски определяем по формуле (5):
10) Расчётные размеры определим по формуле:
![]() (14)
(14)
11) Наибольшие предельные размеры определяются путем округления в большую сторону соответствующих расчетных размеров.
12) Определение наименьших предельных размеров:
![]() (15)
(15)
13) Определение предельных значений припусков выполним по формуле:
![]() (16)
(16)
![]() (17)
(17)
14) Проверка расчётов производится по формуле (7):
![]()
| i |
|
| Правильность расчёта |
| 1 | 6000 – 3960 = 2040 | 1650 + 390 = 2040 | верно |
| 2 | 920 – 430 = 490 | 390 + 100 = 490 | верно |
| 3 | 376 – 214 = 162 | 100 + 62 = 162 | верно |
| 4 | 161 – 60 = 101 | 62 + 39 = 101 | верно |
| 5 | 95 – 35 = 60 | 39 + 21 = 60 | верно |
Следовательно, для каждой операции расчет припуска выполнен правильно.
По формуле (![]() ) произведём проверку общего припуска:
) произведём проверку общего припуска:
Т.к. левая часть уравнения совпадает с правой, то расчет общего припуска выполнен правильно.
Ввиду того, что все условия выполняются, расчет припусков выполнен правильно.
Таблица 1. Расчёт припусков на размер Ø29,96-0,021 Ra = 0.63
| Технологические операции и переходы | Элементы припуска, мкм | Минимальный припуск, мкм | Расчётный припуск, мкм | Расчётный размер, мкм | Допуск, мкм | Предельное значение припусков, мкм | Предельные размеры заготовки, мм | |||||
| Rz | П | ρ | ε | Zmin | Zрасч | А | Т |
|
| НМ | НБ | |
| Заготовка | 240 | 250 | 1443 | 36,801 | 1650 | 32,25 | 39,6 | |||||
| Точение предварительное | 80 | 50 | 87 | 0 | 3865 | 5515 | 31,286 | 390 | 3960 | 6000 | 30,9 | 31,29 |
| Точение окончательное | 20 | 25 | 58 | 0 | 434 | 824 | 30,462 | 100 | 430 | 920 | 30,37 | 30,47 |
| Шлифование черновое | 10 | 20 | 0 | 0 | 206 | 306 | 30,156 | 62 | 214 | 376 | 30,094 | 30,156 |
| Шлифование чистовое | 2,5 | 15 | 0 | 0 | 60 | 122 | 30,034 | 39 | 60 | 161 | 29,995 | 30,034 |
| Полировка | 0,63 | 5 | 0 | 0 | 35 | 74 | 29,96 | 21 | 35 | 95 | 29,939 | 29,96 |
2.2 Расчет припусков на размер Ø![]() Ra = l,25
Ra = l,25
1) Обработку указанной поверхности следует производить в 5 этапов:
VI Точение предварительное;
VII Точение шлифование черновое;
VIII Шлифование чистовое;
IX Полирование.
2) Для обработки целесообразно выбрать в качестве технологической базы ось заготовки, которая является двойной направляющей базой.
3) Определяем значения шероховатости и дефектного слоя на каждой операции по таблице №5 [1].
► Точение предварительное: Rz = 80, П = 50;
► Точение окончательное: Rz = 20, П = 25;
► Шлифование черновое: Rz = 10, П = 20;
► Шлифование чистовое: Rz = 2,5, П = 15;
► Полирование: Rz = 1,25, П = 5.
4) Определяем значение допусков Т для соответствующих операций по
таблице №10 [1]. Для окончательной операции значение допуска
берется с чертежа детали.
► Точение предварительное: Т = 460 мкм
► Точение окончательное: Т = 120 мкм
► Шлифование черновое: Т = 74 мкм
► Шлифование чистовое: Т = 30 мкм
► Полирование: Т = 15 мкм
5) Определяем погрешность установки. На всех операциях деталь устанавливается по центровым отверстиям, ввиду чего погрешность установки ![]()
6) Недостающие данные берем из предыдущего расчета припусков, т.к. они повторяют те, что уже были найдены.
7) Определение расчетных значений минимальных припусков:
![]() (18)
(18)
8) Расчетные припуски:
![]() (19)
(19)
9) Расчетные размеры:
![]() (20)
(20)
10) Наибольшие предельные размеры определяются путем округления в большую сторону соответствующих расчетных размеров. Поскольку допуск готовой детали задан и с верхним, и с нижним отклонением, то на последней операции предельный наибольший размер принимаем по верхнему отклонению детали.
