Навигация
Изготовление форм высокой печати на основе фотополимерных композиций
24758
знаков
0
таблиц
6
изображений
2. Изготовление форм высокой печати на основе фотополимерных композиций
Процесс изготовления форм высокой печати на основе фотополимеризующихся пластин довольно прост и включает в себя пять этапов:
1. Основное экспонирование
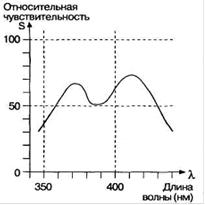
При экспонировании происходит фотополимеризация рельефа под действием УФ-излучения (с диапазоном длин волн от 200 до 400 нм). Засвеченные молекулы полимера образуют сетчатую структуру и становятся нерастворимыми. Для этого на пластину через матированный пленочный негатив направляется УФ-излучение. Печатающие элементы и пробелы возникают следующим образом: там, где действует излучение (под прозрачными участками негатива), происходит реакция фотополимеризации, в результате которой полимер становится твердым и нерастворимым. Там, где излучение не действует, полимер остается в неполимеризованном состоянии, не стойком к действию растворителя. В результате там, где действует УФ-излучение, образуются возвышенные печатающие элементы, а где не действует (то есть на непрозрачных участках негатива) — углубленные пробельные элементы. Точное время экспонирования можно определить с помощью тестового экспонирования через специальный негатив.
Для экспонирования используются специальные копировальные установки с вакуумным прижимом негатива к фотополимерной пластине посредством пленки. Эти установки отличаются от офсетных копировальных рам тем, что для прижима фотоформы к пластине используется именно пленка, а не стекло, как в офсетных рамах, поскольку только этот материал пропускает УФ-излучение, необходимое для фотополимеризации пластины. Для излучения используются УФ-лампы диапазона А (около 360 нм), например лампы Philips TL 10 R. При экспонировании можно использовать и галогенные лампы, но тогда нужно оснастить экспонирующую установку дополнительными устройствами для рассеивания света (например, рефлекторами) и специальным светофильтром для работы с пластинами, вымываемыми водой.
Нужно сказать несколько слов о фотоформе. Вследствие того что фотополимерные слои являются слоями негативного проявления (то есть там, где действует световое излучение, уменьшается растворимость), в качестве фотоформы используются негативы. К ним предъявляются следующие требования: минимальная оптическая плотность D непрозрачных участков должна быть 4,0 единицы, максимальная оптическая плотность D прозрачных участков (вуаль) — 0,05 единиц. При этом эмульсионная сторона негатива должна быть матированной для создания наиболее плотного контакта между негативом и пластиной в процессе экспонирования.
Поскольку способ высокой печати — прямой способ, то изображение на форме должно быть зеркальным. При использовании фотополимеризующихся пластин для типоофсетной печати (для непрямой высокой печати — сухого офсета) изображение на форме должно быть прямое. Способ печати необходимо учитывать при выводе негатива. Следует указать, что недостаточные значения оптических плотностей негатива приводят к полимеризации пробельных элементов и уменьшению рельефа формы. Негативы изготавливаются на специальном фотовыводном устройстве при помощи лазерного излучения.
2. Вымывание
На этом этапе с пластины удаляются участки полимера, не затвердевшие при экспонировании. Обычно для водовымывных пластин, если иное не оговорено специально, используется обыкновенная водопроводная вода. Как уже говорилось, после вымывания раствор можно сливать прямо в канализацию, так как в нем нет твердых остатков и все его составные части могут биологически разлагаться. В вымывном растворе отсутствуют тяжелые металлы или хлорированные углеводороды, а содержится только углерод в органическом соединении. У спиртовымывных пластин полимер с пробельных участков удаляется смесью спирта (например, этилового) и воды. Насыщенный раствор может быть очищен на регенерационных установках или утилизирован как специальные отходы, подлежащие сожжению.
Пластины обоих типов вымываются в плоских устройствах (вертикального или горизонтального типов) с распылительными соплами или с системой для удаления полимера с пробелов с помощью плюшевых подушечек или щеток. Эти устройства должны иметь систему термостатирования, поддерживающую температуру на уровне 29-30 °С. Переменными факторами этого этапа являются время основного экспонирования и время вымывания. Данные значения определяются посредством специального тестирования (как и в случае экспонирования). Тестирование целесообразно выполнять как при первом запуске производственного процесса, так и при получении новой партии пластин или при смене производственных условий. Время для вышеуказанных операций зависит главным образом от типа и толщины пластин, состояния оборудования и производственных условий. Определение продолжительности вымывания происходит экспериментальным путем, без применения специальных тестовых приспособлений. Полимер доложен удаляться практически до подложки.
3. Дополнительное споласкивание
Во время этой операции поверхность пластины очищается от остатков полимера. Для этого используют свежий вымывной раствор. Остаток жидкости на пластине после споласкивания нужно сразу же удалить губкой, мягкой влажной замшей или сдуть сжатым воздухом. Ополаскивать пластину проще всего струей холодной водопроводной воды равномерно по всей ее поверхности. Продолжительность споласкивания весьма незначительна — 1-2 мин.
Похожие работы
... тщательно отработаны, проверены и откорректированы до их копирования на формный цилиндр, то есть в процессе монтажа диапозитивов. В глубокой печати используется пигментный способ изготовления печатных форм, когда копирование монтажа диапозитивов производится не непосредственно на формный материал, а на очувствленную пигментную бумагу с последующим переносом желатинового слоя пигментной бумаги на ...
... содержания каждого оттиска в тираже (полное или частичное). Этим требованиям удовлетворяют цветные принтеры, копировальные аппараты и цифровые печатные машины. Однако когда говорят о технологии "компьютер - запечатываемый материал" ("компьютер - печатная машина", CtPrint, computer to print); в качестве устройств получения оттисков чаще всего подразумевают цифровые печатные машины, поскольку они ...


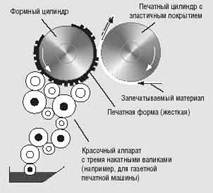

... сфера применения - печать на упаковочных материалах: от сверхтонкой фольги до толстых сортов картона. 4. Высокая печать Высокая печать, главным образом книжная, является машинным видом печати. Перенос высоковязких, пастообразных красок на бумагу осуществляется посредством твердых (преимущественно металлических) печатающих элементов (рис. 4). В хронологии развития высокой печати печатные ...



... Вочэлэсс (Waterless - сухой офсет), которые будут упоминаться в моей работе. Рассмотрим более детально основные разновидности формных пластин для офсетной печати и их технические характеристики. 2. Аналоговые формные материалы 2.1 Формные материалы для изготовления печатных форм контактным копированием Под контактным копированием понимают способ изготовления печатных форм, при котором ...
0 комментариев