Навигация
Выбор оборудования и разработка технологического маршрута
39844
знака
29
таблиц
8
изображений
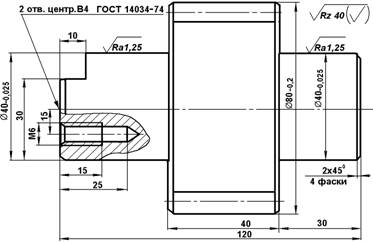
2.5 Выбор оборудования и разработка технологического маршрута
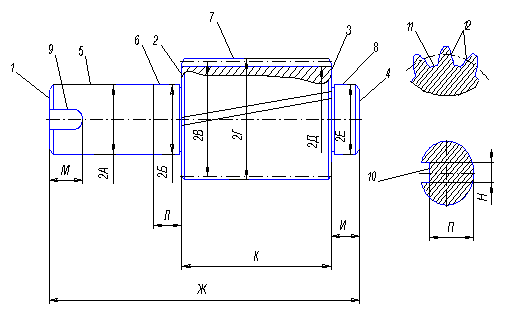
При составлении маршрутной технологии ориентируются на типовой технологический процесс изготовления деталей класса «ВАЛ», при этом всю механическую обработку распределяют по операциям, придерживаясь следующих правил. На первых операциях технологического процесса, обрабатываемые поверхности приняты за основные технологические базы: центровые гнезда и торец. Остальные поверхности детали обрабатываются в последовательности обратной степени их точности. Заканчиваем изготовление детали обработкой наиболее точной, имеющей наибольшее значение для детали поверхности ( поверхность Æ 50 мм и 6 квалитет). Операции технологического контроля выполняем после тех этапов, где вероятно
повышенное количество брака, перед сложными и дорогостоящими операциями, а также в конце обработки. При проектировании маршрутной обработки детали для каждой операции выбираем
оборудование, приспособление, режущий и мерительный инструмент.
Для последовательности обработки детали составляем таблицу:
Таблица 1 Технологический маршрут обработки детали
| № операции | Наименование и краткое содержание операции | Технологические базы | Станок | Приспособление | Режущий инструмент | Мерительный инструмент |
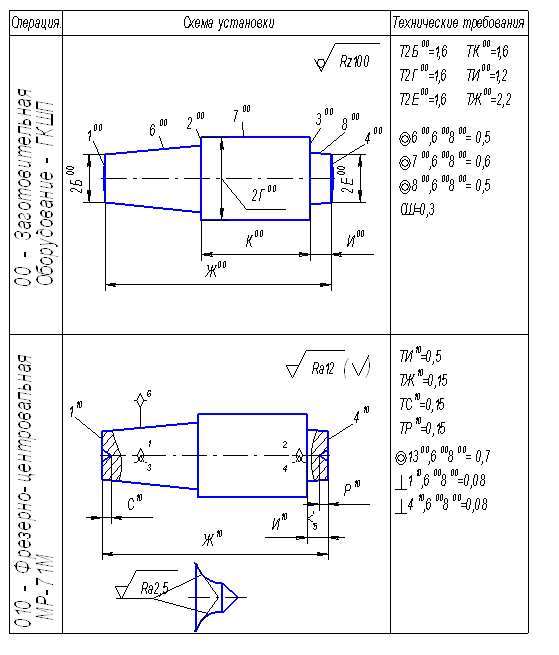
| 005 | Фрезерная. Фрезеровать торцы и зацентровать их. | Шейки и торец. | Фрезерно-цен тровальный полуавтомат МР71 | Тиски самоцентрирующие (губки-призмы) | Две фрезы торцовые. Два сверла центровочных | Штанген-циркуль. |
