Навигация
Конденсаторна зварка електроконтактів
36778
знаков
2
таблицы
6
изображений
1.2 Конденсаторна зварка електроконтактів
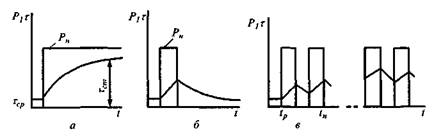
Конденсаторна зварка (ЕКС) електроконтактів - це процес отримання нероз'ємного з'єднання нагрівом зварюваних кромок до пластичного стану і подальшим їх стискуванням (осіданням). Для нагріву зварюваних кромок через них пропускають електричний струм. При цьому кількість необхідної теплоти можна визначити по наступній формулі (закон Джоуля—ленца): а = 0,24I2Кt (де I — зварювальний струм; К — опір ділянки ланцюгу в місці контакту; t — час дії струму). Окрім зварювального струму, який зазвичай складає декілька десятків тисяч ампер, і тривалість його проходження, основним параметром зварки електроконтакта є: зусилля стискування електродів, яке залежно від зварюваних матеріалів складає 1-20 кН. Монолітні електроди виготовляють з бронзи БрБ2, БрХБ або БрНБТ, підстава; комбінованих — з міді М1, М2 або МЗ, а робочу частку із сплаву ВМ. [7]
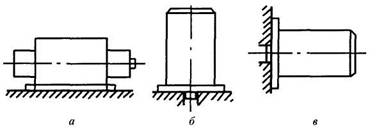
Найбільш поширена зварка електроконтакта нерухомими електродами, при якій деталі, що сполучаються, встановлюють в спеціальне гніздо нижнього електроду, а верхній електрод при опусканні центрує їх і стискує з питомим тиском 50—100 Н/мм2 . При роликовій зварці електроконтакта деталі, що сполучаються, переміщаються між двома вращающимися роликами.
ЕКС допускає з'єднання тонкостінкових (0,15 мм) балона і ніжки, що отримуються штампуванням. У круглому металлостеклянном корпусі міцність і герметичність виводів збільшені за рахунок заполнения склом порожнистої тонкостінної коваровой ніжки. Глибоко розташований зварний шов виключає можливість випліскування металу всередину корпусу. Матеріал ніжки - ковар, балона - ковар, нікель, сталь 10 (із захисним покриттям). [3]
Напівавтоматична установка конденсаторної зварки УКС-4100 дозволяє здійснювати герметизацію круглих корпусів в захисній атмосфері гелію (витрата 10 л/хв). Завантаження деталей виконують уручну, решта операцій - автоматично. Діапазон зусилля стискування електродів 50—350 кГ. Продуктивність установки 500 шт/ч [5].
1.3 Зварювання тиском з непрямим імпульсним нагрівом
Зварювання тиском з непрямим імпульсним нагрівом відрізняється від компресійної зварки тим, що розігрівання робочої зони здійснюється тільки в момент зварки імпульсом струму, що проходить безпосередньо через інструмент. Завдяки цьому є можливість отримати вищий локальний нагрів проводника і, отже, зварювати малопластичні матеріали. Зварювання тиском з непрямим імпульсним нагрівом володіє більш широкими технологічними можливостями і дозволяє отримувати якісні соединения золотих, алюмінієвих і мідних провідників (діаметром до 100 мкм) з плівками багатьох матеріалів.
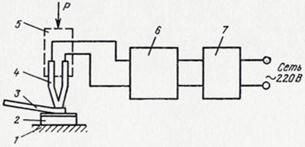
Рис. 1.5. Схема зварки тиском з непрямим імпульсним нагрівом V-подібним інструментом: 1 - робочий столик; 2 - підкладка або напівпровідниковий кристал; 3 - провідник; 4 - V-подібний інструмент (пуансон); 5 - зварювальна голівка для створення тиску; 6 - джерело живлення; 7 - реле часу [6].
