Навигация
Изготовление передней панели пульта дистанционного управления
20797
знаков
7
таблиц
5
изображений
1. Техническое задание
2. Введение
3. Краткие сведения о холодноштамповочном производстве
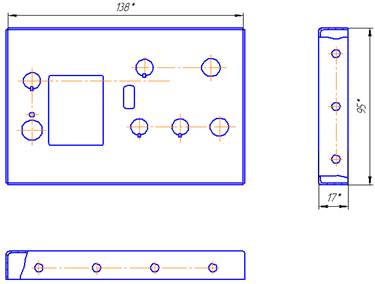
Разработать технологический процесс изготовления передней панели пульта дистанционного управления.
Передняя панель имеет вид:
2. Введение
Целью данной работы является разработка технологического процесса производства передней панели устройства, в соответствии с требованиями, указанными в техническом задании. В настоящее время практически каждое устройство включает в себя переднюю панель, на которой расположены разнообразные поясняющие надписи, переключатели, индикаторы и др. Передняя панель служит для управления устройством, а так же для защиты внутренних частей устройства, являющихся в большинстве случаев хрупкой вещью, от дестабилизирующих факторов. При всем при этом, передняя панель должна иметь эстетичный вид, и сохранять информативные свойства. Одной из основных задач, стоящих перед конструктором, работающим в данной области, является разработка техпроцессов, позволяющих производить изделия, удовлетворяющих ТЗ, при минимизации стоимости их производства. В условиях массового производства добиться этого можно с использованием штампов. Следовательно, в задачу конструктора входит так же и разработка соответствующих штампов.
3. Краткие сведения о холодноштамповочном производстве
Холодная штамповка — это один из видов обработки металлов давлением, при котором металл деформируется пластически в холодном состоянии. В зависимости от вида исходного материала и типа изделия холодная штамповка может быть листовой или объемной.
По сравнению с горячей штамповкой холодная имеет ряд преимуществ: нет операции нагрева металла, поверхностный слой металла не окисляется (не образуется окалина), изделия получаются более точными по размерам и с меньшей шероховатостью поверхности.
По сравнению с обработкой резанием холодная штамповка позволяет сократить расход металла, так как металл не отделяется в стружку, уменьшить трудоемкость изготовления изделий и повысить производительность труда. Одновременно холодная обработка давлением обеспечивает упрочнение обрабатываемого металла, что позволяет делать детали более легкими, менее металлоемкими и более износостойкими.
Эти же преимущества позволяют заменять литые детали штампованными. Кроме этого, преимущества холодной штамповки по сравнению с литьем заключаются в том, что холодно-штампованные изделия почти не требуют последующей обработки резанием, в то время как литые детали подвергаются значительной обработке резанием.
При штамповке заготовки, полуфабрикаты, детали получают в результате пластического деформирования или разделения исходного материала в специальных инструментах — штампах. Штампы устанавливают на прессах.
К основным операциям листовой штамповки относятся: разделительные (отрезка, разрезка, вырубка, пробивка и др.) и формоизменяющие (гибка, вытяжка, отбортовка, правка, за- катка и др.). Основными операциями холодной объемной штамповки являются: разделительные (отрезка, пробивка) и формоизменяющие (осадка, высадка, выдавливание, калибровка, чеканка и некоторые др.). Кроме того, холодная штамповка применяется и для сборки.
Листовая и объемная холодная штамповка осуществляется главным образом на механических и гидравлических прессах. Из механических прессов наиболее широко применяют кривошипные. Помимо прессов, для штамповки некоторых изделий используют иные машины и устройства (для ротационной вытяжки, импульсной штамповки и др.). В качестве исходного материала для листовой штамповки применяют листы или ленты, а для объемной штамповки – главным образом прутки различного сечения. Материал для штамповки, поступающий в штамповочные цехи, перед обработкой в ряде случаев подвергается специальной подготовке — правке, отжигу, обезжириванию, травлению, промывке, сушке, дрессировке.
Изготовление штампованных изделий предусматривает выполнение ряда технологических операций (например, резка, вырубка, вытяжка, обрезка). Последовательность выполнения этих операций регламентируется технологическим процессом, который разрабатывается технологом цеха или завода. Технологический процесс может предусматривать: специальные операции по подготовке материала к штамповке, штамповочные операции (разделительные, формоизменяющие, сборочные), контрольные операции, предусматривающие проверку качества изделия, и отделочные операции.
Контрольные операции могут быть: промежуточные — проверка качества полуфабриката после каждой операции и окончательные - проверка качества изделия.
К отделочным операциям относятся операции по зачистке, полированию, окраске или нанесению декоративно-защитных покрытий.
4. Расчет операций холодной штамповки
4.1 Расчёт операции вырубки
Вырубка - получение наружного контура детали. При вырубке рассчитываются:
а) норма расхода материала:
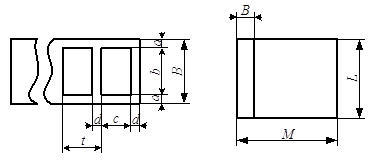
Рис.1.
