Навигация
Изучение процесса сварки плавлением. Выбор режима ручной дуговой сварки конструкций из стали
17963
знака
3
таблицы
9
изображений
Лабораторная работа №1
Сварка металловИзучение процесса сварки плавлением. Выбор режима ручной дуговой сварки конструкций из стали
Содержание:
1. Классификация и обозначение покрытых электродов для ручной дуговой сварки
2. Устройство и работа сварочного трансформатора и выпрямителя
3. Выбор режима сварки
4. Техника ручной дуговой сварки
5. Порядок проведения работы 6. Содержание отчетаИзучение процесса сварки плавлением. Выбор режима ручной дуговой сварки конструкций из стали
Цель работы: ознакомиться с процессом зажигания и строением электрической сварочной дуги, обозначением покрытых электродов, устройством и работой сварочного трансформатора и выпрямителя, выбором режима и технологии дуговой сварки покрытыми электродами.
Оборудование и материалы. Сварочные трансформаторы выпрямитель, предохранительные щитки, сварочные электроды типа Э42, Э46, заготовки из углеродистой и низколегированной стали.
Общие сведения Процесс зажигания и строение электрической дуги
При дуговой сварке плавящимся электродом расплавление кромок свариваемых заготовок и электрода осуществляется за счет теплоты электрической сварочной дуги. Электрическая сварочная дуга - стационарный мощный электрический разряд при значительной плотности ток (0,5-100 А/мм2) в сильно ионизированной газовой среде между двумя электродами, одним из которых обычно являются свариваемые заготовки. В процессе горения сварочной дуги выделяется
|
|
|
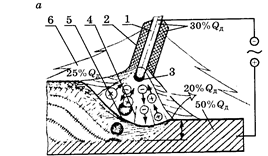
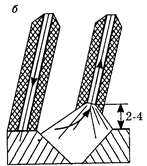
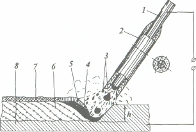
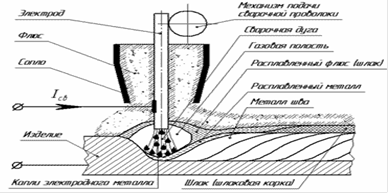
Рис.1.1. Схема электрической дуги при сварке металлическим электродом с покрытием
большое количество теплоты, образуется яркое световое излучение, невидимые ультрафиолетовые и инфракрасные лучи, газы и пыль. Электрическая сварочная дуга (рис.1.1, а) состоит из катодного 3 и анодного 5 пятен и столба дуги 4. Снаружи она окружена ореолом 6, состоящим из смеси газов, паров и пыли. Для зажигания дуги необходимо легко коснуться стержнем с покрытием 2 электрода свариваемой заготовки (рис.1.1, б) с замыканием электрической цепи накоротко, после чего отвести электрод от заготовки на расстояние 2-4 мм. Происходит быстрый разогрев торца электрода за счет теплоты, выделяемой током короткого замыкания. После отвода электрода с разогретого торца металлического стержня, являющегося катодом, свободные электроны под действием электрического поля устремляются к аноду (заготовке). Им сообщается значительная кинетическая энергия. В межэлектродном зазоре электроны сталкиваются (соударяются) с молекулами и атомами воздуха и между собой. Эти соударения могут быть упругими и неупругими. При упругом соударении часть кинетической энергии электронов передается атому или молекуле воздуха. В результате температура в дуговом промежутке (столбе дуги) повышается до 6000-7000 °С. При неупругом соударении происходит ионизация молекулы воздуха с выделением электронов, положительных и отрицательных ионов. Электроны и отрицательные ионы продолжают движение к аноду и бомбардируют его поверхность. В результате торможения их движения происходит превращение кинетической энергии в тепловую и поверхность анода (анодное пятно) разогревается до t = 2600-3000 °С. Положительные ионы под действием сил притяжения движутся к катоду и, бомбардируя его поверхность, нагревают ее (катодное пятно) до 2000-2600 °С. В дуге постоянного тока прямой полярности (минус на электроде, плюс на заготовке) на аноде выделяется большее количество теплоты (41-42 % от общего количества Од), чем на катоде (36-38 %), в связи с тем, что анод подвергается более мощной бомбардировке заряженными частицами. В дуге переменного тока различие температур катодного и анодного пятен сглаживается вследствие их периодической смены с частотой, равной частоте тока (50 Гц).
