Навигация
4. Сушка
При вымывании пластина впитывает растворитель, который нужно удалить, чтобы стабилизировать печатные свойства, устранить набухание печатающих элементов и повысить тиражестойкость формы. Сушку производят горячим воздухом. Время сушки зависит от типа пластины, толщины рельефа и обычно составляет порядка 10-15 мин. Например, пластины Nyloprint на металлических подложках (на стальной или алюминиевой) сушат при температуре 80 °С, а на полиэфирной основе — при 60 °С. Для равномерного просушивания применяют аппарат для сушки циркуляционным/свежим воздухом. Процесс сушки может происходить как в горизонтальном, так и в вертикальном положении — в зависимости от типа оборудования. После сушки горячим воздухом обрабатываемую пластину необходимо выдерживать в течение 2-3 мин для охлаждения до комнатной температуры.
5. Дополнительное экспонирование
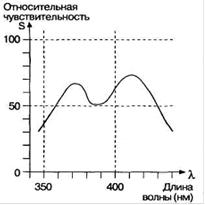
На этом этапе происходит окончательная полимеризация рельефа формы. В процессе основного экспонирования не происходит полной полимеризации печатающих элементов, и около 20-25% первоначального количества мономера в фотополимеризующемся слое остается в неполимеризованном состоянии. В результате уменьшается тиражестойкость и ухудшаются печатно-технических свойства фотополимерных форм. В связи с этим еще раз производят обработку формы УФ-излучением (диапазона А при 360 нм), но без негатива. Процесс длится длится столько же времени, что и основное экспонирование. (На основании собственного опыта могу сказать, что в зависимости от характера воспроизводимого изображения, от особенностей последующего печатного процесса, а также от свойств применяемых печатных красок время дополнительного экспонирования может варьироваться в пределах 20-25% от исходного.)
Чтобы готовые печатные формы не пересохли и не стали хрупкими, в складском помещении поддерживают относительную влажность воздуха не менее 60% и температуру 20-22 °С. Формы можно просто запаковать в светонепроницаемый пакет из пленки. Они должны быть сухими и очищенными от остатков красок. Таким образом, процесс изготовления форм высокой печати на основе фотополимеризующихся пластин при условии выполнения вышеуказанных условий и требований довольно несложный. При этом благодаря большим возможностям высокой печати и экономичности при использовании фотополимерных форм можно достичь очень хороших результатов как при производстве этикеток, так и при запечатывании различной упаковочной пластмассовой и металлической продукции (в случае типоофсетного варианта высокой печати). Тиражестойкость фотополимерных форм может составлять до миллиона оттисков.
3. Разновидности печатных форм глубокой печати
В глубокой печати печатные элементы формы, так называемые "ячейки", находятся ниже плоскости пробельных элементов (рис. 6). В зависимости от структуры ячеек имеется три разновидности печатных форм:
· в традиционной (обычной) глубокой печати изображение на формном цилиндре получают методом травления. Площадь ячеек печатающих элементов остается постоянной, а их глубина изменяется в соответствии с тоном. Темным тонам соответствуют глубокие ячейки, а светлым – неуглубленные, плоские;
· в автотипной глубокой печати изменяются размеры ячеек, а их глубина остается постоянной. Передача градации обеспечивается в процессе травления за счет изменения диаметра ячейки;
· в третьем варианте, полуавтотипной глубокой печати, изменяется как площадь, так и глубина, что достигается посредством механического гравирования печатающих элементов. Отличительной чертой данного способа является получение оттисков высокого качества. Управление процессом осуществляется непосредственно на базе электронных данных.