Для виконання зварювання тиском з непрямим імпульсним нагрівом (ЗНІН) інструмент повинен мати V-образну форму; причому максимальна температура має бути на робочому торці. Для нагріву інструменту може бути використаний імпульс постійного або змінного струму. Для пом'якшення термоудара на плівковий контактний майданчик доцільний сопутствующий підігрівши вироби (тобто робочого столу).
На відміну від термокомпресії процес взаємної дифузії при ЗНІН грає істотнішу роль в утворенні з'єднання. При виконанні ЗНІН на початку прикладається тиск. Потім через інструмент подається імпульс струму длительностью від 0,01 до декількох секунд. Під дією температури торця інструменту відбувається локальне розігрівання дроту, зменшення межі пластичності, осідання дроту і з'єднання. При з'єднанні, наприклад, алюмінієвого дроту з алюмінієвою, золотою і мідною плівкою температура в зоні зварки повинна складати відповідно 400, 490 і 560°С.
1.4. Контактне зварювання
Контактне зварювання розщепленим електродом нагадує термокомпресійне зварювання. Різниця полягає в тому, що нагрів проводиться пропусканням електричного струму через зону зварки між ізольованими один від одного половинами електроду (рис. 1.6).
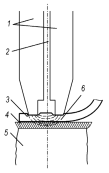
Рис. 1.6. Контактна зварка методом розщепленої голки: 1 – обидві половини розщепленого електроду; 2 – ізоляція або повітряний зазор; 3 – зволікання; 4 – плівка; 5 – підкладка; 6 – лінії струму [3].
Якість з'єднання залежить від початкового контактного електропору і опору зварюваних деталей. Контактний опір залежить від майдану контакту і питомого опору поверхні розділу. У свою чергу, ці останні чинники залежать від тиску, шорсткості, оксидів і чистоти поверхні. У зв'язку з цим режим повинен кожного разу ретельно підбиратися для конкретних умов.
Енергія для нагріву подається у вигляді імпульсів тривалістю 0,01 сік від конденсатора через імпульсний трансформатор. Тривалість імпульсу визначає попереднє прогрівання місця зварки, тривалість самої зварки і послесварочный цикл нагріву для відпалу [3].
Похожие работы
... на людину як в процесі експлуатації виробу, так і при його виробництві. Враховуючи те, що в технічній частині дипломного проекту, при розробці мікшерного пульта були розглянуті усі вимоги ДСН3.3.6.037-99 щодо можливого небезпечного впливу акустичного шума, то в першу чергу, розглянемо найбільш небезпечні фактори, що виникають при технологічному процесі пайки, а також розглянуті можливі комплексні ...


... і над плановим. Відомо, що собівартість є одним з головних джерел резервів підвищення ефективності роботи підприємства. Звідси сформуємо мету і задачі даної роботи. Метою даної роботи є підвищення ефективності роботи підприємства ВАТ «Дніпрополімермаш» шляхом управління собівартістю продукції. Відповідно, для досягнення поставленої мети необхідно вирішити наступні задачі: 1. Проаналізувати ...
... ів, з підвищеним ковзанням, багатошвидкісні на дві, три, чотири частоти обертання. 2. МЕХАНІЧНА ЧАСТИНА 2.1 Технічне обслуговування електродвигунів змінного струму Згідно з системою планово-запобіжного ремонту і технічного обслуговування електрообладнання технічна експлуатація електродвигунів передбачає: а) виробниче технічне обслуговування; б) міжремонтне технічне обслуговування; ...
... активності, позитивного ставлення до навчання». Як свідчать дослідження, не можна вирішувати успішно питання навчання без організації оволодіння учнями уміннями мислити. Евристична бесіда як метод розвитку пізнавальної активності нараховує вже кілька тисячоліть, вперше він увійшов в ужиток як “сократична бесіда”, він імені славетного філософа Сократа, що вів філософські з учнями бесіди, що мали ...
0 комментариев