| 010 | Точение. Точить начерно поверхности : Æ45f7; Æ50k6; Æ80h11; канавки 3х1 (две канавки) и 5х1. 3 Фаски 1х45°.,буртик Æ60-2 мм | Центровые отверстия и торец. | Многорезцовый полуавтомат 1721 | Центра, план-шайба, поводковое устройство | 3 Резца проходных и два резца канавочных, 3 резца для снятия фаски. | Скобы |
| 015 | Точение. Точить поверхности начерно: Æ45f7; 2 фаски 1х45°; буртик, канавка | Центровые отверстия и торец. | Многорезцовый полуавтомат 1721 | Центра, план-шайба, поводковое устройство | 1 Резец проходной, резец для проточки буртиков, и 2 резца для снятия фаски. | Скобы |
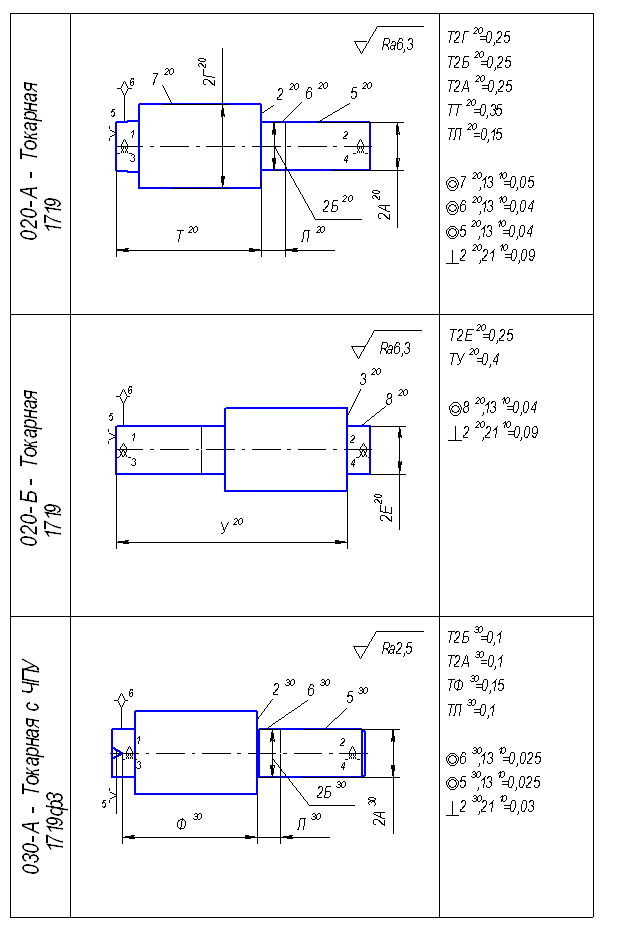
| 020 | Получистовое точение. Точить поверхности: Æ45f7; Æ50k6; ; Æ80h11; | Центровые отверстия и торец | Многорезцовый полуавтомат 1721 | Центра, поводковое устройство | 3 Резца проходных | Скобы |
| 025 | Получистовое точение. Точить поверхности: Æ45f7; | Центровые отверстия и торец | Многорезцовый полуавтомат 1721 | Центра, план-шайба, поводковое устройство | Резец проходной | Скобы |
| 030 | Предварительное шлифование поверхностей: Æ45f7; Æ50k6; | Центровые отверстия | Специальный многокамневый кругошли- фовальный станок | Центра, поводковое устройство. | Абразивные круги. | Скобы |
| 035 | Предварительное шлифование поверхностей: Æ45f7; | Центровые отверстия | Специальный многокамневый кругошли- фовальный станок | Центра, поводковое устройство. | Абразивные круги. | Скобы |
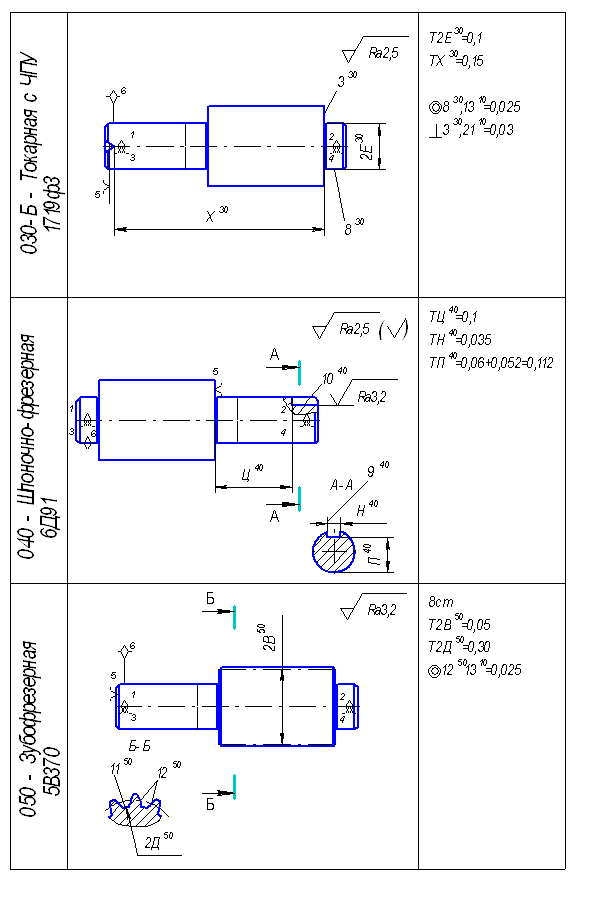
| 040 | Фрезерование шпоночного паза. | Шейки, торец | Шпоночно-фрезерный станок ДФ-96. | Призма | Концевая фреза с маятниковой подачей. | |
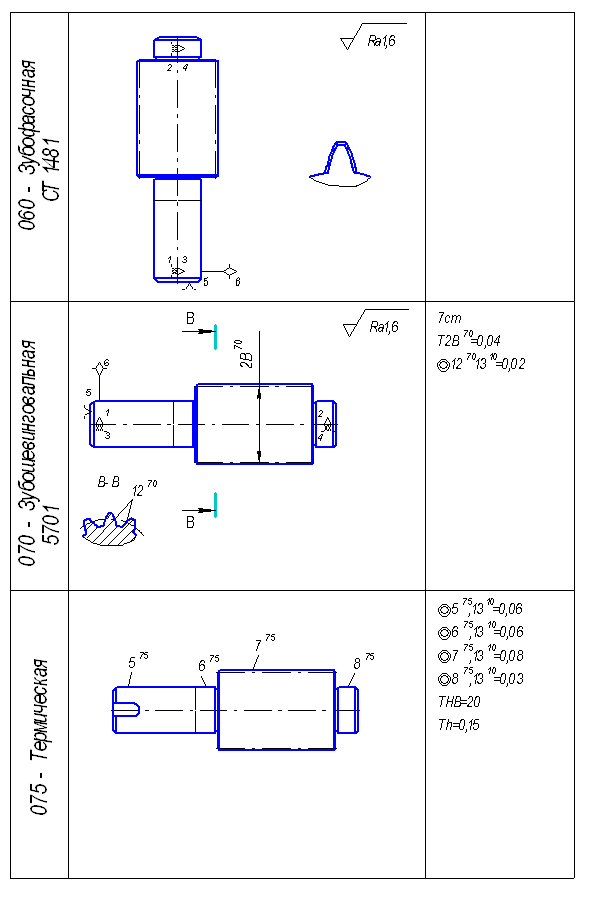
| 045 | Фрезерование цилиндрических зубьев. | Центровые отверстия. | Зубофрезерный станок 5313 | Центра, поводковое устройство | Червячная модульная фреза. | |
| 050 | Снятие фасок на торцах зубьев. | Центровые отверстия. | Центра, | |||
