Навигация
ВИГОТОВЛЕННЯ ВИВОДІВ МЕТОДОМ ПАЙКИ ТА СКЛЕЮВАННЯМ
36778
знаков
2
таблицы
6
изображений
2. ВИГОТОВЛЕННЯ ВИВОДІВ МЕТОДОМ ПАЙКИ ТА СКЛЕЮВАННЯМ
2.1 Приєднання виводів паянням
З'єднання паянням передбачає участь третього металу в рідкому стані, який змочує метали, що сполучаються, і при твердінні утворює металевий зв'язок. Паяння може бути гаряча (розплавленими припоями) і холодна (за допомогою амальгами або галію).
Основною умовою створення паяного з'єднання є взаємодія рідкого припою з поверхнею чистих металів, що сполучаються. Змочування є неодмінною умовою утворення паяного з'єднання. Ступінь змочування і розтікання залежить від виду контактуючих металів, стану поверхні (наявність оксидів, шорсткість), а також умов паяння (температура, газова середа, тривалість паяння). Флюси, вживані при паянні, не лише розчиняють оксиди на поверхні твердого металу. Будучи поверхнево-активними речовинами, вони зменшують поверхневе натягнення припоїв, сприяють поліпшенню змочування і розтікання, передачі тепла на всю зону паяння.
При змочуванні припоєм виникає взаємодія, що приводить при твердінні до освіти зв'язку між кристалітами. Можуть спостерігатися три види цього зв'язку: розчиненням, хімічною взаємодією, утворенням металевих зв'язків. Взаємодія розчиненням слід уникати при паянні до тонких плівок, це може викликати розчинення всієї плівки в припої. З цієї точки зору для паяння переважні не золоті контактні майданчики, як в разі термокомпресіонних з'єднань, а мідні. Золота плівка завтовшки до 50 нм повністю розчиняється в припої ПСК. Зменшення небезпеки розчинення досягається попереднім введенням в припій присадки (2 – 3 %) того металу, з якого складається плівка. [5]
Хімічний зв'язок виникає з утворенням перехідного шару у вигляді хімічної сполуки припою з металом. Це спостерігається при паянні міді оловом, коли утворюються міцні інтерметалічні з'єднання Cu6Sn5 і Cu3Sn. Утворення хімічного зв'язку вимагає присутності в припої легуючих присадок, сприяючих утворенню дуже тонкого перехідного шару твердого розчину з металом.
Взаємодія через металеві зв'язки спостерігається при хорошому змочуванні. При паянні ІС цей механізм найбільш щадний по відношенню до плівки і тому переважний. Для розвитку саме цього механізму взаємодії необхідна короткочасність паяння і вузький інтервал температури.
Сплави, в яких відбувається одночасна за всім обсягом кристалізація компонентів при найнижчій для даної системи температурі, називають евтектичними (рис. 2.1).
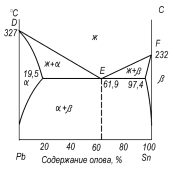
Рис. 2.1. Діаграма стану системи свинець – олово:
α – кристали твердого розчину Sn в Pb;
β – кристали твердого розчину Pb в Sn; ж – рідка фаза [3].
Евтектична крапка на фазовій діаграмі станів характерна стрибкоподібним і повним переходом з рідкої в тверду фазу при охолоджуванні суміші. Відхилення від цього складу приводять до того, що ще до твердіння припою відбувається спонтанна кристалізація одного з компонентів. Зовні це виявляється в повільному твердінні загусаючого сплаву. Якщо у цей момент паяний шов потривожити незначною механічною дією, то миттєво настає спільна кристалізація припою з виділенням крупних кристалів, погано зв'язаних між собою. Такий паяний шов не можна вважати за надійний. В разі евтектичного сплаву твердіння відбувається без спонтанної кристалізації. Евтектичний сплав ПОС - 61 має найменшу температуру плавлення, найменшу пористість, якнайкращі капілярні властивості з припоїв ПОС. [2]
Припій для паяння ІС повинен володіти нижчою температурою плавлення, чим припій ПОС - 61. Таким є, наприклад, потрійний олов'яно-свинцевий индиевий припій (37,5% Sn, 37,5 Pb, 25% In) з tпл = 135°C.
Флюси, вживані при паянні повинні задовольняти наступним вимогам:
1) розчиняти дуже тонку окисну плівку;
2) захищати від окислення під час паяння;
3) змочувати поверхні основного металу і рідкого припою і знижувати поверхневе натягнення припою (що полегшує його розтікання за площею паяного шва);
4) вирівнювати передачу тепла в зоні паяння;
5) залишок флюсу і продукти його розкладання повинні переходити на поверхню припою, як тільки припій утворює сплав з основним металом, і легко віддалятися після паяння;
6) при розкладанні флюсу не повинно утворюватися газів, руйнівних сусідні поверхні.