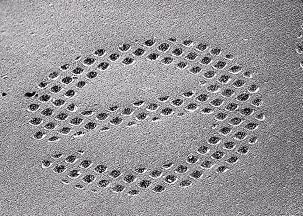
Рис. 6. Микрофотография печатной формы глубокой печати
Для обеспечения качества гравирования осуществляется как контроль толщины медной рубашки, получаемой электролитическим осаждением, так и хромированного покрытия. После гравирования с помощью микроскопа определяется размер ячеек и соответственно объем заполнения их краской. Естественно, в работе необходимо использовать качественный резец. Глубокая автотипия почти полностью вытеснила процессы травления печатных форм.
4. Изготовление форм для специальных видов печати
Шелкография - метод печати, основанный на продавливании краски через трафарет (печатную форму). Оттиск получается рельефным.
Изображение, нанесенное методом шелкографии, обладает высокой интенсивностью цвета благодаря большой толщине красочного слоя, устойчиво к воздействию влаги и имеет глянцевую поверхность. Шелкография также используется в легкой промышленности (печать на тканях, пластике, дереве, металле и т.п.). Активно применяется для изготовления сувенирной продукции (нанесение на ручки, зажигалки, брелки, блокноты и т.п.).
Тампопечать - способ передачи изображения с печатной формы (клише) на запечатываемую твердую поверхность с использованием тампона. При производстве рекламных сувениров часто используется тампопечать.
Тампонная печать позволяет наносить изображение практически на любой вид твердой поверхности (гладкие, рефленные поверхности и невпитывающие краску материалы) - пластик, стекло, дерево, металл.
5. Прямые способы изготовления печатных форм
В настоящее время печатные формы для трафаретной печати изготавливаются преимущественно с применением копировального материала на диазооснове:
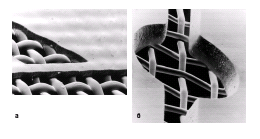
Рис. 6. Снимок печатной формы трафаретной печати, изготовленной фотомеханическим способом, полученный электронным микроскопом:
а форма, изготовленная прямым способом;
б форма, изготовленная комбинированным способом
· прямой способ. Для него применяют материал, затвердевающий под действием УФ излучения. Материал наносится на сетку, устанавливаемую вертикально или под небольшим углом наклона. Для достижения высокого качества и большой толщины красочного слоя при печати копировальный слой для шаблонов может наноситься на сетку многократно с промежуточными сушками. Слои наносятся как с печатной стороны, так и со стороны ракеля. Чем мельче заметна структура сетки на поверхности формы, тем лучше результаты печати. Причина заключается в том, что в печатном процессе форма должна лежать ровно на запечатываемом материале, чтобы не возникало никаких зазоров, в которые могла бы проникнуть краска. Равномерный прижим при копировании также улучшает качество, так как при этом можно избежать нерезкости и неточности при передаче печатной информации. После копирования незадубленные участки вымываются. Прямой способ изготовления удовлетворяет всем требованиям качест венной печати и поэтому находит наибольшее применение. На рис. 6 а показан фрагмент поверхности печатной формы;
· непрямые способы используются при высоких требованиях к точности толщины слоя краски, например при нанесении проводящей пасты на элементы солнечной батареи или запечатке панелей с определёнными толщинами красочного слоя. Фотослой, находящийся на пленкеносителе, предназначенной для точно определённой толщины слоя краски, экспонируется, проявляется и только затем переносится на сетку (приклеивается, прикатывается и пр.);
· комбинированный способ. Фотоматериал с носителем на плёнке переносится сначала на трафаретную сетку, а затем экспонируется и проявляется. Этот вид печатной формы имеет высокую точность при формировании печатных элементов.
6. Влияние способов изготовления печатных форм на требования к обработке информации
На данный момент самое большее распространение получил офсетный способ печати. Менее распространена флексография. Уже редко встречаеться высокая печать прародительница флексографии. В узком спектре рынка полиграф услуг расположена трафаретная печать. И как экзотика смотриться глубокая, представленная в нашем городе всего лишь одной типографией. Также много разновидностей шелкографии и единичные станки тампопечати и сухого офсета. Поэтому в моей контрольной рассказывается лишь о самых распространённых способах печати и способах изготовления к ним печатных форм.