| 055 | Шевингование зубьев. | Шейки, торец | Шевинговальный станок 5702В | Центра | Шевер специальной конструкции. | |
| 060 | Слесарная | - | - | - | - | - |
| 065 | Промывка | - | - | - | - | - |
Похожие работы





... выбора последует после того, как будут выбраны оборудование и технологическая оснастка для сборочного цеха и проведено нормирование сборочных работ. 3.Разработка технологического процесса изготовления детали 3.1 Служебное назначение детали Вал предназначен для передачи крутящего момента или в качестве опор. В процессе эксплуатации вал подвергается воздействию нагрузок, работает при ...

... поверхности 16 нарезать резьбу метчиком М6-поверхность 17. 4.4 ОБРАБОТКА ЗАГОТОВКИ НА ЗУБОФРЕЗЕРНОМ СТАНКЕ Рис. 4.6 Червячная фреза Как отмечалось выше, при предварительном обсуждении маршрута технологического процесса, в данном случае целесообразно применение зубофрезерования червячной фрезой (такой метод применяется при обработке колес от 5 до 11 степеней точности). Дисковая фреза с ...
родольных размеров 2.4. Расчет операционных размеров 3. Размерный анализ технологического процесса в диаметральном направлении 3.1. Радиальные размерные цепи и их уравнения 3.2. Проверка условий точности изготовления детали 3.3. Расчет припусков радиальных размеров 3.4. Расчет операционных диаметральных размеров 4. Сравнительный анализ результатов расчетов операционных размеров ...
з наиболее важных и трудоемких функций технологической подготовки производства является обеспечение технологичности изделия. Практически без дополнительных материальных затрат в производстве на данном этапе решаются задачи снижения трудоемкости, повышения качества и экономичности новых изделий. Согласно ГОСТ 14.205-83 под технологичностью следует понимать совокупность свойств конструкции изделия, ...
0 комментариев