Навигация
Изготовление детали вал-шестерня
39844
знака
29
таблиц
8
изображений
Содержание






Введение
1 Общая часть
1.1 Характеристика узла машины и детали
1.2 Исходные данные для проектирования детали
2 Технологическая часть
2.1 Анализ технологичности детали
2.2 Характеристика производства
2.3 Выбор заготовки
2.4 Разработка технологического процесса изготовления детали
2.5 Выбор оборудования и разработка технологического маршрута
2.6 Расчёт припусков на механическую обработку
2.7 Расчёт режимов резания
2.8 Нормирование операций
Список использованной литературы
Приложения
Приложение 1 Комплект технологической документации. Тех. процесс механической обработки детали
Введение
Машиностроение, поставляющее новую технику всем отраслям народного хозяйства, определяет технический прогресс страны и оказывает решающее влияние на создание материальной базы нового общества.
Технология машиностроения - этот наука об изготовлении машин требуемого качества в установленном производственной программой количестве и в заданные сроки при наименьших затратах живого и овеществленного труда, то есть при наименьшей себестоимости.
Технологическим процессом называют последовательное изменение формы, размеров, свойств материала ил полуфабриката в целях получения детали ил и изделия в соответствии с заданными техническими требованиями.
Технологический процесс разделяют на технологические операции- это составная часть технологического процесса выполняемая на одном рабочем месте, она охватывает все действия рабочих и оборудования над объектом производства. Содержание операции может изменяться в широких пределах от работы на одном станке до работы, выполняемой на автоматических линиях.
Число операции технологического процесса меняется в широких пределах от одной операции обработки деталей на токарном автомате до сотни (обработка сложных корпусных деталей).
Разрабатывать технологический процесс это значит установить порядок выполнения и содержания операции. Операция это основная часть технологического процесса. По операциям определяют трудоемкость процесса, необходимые материалы, необходимое количество рабочих.
При конструировании и построении машин необходимо наряду с расчетами кинематическими, расчетами на прочность, жесткость и износоустойчивость производить расчеты на точность.
Точность – основная характеристика деталей машин или приборов. Степень соответствия обработанной детали прототипу изображенному на чертеже. Абсолютно точно деталь изготовить невозможно, так как при ее обработке возникают погрешности. На всех этапах технологического процесса изготовление машин неизбежно появляются погрешности. В результате добиться полного соответствия прототипу невозможно. Чем меньше отклонения от прототипа, тем выше точность обработки. Точность изделия оказывает большое влияние на эксплуатационные характеристики изделия и прежде всего на долговечность и надежность.
С другой стороны повышение требований к изделию повышают трудоемкость ее изготовления, так как приходиться в технологическом процессе вводить дополнительные операции. Так как точность обработки в производственных условиях зависит от многих факторов, обработку на станках ведут не с достижимой, а с так называемой экономической точностью. Под экономической точностью механической обработки понимают такую точность, которая при минимальной себестоимости обработки достигается в нормальных производственных условиях, предусматривающих работу на исправных станках с применением необходимых инструментов и приспособлений при нормальной затрате времени и нормальной квалификации рабочих, соответствующей характеру работы. Под достижимой точностью понимают такую точность, при которую можно достичь при обработке в особых условиях,необычных для этого производства, высококвалифицированными рабочими, при значительном увеличении затраты, не считаясь с себестоимостью обработки.
Важно также отметить и то, что сам процесс производства должен происходить при максимально безопасных условиях работы, и при разработке технологического процесса технологу следует уделять на это внимание.
1 Общая часть
1.1 Характеристика узла машины и детали
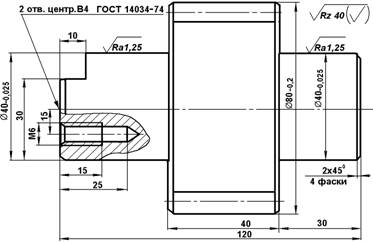
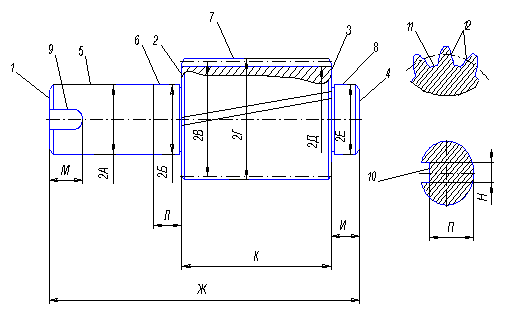
Деталь представляет собой вал-шестерню. Узел машины в который входит данная деталь может представлять собой редуктор, либо этот вал-шестерня непосредственно соединен с каким-либо звеном машины и приводит в движение вспомогательные агрегаты и узлы.