Исходным материалом при холодной штамповке чаще всего являются листы, разрезаемые на полосы нужной ширины, из которых производится вырубка деталей. При определении ширины полосы исходят из того, что для получения качественной детали между деталями в полосе между деталью и краем полосы должны быть достаточной величины перемычки. Если, например, размеры вырубаемой детали ![]() , (Рис.1.) то с учетом перемычек шаг вырубки
, (Рис.1.) то с учетом перемычек шаг вырубки ![]() должен быть:
должен быть:
.![]()
А ширина полосы ![]() :
:
![]()
Наименьшая величина перемычек в полосе при штамповке
| Толщина материала в мм | 1,0 |
| Минимальная величина перемычек | 2,5 |
Учитывая возможное уменьшение величины полосы за счет допуска на ее изготовление, а также, учитывая возможное смещение полосы относительно матрицы и пуансона за счет зазоров между полосой и ее направляющими, номинальную ширину полосы увеличивают по сравнению с минимальной, определяя ее по формуле:
![]() ,
,
где ![]() - допуск на ширину полосы,
- допуск на ширину полосы, ![]()
![]() - зазор между направляющими и полосой,
- зазор между направляющими и полосой, ![]()
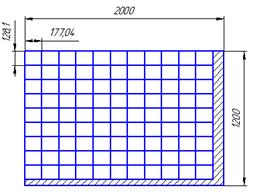
Материалом передней панели является АМг2М 1,0 ГОСТ 21631-76, плотностью ![]() , НВ=60. Данный материал поставляется листами размеров:
, НВ=60. Данный материал поставляется листами размеров: ![]()
По найденному шагу вырубки ![]() определяют
определяют ![]() - количество деталей, получающиеся из полосы:
- количество деталей, получающиеся из полосы:
![]()
По найденной ширине полосы находят число полос ![]() , получающихся из листа:
, получающихся из листа:
![]()
После чего определяют число деталей из листа:
![]()
Определив вес листа ![]() , находят норму расхода материала:
, находят норму расхода материала:
![]()
![]()
Схема раскроя листа:
б) усилие вырубки:
Усилие при вырубке рассчитывается по формуле:
![]()
где L - суммарная длина вырубаемого контура,
![]()
S - толщина материала, S=1,0 мм
![]() - предел прочности материала.
- предел прочности материала. ![]()
Усилие пресса берется больше расчетного усилия вырубки, учитывая дополнительное усилие ![]() , затрачиваемое на сжатие резины или пружины съемника, снимающего полосу с пуансона.
, затрачиваемое на сжатие резины или пружины съемника, снимающего полосу с пуансона.
![]()
где P - усилие вырубки, k - коэффициент, рекомендуемые значения которого для однопуансонной вырубки или пробивки.
Величины коэффициентов k:
| Толщина материала в мм | 1 - 5 |
| Величина коэффициента k | 0,06 |
Таким образом, усилие пресса для вырубки рассчитывается по формуле:
![]() т=174кН
т=174кН
в) определение размеров матрицы и пуансона:
При вырубке размеры вырубаемой детали получаются равными размерам матрицы. Штампы являются сложной дорогой оснасткой, поэтому при помощи штампа до его износа нужно изготовлять наибольшее количество деталей. Так как матрица в процессе эксплуатации изнашивается, размер отверстия в матрице постепенно увеличивается, вследствие чего постепенно увеличиваются и размеры получаемых на штампе деталей, то при изготовлении штампа размеры матрицы изготавливают по наименьшему размеру детали по формуле:
![]()
где ![]() - размер отверстия в матрице,
- размер отверстия в матрице, ![]() - минимальный размер детали в пределах поля допуска,
- минимальный размер детали в пределах поля допуска, ![]() - допуск на изготовление матрицы.
- допуск на изготовление матрицы.
Если деталь изготовлена по размеру ![]() , то минимальный размер детали
, то минимальный размер детали
![]()
![]()
![]()
![]()
Так как между пуансоном и матрицей всегда должен быть некоторый минимальный зазор ![]() , то размеры пуансона определяются по формуле:
, то размеры пуансона определяются по формуле:
![]()
![]()
![]()
Рекомендуемые величины двусторонних зазоров ![]() , в зависимости от толщины материала:
, в зависимости от толщины материала:
| Толщина материала в мм | 1,0 |
| Наименьший двусторонний зазор в мм, | 0,06 |
Допуски на изготовление пуансонов и матриц:
| Толщина материала в мм | 1,0 |
| Допуск на изготовление матрицы в мм, | 0,025 |
| Допуск на изготовление пуансона в мм, | 0,015 |
Похожие работы
... К. Сатпаева» для просмотра и ввода информации системы оперативно-диспетчерского контроля и управления, создаваемые на Visual Basic. Специфика используемого в системе оперативно-диспетчерского контроля и управления РГП «Канал им. К. Сатпаева» ПО такая, что разработка ПО, как таковая, может производиться только при создании самой системы. Применяемое ПО является полуфабрикатом. Основная задача ...
... состояние) высвечивается код, который соответствует состоянию микропроцессора в данном цикле выполнения команд. 4. Экономическая часть 4.1 Экономическое обоснование модернизации блока управления аппарата искусственной вентиляции легких «Спирон – 201) Целью данного расчета является выявление актуальности и целесообразности изготовления нового вида продукции, расчет выгоды от внедрения ...
... октав, содержащая схему пpеобpазования воздействий в MIDI-сообщения и адаптеp с выходом MIDI Out. MIDI-клавиатура не способна звучать самостоятельно, она использует в качестве синтезатора звуковую карту компьютера. Иногда на MIDI-клавиатуре размещены некоторые дополнительные переключатели, например, глиссандо или вибрато. Большинство MIDI-клавиатур производится фирмой Fatar (под своей маркой их ...
... невозможно осуществлять управление РПДУ, находящегося в другом помещении, а ведь передатчики именного из-за своего вредного ВЧ излучения переносятся в более отдаленные помещения. 2) Устройства дистанционного управления и контроля достаточно громоздки, обладают ограниченным набором функций и команд, трудно поддаются модернизации. Из-за сложности конструкции обладают низкой ненадежностью и ...
0 комментариев