Список литературы
1. Раскин А.Н., Ромейков И.В. и др. Технология печатных процессов. Учебник. - М.: Книга, 2005, 432 с.
2. Пиккок Дж. Издательское дело: от замысла до упаковки шаг за шагом. - М.: Эком, 2008, 400 с.
3. Технология изготовления печатных форм. Учебник/Под ред. В.И. Шеберстова. - М.: Книга, 2007, 224 с.
4. Полянский Н.Н. Основы полиграфического производства. Учебник. - М.: Книга, 2007, 352 с.
5. Стефанов С.И. Путеводитель в мире полиграфии. - М, 2008, 320с.
6. Никанчикова Е.А., Попова А.П. Технология полиграфического производства. Изготовление печатных форм. - М.: Книга, 2008, 368 с.
7. Никанчикова Е.А., Попова А.П. Технология полиграфического производства. Часть 2. Печатные процессы. - М.: Книга, 2007, 288 с.
8. Основы обработки изобразительной информации. Лабораторный практикум. / Под ред. Андреева Ю.С. - М.: Издательство МГАП «Мир книги», 2007, 88 с.
9. Такчук Ю.Н. Оборудование допечатных процессов. Конспект лекций. - М.: Издательство МГУП, 2007, 108 с.
10. Дегтярь Е., Никулищина Е. Этот цветной мир требует контроля.//Журн. «Полиграфия», 2008. №5. С. 108 – 109.
11. Леонардо-Сайс В. Будущее – за отечественным производителем.//Журн. «Полиграфия», 2007. №28. С. 44 – 46.
12. Процессы офсетной печати. Технологические инструкции. - М.: «Книга», 2007, 472 с.
13. Издательские системы, графические технологии. Компания Терем. Информационный сайт: http://www.terem.ru.
14. Современные печатные технологии. Компания Вариант. Информационный сайт: http://www. variant.ru.
Похожие работы
... тщательно отработаны, проверены и откорректированы до их копирования на формный цилиндр, то есть в процессе монтажа диапозитивов. В глубокой печати используется пигментный способ изготовления печатных форм, когда копирование монтажа диапозитивов производится не непосредственно на формный материал, а на очувствленную пигментную бумагу с последующим переносом желатинового слоя пигментной бумаги на ...
... содержания каждого оттиска в тираже (полное или частичное). Этим требованиям удовлетворяют цветные принтеры, копировальные аппараты и цифровые печатные машины. Однако когда говорят о технологии "компьютер - запечатываемый материал" ("компьютер - печатная машина", CtPrint, computer to print); в качестве устройств получения оттисков чаще всего подразумевают цифровые печатные машины, поскольку они ...


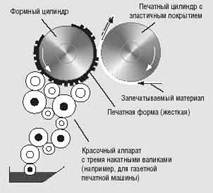

... сфера применения - печать на упаковочных материалах: от сверхтонкой фольги до толстых сортов картона. 4. Высокая печать Высокая печать, главным образом книжная, является машинным видом печати. Перенос высоковязких, пастообразных красок на бумагу осуществляется посредством твердых (преимущественно металлических) печатающих элементов (рис. 4). В хронологии развития высокой печати печатные ...



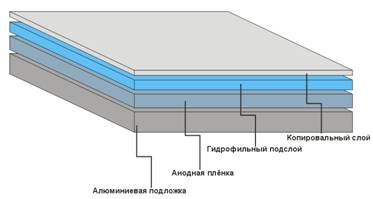
... Вочэлэсс (Waterless - сухой офсет), которые будут упоминаться в моей работе. Рассмотрим более детально основные разновидности формных пластин для офсетной печати и их технические характеристики. 2. Аналоговые формные материалы 2.1 Формные материалы для изготовления печатных форм контактным копированием Под контактным копированием понимают способ изготовления печатных форм, при котором ...
0 комментариев