Найбільш поширений каніфольний флюс, вживаний у вигляді 30 %-ного спиртного розчину. При нагріванні під час паяння каніфоль розкладається, виділяючи абієтивну кислоту (С20Н30О2), яка розчиняє сліди оксидів в зоні паяння. У холодній каніфолі ця кислота нейтралізована терпентином, що входить до складу каніфолі.
Розглянемо деякі практичні зображення за технологією паяння до ІС. Перш за все мають бути прийняті заходи для забезпечення хорошої адгезії плівки контактного майданчика до підкладки. Наприклад, для контактних майданчиків часто застосовують осадження міді з підшаром хрому, ніхрому або з присадкою 4% Mn. При випарі медномарганцевого сплаву спочатку випаровується марганець, створюючи підшаровуй з хорошою адгезією до скла, поверх якого лягає шар міді.
Паяння виводів до плівки може здійснюватися або індивідуально, локальним нагрівом кожного контактного вузла, або груповим методом – всі вузли відразу. У першому випадку використовується мініатюрний паяльник олівцевого типа вагою до 10 г і завдовжки 150 мм на напругу 6 В. Температура жала управляється термопарою і підігрівачем, розташованими усередині тиснула, і підтримується на 10 – 20С° З вище за температуру плавлення припою. Паяння виконують під бінокулярним мікроскопом. В такий спосіб можливе приєднання дротяних виводів діаметром 25 – 50 мкм із золота, міді, позолоченого ковара до плівок Al, Ag, Cu. [4]
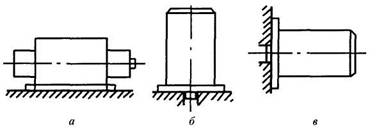
При груповому методі вся мікросхема повинна допускати нагрів в нейтральній газовій середі, у вакуумі або в рослинній олії до 210°С з витримкою при цій температурі 30 сек. Для групового методу паяння необхідно застосовувати навісні елементи з кульковими або балочними виводами (рис. 2.2) (наприклад, конденсатори К-10-9-м розміром 1 x 2 x 2 мм і ємкістю до 0,1 мкф) [7].
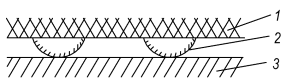
Рис. 2.2. Кулькові виводи на навісних елементах для виконання з'єднань груповим паянням: 1 – навісний елемент; 2 – «кульковий» вивід (висота »40 мкм, діаметр ≈150 мкм) з оплавленим шаром припою ≈10 мкм, 3 – контактний майданчик [3].
Групові методи виконання з'єднань мають велике значення в технології ІС. При індивідуальному методі трудомісткість операцій по з'єднанню виводів дуже велика: потрібний в три рази більше що працюють, чим на виготовлення самих структур ІС [3].
Похожие работы
... на людину як в процесі експлуатації виробу, так і при його виробництві. Враховуючи те, що в технічній частині дипломного проекту, при розробці мікшерного пульта були розглянуті усі вимоги ДСН3.3.6.037-99 щодо можливого небезпечного впливу акустичного шума, то в першу чергу, розглянемо найбільш небезпечні фактори, що виникають при технологічному процесі пайки, а також розглянуті можливі комплексні ...


... і над плановим. Відомо, що собівартість є одним з головних джерел резервів підвищення ефективності роботи підприємства. Звідси сформуємо мету і задачі даної роботи. Метою даної роботи є підвищення ефективності роботи підприємства ВАТ «Дніпрополімермаш» шляхом управління собівартістю продукції. Відповідно, для досягнення поставленої мети необхідно вирішити наступні задачі: 1. Проаналізувати ...
... ів, з підвищеним ковзанням, багатошвидкісні на дві, три, чотири частоти обертання. 2. МЕХАНІЧНА ЧАСТИНА 2.1 Технічне обслуговування електродвигунів змінного струму Згідно з системою планово-запобіжного ремонту і технічного обслуговування електрообладнання технічна експлуатація електродвигунів передбачає: а) виробниче технічне обслуговування; б) міжремонтне технічне обслуговування; ...
... активності, позитивного ставлення до навчання». Як свідчать дослідження, не можна вирішувати успішно питання навчання без організації оволодіння учнями уміннями мислити. Евристична бесіда як метод розвитку пізнавальної активності нараховує вже кілька тисячоліть, вперше він увійшов в ужиток як “сократична бесіда”, він імені славетного філософа Сократа, що вів філософські з учнями бесіди, що мали ...
0 комментариев