11) Определение наименьших предельных размеров:
![]() (21)
(21)
12) Определение предельных значений припусков:
![]() (22)
(22)
![]() (23)
(23)
13) Проверка расчётов формула (7):
![]()
| i |
|
| Правильность расчёта |
| 1 | 6040 – 3930 = 2110 | 1650 + 460 = 2110 | верно |
| 2 | 1010 – 430 = 580 | 460 + 120 = 580 | верно |
| 3 | 405 – 211 = 194 | 120 + 74 = 194 | верно |
| 4 | 164 – 60 = 104 | 74 + 30 = 104 | верно |
| 5 | 62 – 15 = 47 | 30 + 17 = 47 | верно |
Следовательно, для каждой операции расчет припуска выполнен правильно.
По формуле (![]() ) произведём проверку общего припуска:
) произведём проверку общего припуска:
Т.к. левая часть уравнения совпадает с правой, то расчет общего припуска выполнен правильно.
Ввиду того, что все условия выполняются, расчет припусков выполнен правильно.
Таблица 2. Расчёт припусков на размер Ø![]() Ra = 1,25
Ra = 1,25
| Технологические операции и переходы | Элементы припуска, мкм | Минимальный припуск, мкм | Расчётный припуск, мкм | Расчётный размер, мкм | Допуск, мкм | Предельное значение припусков, мкм | Предельные размеры заготовки, мм | |||||
| Rz | П | ρ | ε | Zmin | Zрасч | А | Т |
|
| НМ | НБ | |
| Заготовка | 240 | 250 | 1443 | 56,934 | 1650 | 55,35 | 57 | |||||
| Точение предварительное | 80 | 50 | 87 | 0 | 3865 | 5515 | 51,419 | 460 | 3960 | 6040 | 50,96 | 51,42 |
| Точение окончательное | 20 | 25 | 58 | 0 | 434 | 894 | 50,525 | 120 | 430 | 1010 | 50,41 | 50,53 |
| Шлифование черновое | 10 | 20 | 0 | 0 | 206 | 326 | 50,199 | 74 | 211 | 405 | 50,125 | 50,199 |
| Шлифование чистовое | 2,5 | 15 | 0 | 0 | 60 | 134 | 50,065 | 30 | 60 | 164 | 50,035 | 50,065 |
| Полировка | 1,25 | 5 | 0 | 0 | 35 | 65 | 50 | 17 | 15 | 62 | 50,003 | 50,02 |
Похожие работы
... с пружинным нажимным механизмом. На тракторе ДЭТ-250 устанавливают сухое однодисковое непостоянно замкнутое сцепление с рычажным нажимным механизмом. 3.2. Коробка переключения передач Коробка передач автомобиля и трактора предназначена для изменения крут момента по величине и направлению на ведущих колесах или ведущих звездочках и для двигательного разъединения двигателя от трансмиссии во ...
... шарниров и подшипников ведущего вала главной передачи оказывает балансировка карданного вала. Поэтому, в целях сохранения заводской балансировки карданной передачи, после разборки собирать ее необходимо по установленным стрелкам. 3. Ремонт системы 3.1 Неисправности и способы устранения Причина неисправности Метод устранения Ослабление затяжки крепления заднего карданного вала к ...
... Полуось заднего моста – Nкр=10000 шт.; 4) Ведущая вал-шестерня – Nкр=10000 шт.; 2. Назначение и структура проектируемого предприятия Проектируемое предприятие специализированным предприятием по восстановлению шлицевых валов КПП, полуосей ведущих мостов, ведущих шестерён ГП, мощностью 10000 капитальных ремонтов каждой детали в год. При данной мощности целесообразно применять бесцеховую ...
... передач автомобиля ГАЗ. 2. Выбор автомобиля Для выполнения индивидуального задания выбраны агрегаты автомобиля ГАЗ-3110 с двигателем ЗМЗ-402: сцепление с периферийным расположением пружин и пятиступенчатая КПП. 3. Особенности устройства сцепления с периферийным расположением пружин Сцепление автомобиля однодисковое сухое, с периферийным расположением пружин, с ...
0 комментариев