Навигация
Изготовление печатных форм для различных видов печати
24758
знаков
0
таблиц
6
изображений
Содержание
1. Изготовление форм плоской офсетной печати
2. Изготовление форм высокой печати на основе фотополимерных композиций
3. Разновидности печатных форм глубокой печати
4. Изготовление форм для специальных видов печати
5. Прямые способы изготовления печатных форм
6. Влияние способов изготовления печатных форм на требования к обработке информации
Список литературы
1. Изготовление форм плоской офсетной печати
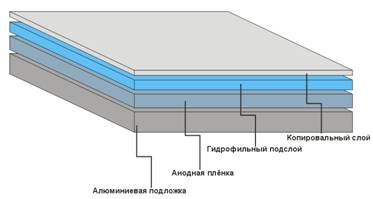
На печатной форме плоской офсетной печати (рис. 1) печатающие и пробельные элементы находятся практически в одной плоскости. Способ изготовления печатных форм, осуществляемый с использованием позитивных фотоформ и с применением предназначенных для такого способа позитивно работающих формных пластин, называется способом позитивного копирования. При этом копировальный слой формных пластин обладает такими свойствами, что в процессе проявления он удаляется с засвеченных участков, и в итоге эти участки печатной формы становятся невосприимчивыми к печатной краске.
Соответственно, название способ негативного копирования появилось в результате того, что в ходе изготовления печатной формы используются негативные фотоформы. При этом применяются формные пластины с негативным копировальным слоем. В ходе обработки копировальный слой удаляется со всех участков, которые не были достаточно засвечены. Воздействие экспонирующего излучения происходит на прозрачных участках фотоформы, соответствующих печатным элементам, воспринимающим печатную краску.
Перед тем, как производить экспонирование или копирование формных пластин, каждая из которых предназначена для одного из однокрасочных изображений, на пластинах пробиваются отверстия приводки, что обеспечивает точное размещение фотоформ/макета печатного листа. Очень часто на печатной форме пробиваются приводочные отверстия предназначенные для ее правильной установки в печатной машине. Эти отверстия могут быть сделаны уже после проявления экспонированной формной пластины. В традиционном фоторепродукционном процессе форма плоской печати может быть изготовлена экспонированием в проекционной или контактной системе.
Проекционные экспонирующие системы (работающие на отражение или на пропускание) используются при выпуске черно-белой книжной и газетной продукции (так же, как и в трафаретной печати), т.е. продукции, к которой не предъявляются высокие требования в отношении качества. Проекционная растровая система работает по принципу эпидиаскопа (для оригиналов, выполненных на непрозрачной основе) или как диапроектор (для оригиналов, выполненных на прозрачной основе). Макет, фотоформу полосы создают в виде клеевого монтажа на бумажной или прозрачной основе (рис. 2). Фотоформа сверстанной полосы проецируется на формную пластину. В результате в процессе экспонирования на печатной форме записывается последовательность полос, соответствующая монтажному листу.

Рис. 2. Микрофотография поверхности печатной формы плоской офсетной печати
При работе на копировальномножительной машине (stop&045;and&045;repeat – остановиться и повторить) (рис. 3) можно обходиться даже без монтажного листа. В этом устройстве контактным методом копируются фотоформы полос издания, установленные в специальной кассете. При экспонировании в контактнокопировальной раме с вакуумным прижимом (рис. 4) необходимо обеспечить контакт полноформатного монтажа, выполненного на прозрачной основе, с формной пластиной. Монтажная фотоформа фиксируется на формной пластине посредством точного размещения по приводочным штифтам и укладывается в контактнокопировальную раму. Монтаж и формная пластина оказываются между гибким резиновым полотном и стеклянной пластиной. Воздух из внутреннего пространства "сэндвича" отсасывается и, таким образом, создается давление воздуха между полотном и стеклянной пластиной, что обеспечивает удовлетворительный контакт между копируемым монтажом и пластиной. Затем производится экспонирование от источника УФ излучения.
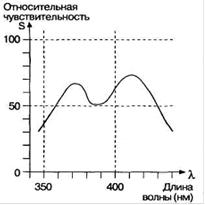
Фотохимически активный слой формной пластины реагирует на поток света, падающий от источника излучения. Для получения хороших результатов копирования на формную пластину должна воздействовать минимально допустимая энергия, приходящаяся на единицу площади. Как и при изготовлении фотоформ, оптимальная экспозиция зависит от источника излучения и от свойств формного материала.

Рис. 3. Система проекционного копирования (технология на пропускание) для изготовления печатных форм плоской офсетной и трафаретной печати (Proditec Projectionssysteme)
Рис. 4. Копировально-множительная машина (стоп – стартового типа)
Излучение чаще всего генерируется посредством галогенной лампы накаливания. Пучок излучения состоит из параллельно направленной и переменной диффузной составляющих. Диффузнорассеянная часть потока может быть значительно увеличена посредством применения рассеивающей матовой пленки. Это необходимо при позитивном копировании для того, чтобы исключить запись на печатной форме пылинок и обрезных краев фотопленки. Нежелательным эффектом является исчезновение мелких деталей в процессе экспонирования, когда при излишне большой экспозиции излучение попадает под темные участки фотоформы.