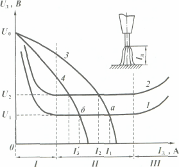
Для устойчивого горения дуги необходимы постоянный межэлектродный зазор (длина дуги), определенные напряжение и ток в цепи, достаточная ионизация воздушного промежутка, стабильность свойств источника тока, питающего дугу.
1. Классификация и обозначение покрытых электродов для ручной дуговой сварки
Покрытые электроды для ручной дуговой сварки классифицируют по назначению, виду и толщине покрытия, допустимому пространственному положению сварки или наплавки, роду и полярности сварочного тока. По назначению различают электроды для сварки стали, чугуна, алюминия, меди. Обозначения электродов для сварки: углеродистых и низколегированных конструкционных сталей с sв >600 МПа — У; легированных конструкционных сталей с sв до 600 МПа — Л; легированных теплоустойчивых сталей — Т; высоколегированных и сталей с особыми свойствами — В; для наплавки поверхностных слоев с особыми свойствами — Н. В зависимости от механических свойств наплавленного металла применяются электроды 14 типов: Э42, Э46А, Э50...Э150. Тип электрода обозначается буквой Э с цифрой, указывающей гарантированное временное сопротивление разрыву наплавленного металла в КГс/мм2. Буква А после цифр обозначает повышенную пластичность наплавленного металла. По виду покрытия электроды разделяются на: А — с кислым покрытием (ОММ-5, АНО-2, СМ-5, ЦМ-7, МЭЗ-04 и др.), содержащим оксиды железа, марганца, кремния, иногда титана. При плавлении покрытия выделяется большое количество 02, Hg, кроме того, оно токсично. Эти электроды обеспечивают стабильное горение дуги на переменном и постоянном токе. Металл шва отличается повышенной степенью окисления, плотностью и пластичностью; Б — с основным покрытием (УОНИ-13/45, УОНИ-13/5БК, УОНИ-В/85, АНО-Т, ОЗС-5, ДСК-50, СН-11, УП-1/45 и др.), содержащим мрамор — СаСОз, плавиковый шпат — CaF2, кварцевый песок, ферросплавы. Наплавленный металл имеет большую прочность на ударный изгиб, малую склонность к старению и появлению трещин. Эти электроды применяются для сварки на постоянном токе обратной полярности ответственных конструкций из углеродистых и легированных сталей; Р — с рутиловым покрытием (ОЗС-12, АНО-32, ОЗС-6, АНО-6, МР-4, ОЗЛ-32 и др.), содержащим рутил — TiO2, мрамор — СаСОз, полевой шпат — K2O*Al2O3 *6 SiO2, каолин, иногда железный порошок. Они обеспечивают устойчивое горение дуги и хорошее формирование шва во всех пространственных положениях;
Ц — с целлюлозным покрытием (ОМА-2, ВСЦ-1, ВСЦ-2, ВСП-1, ВСЦ-4М и др.). При плавлении покрытия выделяется большое количество газов. Эти электроды применяются для сварки металла малой толщины и при сварке в монтажных условиях. П — с прочими покрытиями (ильменитовым, рутил- ильменитовым — АНО-24, рутилосновным — АНО-ЗО, фтористокальциевым — АНО-Д и др.). В состав покрытия входят: стабилизирующие, шлакообразующие, легирующие, раскисляющие, газообразующие, формующие, связывающие компоненты. Покрытие обеспечивает газовую и шлаковую защиту зоны сварки и расплавленного металла, рас-кисление и легирование металла сварочной ванны, стабильность горения дуги. По толщине покрытия (отношению диаметра электрода D к диаметру стержня d) электроды изготавливают: М — .