1.2 Исходные данные для проектирования детали
Ниже приведены технические условия точности поверхностей:
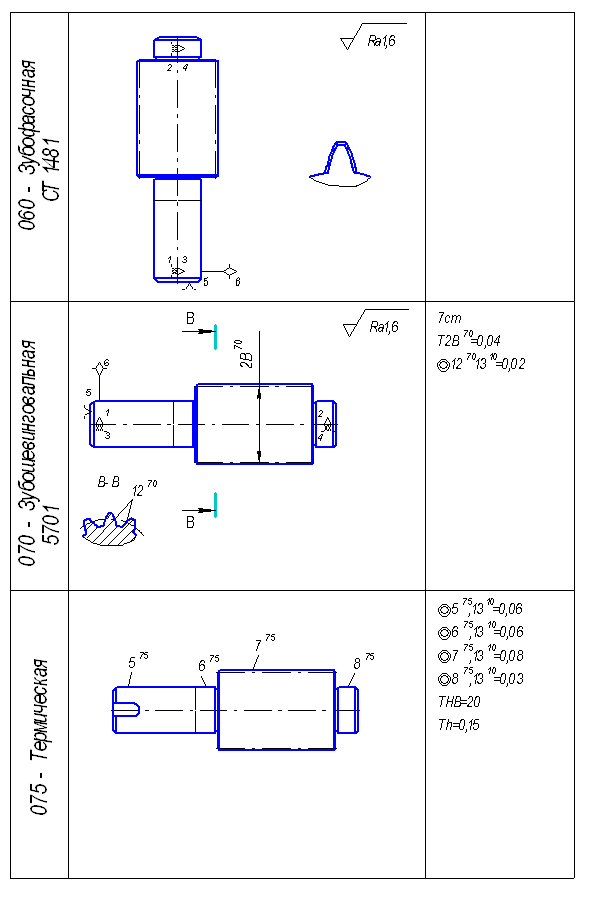
Две поверхности длиной 44 мм Æ45 мм должны быть выполнены по 7 квалитету точности;
Зубчатая поверхность длиной 61 мм Æ80 мм – степень точности 7-Х;
Шпоночный паз длиной 36 мм, шириной 14 мм и глубиной 5,5 мм – по 9 квалитету точности;
Остальные неуказанные предельные отклонения размеров по 14 квалитету точности.
2 Технологическая часть
2.1 Анализ технологичности детали
Качественная оценка технологичности детали
Данная деталь изготовлена из Стали 50, которая содержит углерода в пределах-0,47...0,55%;кремния – 0,17...0,37 % и магния -0,50...0,80 % процентов от общего объёма. Механические свойства стали:
Твердость НВ без термообработки ( не более ) 241; sт = 38 кгс/см![]() ; sв = 64 кгс/см
; sв = 64 кгс/см![]() .
.
Похожие работы
... выбора последует после того, как будут выбраны оборудование и технологическая оснастка для сборочного цеха и проведено нормирование сборочных работ. 3.Разработка технологического процесса изготовления детали 3.1 Служебное назначение детали Вал предназначен для передачи крутящего момента или в качестве опор. В процессе эксплуатации вал подвергается воздействию нагрузок, работает при ...
... поверхности 16 нарезать резьбу метчиком М6-поверхность 17. 4.4 ОБРАБОТКА ЗАГОТОВКИ НА ЗУБОФРЕЗЕРНОМ СТАНКЕ Рис. 4.6 Червячная фреза Как отмечалось выше, при предварительном обсуждении маршрута технологического процесса, в данном случае целесообразно применение зубофрезерования червячной фрезой (такой метод применяется при обработке колес от 5 до 11 степеней точности). Дисковая фреза с ...
родольных размеров 2.4. Расчет операционных размеров 3. Размерный анализ технологического процесса в диаметральном направлении 3.1. Радиальные размерные цепи и их уравнения 3.2. Проверка условий точности изготовления детали 3.3. Расчет припусков радиальных размеров 3.4. Расчет операционных диаметральных размеров 4. Сравнительный анализ результатов расчетов операционных размеров ...
з наиболее важных и трудоемких функций технологической подготовки производства является обеспечение технологичности изделия. Практически без дополнительных материальных затрат в производстве на данном этапе решаются задачи снижения трудоемкости, повышения качества и экономичности новых изделий. Согласно ГОСТ 14.205-83 под технологичностью следует понимать совокупность свойств конструкции изделия, ...
0 комментариев