Рис. 6. Контактно-копировальная рама с устанавливаемым матовым листом (Sack)
Проявление (в растворах/химическое) в простейшем случае выполняется вручную, однако предпочтительнее его вести в кювете или в проявочной машине. Перед тем как наносится защитный слой, пластину проверяют на наличие ошибок и, если необходимо, корректируется вручную. При так называемой "минус корректуре" нежелательные печатающие элементы удаляются корректурной жидкостью, ручкой или кистью. "Плюс&045;корректура" является более сложной. Могут быть внесены только очень незначительные изменения, такие, как заполнение краской дефектов или небольших участков на плашке при выворотке. Для этого на участках, требующих корректуры, сначала должен быть смыт уже имеющийся там защитный слой, а затем на эти места наносится корректурный лак.
Стадии корректуры и создания защитного слоя, а также стадия термообработки составляют область процессов отделки печатных форм. В процессе нанесения защитного слоя (называемого "гуммированием") пластина покрывается тонким слоем гуммиарабика или раствора аналогичного химического состава, которые придают пробельным элементам устойчивые гидрофильные свойства. Твердость копировального слоя повышается в процессе термообработки, чем достигается большая тиражестойкость печатной формы. При выборе оптимальной экспозиции должны быть учтены следующие требования:
· интервал оптических плотностей, типичный для данного печатного процесса, должен быть воспроизведен на печатной форме;
· изменения в передаче градаций на стадии перехода от фотоформы к печатной форме должны находиться в узком диапазоне допусков.
Управление процессом копирования позитивных печатных форм осуществляется посредством анализа микроштрихового поля, содержащегося в контрольном тест объекте. Группа микроштрихов наименьших размеров, воспроизводимых на печатной форме, обычно находится в диапазоне 12 мкм или 15 мкм (при печати бесконечных формуляров – 20 мкм). На рис. 5 приведен соответствующий пример [3]. Для контроля процесса негативного копирования дополнительно с микроштриховыми полями используется полутоновый клин. Более подробно спецификации и/или стандарты для оценки печатной формы представлены ниже:
· стандартизация способа офсетной печати по BVD/FOGRA (13.2.3), [4];
· стандартизация многокрасочной газетной печати [1];
· стандартизация печати бесконечных формуляров (13.2.3), [2];
· стандарт DIN 16620, часть 2 или соответствующий ему стандарт ISO;
· ISO 12218 - общий стандарт офсетной печати, [1].
Оценка растровых величин на печатной форме не является необходимой, так как она может быть выполнена по копировальной шкале FOGRA на основе считывания микроштриховых полей (рис. 5). На обычных формных материалах с диазотипными копировальными слоями воспроизведение контрольной шкалы оценивается с помощью микроскопических измерений. Однако этот метод не всегда применим при использовании цифровых технологий изготовления печатных форм "компьютер – печатная форма".
Вследствие небольшого светорассеяния и попадания экспонирующего излучения под непрозрачные участки фотоформы при позитивном копировании обнаруживается уменьшение размеров растровых точек с переходом от фотоформы к печатной форме и, наоборот, при негативном копировании происходит увеличение размеров растровых точек. В средних тонах размеры растровых точек отклоняются примерно на 3%. Разница обычно учитывается на стадии доформных процессов. Данные отклонения внесены в стандарты на процессы плоской офсетной печати (ISO 12647 часть 2; раздел 14.4) и газетной печати (ISO 12647, часть 3; раздел 14.4).
Управление процессом экспонирования при изготовлении печатных форм зависит от характеристик фотоформ и осуществляется с помощью так называемого "интегратора излучения" (известного как "счетчик тактов"). Это устройство автоматически рассчитывает экспозицию как произведение действующей интенсивности излучения на время экспонирования. Засветка прекращается, как только достигается требуемый уровень экспозиции.

Рис. 5. Тест-объект для контроля процесса позитивного или негативного копирования в производстве печатных форм плоской офсетной печати (UGRA/FOGRA)
В малоформатном офсете используются специальные технологии изготовления печатных форм с применением (в зависимости от требований к качеству изображения) специальных копировальных слоев. При этом изображение оригиналмакета на пленке или бумаге, как и в электрографическом копировальном устройстве, переводится посредством нанесения тонера на печатную форму (очень часто она изготавливается на материалах, подобных бумаге и обладающих свойствами, необходимыми для изготовления офсетных печатных форм). Затем изображение, сформированное тонером, закрепляется. Печатная форма может использоваться для выполнения простых печатных работ, главным образом в однокрасочной репродукции или при печати совместно соспециальными внетриадными красками.
Похожие работы
... тщательно отработаны, проверены и откорректированы до их копирования на формный цилиндр, то есть в процессе монтажа диапозитивов. В глубокой печати используется пигментный способ изготовления печатных форм, когда копирование монтажа диапозитивов производится не непосредственно на формный материал, а на очувствленную пигментную бумагу с последующим переносом желатинового слоя пигментной бумаги на ...
... содержания каждого оттиска в тираже (полное или частичное). Этим требованиям удовлетворяют цветные принтеры, копировальные аппараты и цифровые печатные машины. Однако когда говорят о технологии "компьютер - запечатываемый материал" ("компьютер - печатная машина", CtPrint, computer to print); в качестве устройств получения оттисков чаще всего подразумевают цифровые печатные машины, поскольку они ...



... сфера применения - печать на упаковочных материалах: от сверхтонкой фольги до толстых сортов картона. 4. Высокая печать Высокая печать, главным образом книжная, является машинным видом печати. Перенос высоковязких, пастообразных красок на бумагу осуществляется посредством твердых (преимущественно металлических) печатающих элементов (рис. 4). В хронологии развития высокой печати печатные ...



... Вочэлэсс (Waterless - сухой офсет), которые будут упоминаться в моей работе. Рассмотрим более детально основные разновидности формных пластин для офсетной печати и их технические характеристики. 2. Аналоговые формные материалы 2.1 Формные материалы для изготовления печатных форм контактным копированием Под контактным копированием понимают способ изготовления печатных форм, при котором ...
0 комментариев