с тонким покрытием D/d < 1,2; С — со средним покрытием 1,2 < D/d < 1,45; Д — с толстым покрытием 1,45 < D/d < 1,8; Г — с особо толстым покрытием D/d > 1,8. По допустимому пространственному положению сварки электроды разделяются: для всех положений — 1; для всех положений, кроме вертикального — 2; для нижнего, горизонталь- ного и вертикального — 3; для нижнего — 4. По качеству изготовления, состоянию поверхности покрытия электроды бывают 1, 2, 3 групп. По роду и полярности применяемого при сварке или наплавке тока и номинальному на- пряжению холостого хода источника переменного тока электроды подразделяются: 0 — обратная полярность постоянного тока, 4 — любая, 5 — прямая, 6 — обратная для постоянного тока и для переменного тока с напряжением холостого хода 70 В. Примеры условного обозначения электродов: а) тип Э46А по ГОСТ 9467-75 марки УОНИ-13/45 диаметром 3,0 для сварки углеродистых и низколегированных сталей — У, с толстым покрытием — Д, 2-й группы с механическими свойствами направленного металла: sв > 460 МПа (43), d — 22% (2), KCU = 0,35 Дж/мм2 при t = -40 °C (5) с основным покрытием Б для сварки во всех пространственных положениях — 1, на постоянном токе обратной полярности 0:
Э46А-УОПИ-13/45-3,ОУ,0 ГОСТ 9466 -75, ГОСТ 9467-75 Е432(5)-Б1.0
б) типа Э-09Х1МФ по ГОСТ 9467-75 марки ЦЛ-20 диаметром 40 мм для сварки легированных теплоустойчивых сталей — Т с толстым покрытием Д 3-й группы с механическими свойствами наплавленного металла — прочностью на ударный изгиб KCU = 0,35 Дж/мм2 при ОС (2) и длительной прочностью при t < 580 °С (7) с основным покрытием Б для сварки во всех пространственных положениях 1 на постоянном токе обратной полярности 0:
![]()
Похожие работы
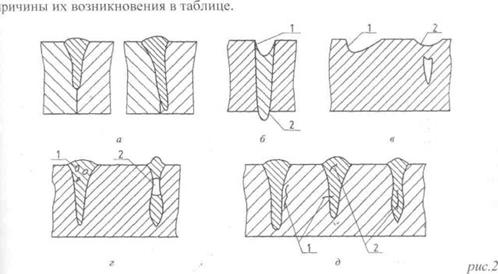
... включения, не провары, трещины металле шва и в зоне термического влияния. Сквозные дефекты представляют собой свищи, прожоги и сквозные трещины. Причин дефектов сварных швов много, основные из них: - низкое качество сварочных материалов, - неправильная сборка, их правильность оборудования, - отклонения от технологий, - низкая квалификация сварщиков. При автоматической сварке дефектом и ...

... вредных примесей металла. В заключение раздела отметим, что дуговой разряд, открытый В.Б. Петровым в 1802 г., не исчерпал еще всех своих возможностей и областей применения, включая и область сварочного производства. 3.2 Электрошлаковая сварка Разработка этого принципиально нового процесса была осуществлена в начале 50-х годов прошлого века сотрудниками ИЭС им. Е.О. Патона АН УССР во главе ...
... , учитывающий неизбежные потери электрода, ([2], c. 27); - плотность наплавленного металла, , ([2], с. 22); - площадь поперечного сечения наплавленного металла шва, 3. Присадочная проволока. Для сварки корпуса водила II ступени в связи с ответственностью конструкции будем использовать проволоку того же состава, что и основной металл. Проволока ПТ-3В по ТУ-1–9–922–82 диаметром ...
... серийном и массовом производстве для выполнения длинных прямолинейных и кольцевых швов на металле толщиной от 2 до 100 мм. Под флюсом сваривают углеродистые и легированные стали, медь, алюминий и их сплавы. Автоматическая сварка широко применяется в котло-строении, судостроении, производстве сварных труб и других отраслях машиностроения и строительства. Она является одним из основных звеньев ряда ...
0 комментариев